超声波辅助提取水酶法豆渣中植酸的工艺优化
2016-09-16江连洲毛惠婷齐宝坤隋晓楠王中江李佳妮东北农业大学食品学院黑龙江哈尔滨150030
江连洲,毛惠婷,毕 爽,齐宝坤,隋晓楠,王中江,李佳妮,李 杨(东北农业大学食品学院,黑龙江哈尔滨150030)
超声波辅助提取水酶法豆渣中植酸的工艺优化
江连洲,毛惠婷,毕 爽,齐宝坤,隋晓楠,王中江,李佳妮,李 杨*
(东北农业大学食品学院,黑龙江哈尔滨150030)
以水酶法提油后的副产物豆渣为原料,探索超声波辅助技术提取植酸的工艺条件,并与振荡浸提法对比。首先选取超声功率、超声温度、超声时间进行单因素实验,通过正交实验选出最佳的超声参数。然后在最优超声参数的基础上,以植酸得率为响应值,利用Box-Behnken中心组合设计原理和响应面分析法,确定提取植酸的最佳条件。结果表明,超声提取植酸的条件为:超声温度50℃,超声功率500 W,超声时间20 min;醋酸浓度4.1%、料液比1∶17 g/mL、提取温度64℃、提取时间33 min。在以上条件下,平均植酸得率为1.23%,与振荡提取法相比,提高41.3%。
豆渣,水酶法,超声波,植酸
水酶法作为一种“安全、高效、绿色”的制油技术,在大豆油脂提取方面的研究已取得一定进展[1]。然而,在副产物豆渣的利用方面,国内外的报道还较为鲜见。Stephanie Jung等[2]利用水酶法豆渣生产乙醇,田瑞红等[3]对水酶法提油后豆渣中水溶性多糖的提取工艺进行了研究,徐渐等[4]采用超声和酸水解相结合的方法对生物解离大豆副产物中异黄酮的提取进行优化,但对水酶法提油后豆渣中植酸的提取还未见报道。植酸(Phytic acid,简称PA)又称肌酸、环己六醇六全-二氢磷酸盐,主要存在于植物的种子、根干和茎中,其中以豆科植物的种子、谷物的麸皮和胚芽中含量最高,是大豆种子中磷的主要贮藏形式[5]。研究表明,植酸具有螯合金属离子、与蛋白质结合、抗氧化、抗血小板活性及抗癌活性等多种生物学特性,是一种具有防腐、保鲜、抗氧化的功能性食品添加剂[6-7],其天然的抗氧化特性使其在油脂的抗氧化、食品添加剂、水果保鲜、抗肿瘤、防止自由基伤害与脂质过氧化损伤等方面都具有积极作用[8-9],已开始应用于食品工业。
超声辅助提取技术(Ultrasonic assisted extraction,简称UAE)是利用超声波的强振动、高加速度、强空化效应、强搅拌作用来缩短天然产物有效成分进入溶剂的时间,加快提取过程,提高提出率,并有效避免高温对有效成分的破坏。近年来,随着天然产物现代化研究和超声波技术的蓬勃发展,已有不少研究者将UAE技术引入到天然产物生产的重要环节——有效成分提取过程中[10-12]。
本实验以水酶法提油后的豆渣为原料,优化了超声波技术辅助提取植酸的工艺参数,以期达到提高植酸得率及缩短浸提时间的目的,从而实现对水酶法提油副产物的综合利用,提高水酶法提油的附加值。为水酶法提油副产物豆渣的再利用提供理论依据与技术支持,为今后的进一步研究提供基础的工艺数据。
1 材料与方法
1.1 材料与仪器
大豆(垦农42) 黑龙江农业科学院;Protease 6L碱性蛋白酶 丹麦Novo公司;正己烷、醋酸 均为分析纯,天津市科密欧化学试剂开发中心;三氯化铁、磺基水杨酸钠 均为分析纯,北京化学试剂公司;EDTA标准溶液 分析纯,深圳市博林达科技有限公司。
FA2004型电子分析天平 上海舜宇恒平科学仪器有限公司;pH S-25型酸度计 上海大普仪器有限公司;XMTD-4000型电热恒温水浴锅 北京市永光明医疗仪器厂数显恒温水浴锅;WGL-45B型电热恒温鼓风干燥箱 天津泰斯特仪器有限公司;高速万能粉碎机 绍兴市科宏仪器;G1-21 M高速冷冻离心机 上海市离心机械研究所;CX-500型超声波清洗机 北京医疗设备二厂;78-1磁力加热搅拌器、SHA-B恒温振荡器 常州国华电器有限公司。
1.2 实验方法
1.2.1 豆渣的制取 大豆→清理→粉碎→水分调节→挤压膨化→粉碎60目过筛→Protease 6L酶解(50℃,pH=9)→调节温度、pH→灭酶→离心分离→豆渣[13]。
1.2.2 植酸的提取 豆渣→脱脂(1∶3正己烷)→超声处理→醋酸浸提→离心(15000 r/min,20 min)→上清液定容→加反应液→滴定→计算植酸得率。
1.2.3 超声提取大豆植酸的单因素实验
1.2.3.1 超声温度对植酸得率的影响 在超声功率500 W,超声时间20 min,醋酸浓度5%,料液比1∶20条件下,超声温度分别为20、30、40、50、60、70℃,考察超声温度对植酸得率的影响。
1.2.3.2 超声功率对植酸得率的影响 在超声温度40℃,超声时间20 min,醋酸浓度5%,料液比1∶20条件下,超声功率分别为300、400、500、600、700、800 W,考察超声功率对植酸得率的影响。
1.2.3.3 超声时间对植酸得率的影响 在超声温度40℃,超声功率500 W,醋酸浓度5%,料液比1∶20条件下,超声时间分别为5、10、15、20、25、30 min,考察超声时间对植酸得率的影响。
1.2.4 超声条件的优化 在单因素研究的基础上,选取超声温度、超声功率、超声时间进行正交实验,确定最佳工艺参数,正交因素水平见表1。

表1 正交因素水平表Table1 The factors and levels of orthogonal experimental

表2 因素水平编码表Table2 Encode table of factors and levels
1.2.5 醋酸浸提条件的响应面优化 在超声处理的基础上,以醋酸浓度、料液比、提取温度、提取时间为变量进行单因素实验。结果表明,分别得出在醋酸浓度4%、料液比1∶15 g/mL、提取温度60℃、提取时间30 min时,植酸得率出现峰值,分别为0.89%、0.81%、0.91%、0.84%,因此以以上四个水平为零水平进行响应面实验,因素水平见表2。
1.2.6 振荡提取法 准确称取2.0000 g豆渣于100 mL锥形瓶中,采用醋酸为浸提液。将锥形瓶置于恒温振荡器中,转速设为200 r/min,室温振荡浸提2 h。浸提结束后转移浸提液于50 mL离心管中,6000 r/min离心10 min,离心2次,所得上清液即为植酸粗提液[14]。
1.2.7 植酸得率的测定 准确称取豆渣2.0000 g于100 mL锥形瓶中,以醋酸为浸提液,在上述实验条件下进行提取,离心(15000 r/min,10 min),取上清液2 mL用蒸馏水定容至10 mL。加入10%磺基水杨酸溶液2滴,用EDTA标样标定三氯化铁溶液至紫色不褪[15]。按下式计算植酸得率:
植酸得率(%)=(20C×V×0.2357/W)×100
式中:C—三氯化铁溶液浓度(mol/L);V—滴定耗去三氯化铁溶液的体积(mL);W—样品干基重(g);0.2357—每分子植酸可络合2.8个Fe3+,1 moL三氯化铁相当于0.2357 g植酸。
1.2.8 数据处理 所有实验数据均为“平均值±标准差”,n=3。采用Design-Expert 8.0统计分析软件对实验数据进行分析。
2 结果与分析
2.1 超声提取植酸的单因素实验
2.1.1 超声温度对植酸得率的影响 结果见图1,由图1可知,超声温度的升高有利于植酸的提取,这是因为随温度的升高,分子扩散运动剧烈,物料的相互作用更加完全[16]。但当温度超过50℃时植酸得率反而会随着温度的升高而降低。因此,50℃是提取植酸的最佳温度。

图1 超声温度对植酸得率的影响Fig.1 Ultrasonic temperature on the effect of PA extraction

图2 超声功率对植酸得率的影响Fig.2 Ultrasonic power on the effect of PA extraction
2.1.2 超声功率对植酸得率的影响 结果见图2,由图2可知,超声功率在300~500 W时,植酸得率随超声功率的增大增幅明显,这是因为随着超声功率的增大,超声波对细胞的空化作用变大、细胞破裂程度增大,有利于植酸的提取分离。超声功率为500 W时,植酸得率最大。超声功率为600 W时,植酸得率变化不明显。继续增大超声功率,植酸得率反而下降,可能是由于过强超声破坏了植酸,因此选择500 W为较佳超声功率。
2.1.3 超声时间对植酸得率的影响 结果见图3,由图3可知,超声时间低于15 min时,随着超声时间的延长,植酸得率显著增大。当超声时间达到15 min时,植酸得率达到最大值,超过15 min后,植酸得率变化不明显,趋于稳定。这是由于超声波作用在开始的时间内对细胞膜的破碎作用大、溶出物多,得率不断升高。超声提取时间短,植酸溶解不完全,随着提取时间的延长,植酸溶出在15 min时基本达到动态溶解平衡,继续延长提取时间,能耗增大,所以选择15 min为较佳超声时间。

图3 超声时间对植酸得率的影响Fig.3 Ultrasonic time on the effect of PA extraction
2.2 超声参数正交优化结果与分析
2.2.1 正交优化实验设计与结果 由正交实验中R值大小可以得出三因子对植酸得率的影响大小为:A>B>C,即超声温度>超声功率>超声时间。由k值得出,最优组合为A2B3C2。9组实验中的最优组合也为A2B2C3。

表3 超声条件正交实验Table3 Orthogonal experiment on ultrasound conditions
2.2.2 验证实验 在A2B3C2条件下,进行3组平行实验,植酸得率分别为0.95%,0.93%和0.98%,平均得率为0.95%;在A2B2C3条件下,进行3组平行实验,植酸得率分别为0.94%、0.96%、0.98%,平均得率为0.96%。因此,选择最优组合为A2B2C3,即超声温度50℃,超声功率500 W,超声时间20 min。
2.3 响应面优化结果与分析
2.3.1 响应面优化实验设计与结果 在单因素实验基础上,综合考虑经济效益及植酸特性,确定各因素的最佳水平值范围。选取醋酸浓度(X1)、料液比(X2)、提取温度(X3)、提取时间(X4)四个因素,以植酸得率(Y)为响应值,采用Box-Behnken中心组合实验设计,做四因素三水平共29个实验点(5个中心点)的响应面分析实验,得到响应面结果(见表4)。
2.3.2 醋酸浸提的响应面实验结果分析 各因素经Design-Exper 8.0分析后,得到植酸得率(Y)与醋酸浓度(X1)、料液比(X2)、提取温度(X3)、提取时间(X4)四个因素的二次响应面回归模型如下:

进一步对表4中的数据进行多元回归分析,其方差分析见表5。由表5可知,方程因变量与自变量之间的线性关系明显,该模型回归极显著(p<0.0001);失拟项p>0.05,不显著,说明未知因素对实验结果干扰很小。并且该模型R2=0.9551,R2Adj=0.9101,说明该模型与实验拟合良好,自变量与响应值之间线性关系显著,实验误差小。模型的预测值和实际值非常吻合,模型成立,可以用此模型来分析和预测水酶法豆渣提取植酸的结果。

表4 响应面实验安排及结果Table4 Design and results of response surface analysis
由F值可得,水酶法豆渣中植酸提取的主次因素为X3>X2>X4>X1,即提取温度>料液比>提取时间>醋酸浓度。各因素中一次项X2、X3及二次项X、X、X、X对植酸得率均表现出了极显著水平(p<0.001),X1X2、X3X4交互作用的影响极显著(p<0.001),X1X3、X1X4交互作用的影响显著(p<0.05),X2X4、X2X3交互作用不显著。
2.3.3 各交互项对植酸得率影响的分析 各交互项对植酸得率影响的响应面图见图4。由图4可直观观察各因素对响应值的影响,从等高线图可知,存在极值的条件应在圆心处。比较(a)~(d)图可知,其中(a)(b)的响应面曲线陡峭,对植酸得率的影响极显著,(c)(d)的响应面曲线较陡,对植酸得率的影响显著,与方差分析结果相同。

图4 各两因素交互作用影响(显著项)对植酸提取条件影响的响应面图Fig.4 Response surface analysis of significant effective interaction items on PA extraction
2.3.4 最优条件的确定及验证实验 根据回归模型,利用Design-Expert V8.0软件对实验结果进行分析处理,得到提取植酸的最佳条件为:醋酸浓度4.1%、料液比1∶17、提取温度64℃、提取时间33 min,在此条件下,模型预测植酸得率为1.29%。在优化工艺条件下,对其进行验证,三组平行实验所测得的植酸得率分别为1.31%、1.16%和1.21%,其平均值为1.23%,与模型预测值1.29%基本相符。响应值的实验值与回归方程预测值吻合良好,说明该模型能够较好地预测水酶法豆渣中植酸得率。

表5 回归方程方差分析Table5 Analysis of variance for the regression equation
2.4 超声波法与振荡浸提法实验结果的比较
由表6可知,与振荡浸提法相比,超声波法提取水酶法豆渣中植酸的得率提高了41.3%。而且,料液比和提取温度水平均小于未超声处理组,提取时间缩短了近2.5 h,说明采用超声波法提取植酸省时节能。
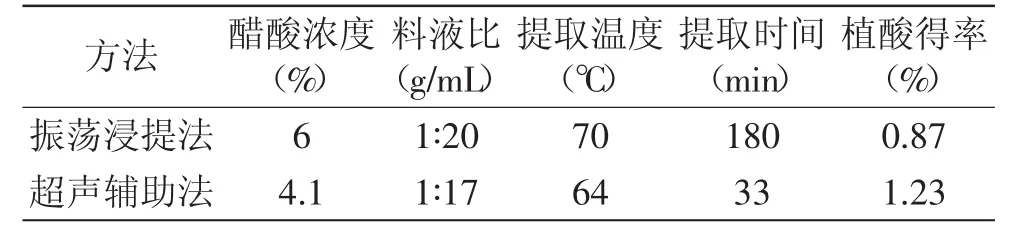
表6 超声法与振荡浸提法实验结果对比Table6 Comparision of ultrasonic-assisted extraction and shaking extraction
3 结论
以植酸得率为考察指标,在单因素实验基础上,通过正交实验优化了超声提取水酶法豆渣中植酸的工艺条件,最佳超声参数为超声温度50℃,超声功率500 W,超声时间20 min。再采用响应面优化实验得出水酶法残渣中提取植酸的最佳条件为:醋酸浓度4.1%、料液比1∶17 g/mL、提取温度64℃、提取时间33 min。在此条件下,平均植酸得率为1.23%,与振荡提取法相比,提高41.3%。
[1]江连洲,李杨,王妍,等.水酶法提取大豆油的研究进展[J].食品科学,2013,34(9):346-350.
[2]Bishnu Karki,Devin Maurer,Shannon Box,et al.Ethanol production from soybean fiber,a co-product of aqueous oil extraction,using a soaking in aqueous ammonia pretreatment[J].Journal of the American Oil Chemists Society,2012,89(7):1345-1353.
[3]田瑞红,江连洲,胡少新,等.超声波酶法提取豆渣中水溶性多糖条件的优化[J].食品工业科技,2011,32(11):305-308.
[4]徐渐,江连洲,穆莹.超声波酸水解法提取豆渣中异黄酮条件优化[J].食品工业科技,2012,33(13):253-256.
[5]Miyamoto S,Kuwata G,Imai M,et al.Protective effect of phytic acid hydrolysis products on iron-induced lipid peroxidation of liposomal membranes[J].Lipids,2000,35,1411-1413.
[6]Midorikawa K,Murata M,Oikawa S,et al.Protective effect of phytic acid on oxidative DNA damage with reference to cancer chemoprevention[J].Biochemistry and Biophysics Research Communications,2001,288(3):552-557.
[7]Grases F,Prieto R M,Simonet B M,et al.Phytate prevents tissue calcifications in female rats.Bio Factors,2000,11(3):171-177.
[8]任传英,赵永焕,崔洪斌,等.豆粕和米糠中植酸含量的测定方法研究[J].大豆通报,2007(3):43-46.
[9]余安,王承明.响应面法优化花生粕中植酸的提取工艺研究[J].中国粮油学报,2010,25(4):80-84.
[10]杨昱,白靖文,俞志刚.超声辅助提取技术在天然产物提取中的应用[J].食品与机械,2011,27(1):170-174.
[11]胡斌杰,陈金锋,王宫南.超声波法与传统热水法提取灵芝多糖的比较研究[J].食品工业科技,2007,28(2):190-192.
[12]许晶,张永忠,江连洲,等.超声波法提取大豆糖蜜中大豆皂苷的研究[J].中国粮油学报,2009,24(9):23-26.
[13]李杨,江连洲,许晶,等.挤压膨化预处理水酶法提取大豆油工艺的研究[J].中国油脂,2009,34(6):6-10.
[14]潘丽军,周俊,姜绍通,等.菜籽粕植酸提取和分离蛋白的制备[J].农业工程学报,2011,27(4):370-375.
[15]王国蓉,万文贵,王丽,等.三氯化铁滴定法测定植酸含量方法的优化及改进研究[J].食品科学,2009,30(10):188-190.
[16]陈红,张波,刘秀奇,等.超声波辅助提取水溶性大豆多糖及纯化工艺[J].食品科学,2011,32(6):139-142.
Ultrasonic assisted in the extraction of phytic acid from soybean residue produced by enzymatic aqueous processing
JIANG Lian-zhou,MAO Hui-ting,BI Shuang,QI Bao-kun,SUI Xiao-nan,WANG Zhong-jiang,LI Jia-ni,LI Yang*
(College of Food Science,Northeast Agricultural University,Harbin 150030,China)
Soybean residue produced by enzymatic aqueous processing of soybean oil was used as the raw material to prepare phytic acid through the steps of ultrasonic-assisted extraction and compared with shaking extraction.Optimal ultrasonic conditions were determined by single factor and orthogonal tests,selecting ultrasonic power,ultrasonic temperature and ultrasonic time.On the basis of ultrasonic treatment,optimal extraction conditions of phytic acid were studied by using Box-Behnken central composite design and response surface analysis theory.Results showed that the optimal ultrasonic conditions were ultrasonic temperature 50℃,ultrasonic power 500 W and ultrasonic time 20 min.The optimal extraction conditions were acetic acid concentration 4.1%,ratio of solid to liquid 1∶17 g/mL,extraction temperature 64℃,extraction time 33 min.Under these conditions,the average phytic acid yield was 1.23%,which was higher than that of shaking extraction by 41.3%.
soybean dregs;enzymatic aqueous processing;ultrasonic;phytic acid
TS209
B
1002-0306(2016)06-0255-06
10.13386/j.issn1002-0306.2016.06.044
2015-07-24
江连洲(1960-),男,博士,教授,研究方向:粮食、油脂及植物蛋白工程,E-mail:jlzname@163.com。
李杨(1981-),男,博士,副教授,研究方向:粮食、油脂及植物蛋白工程,E-mail:liyanghuangyu@163.com。
高等学校博士学科点专项科研基金(20132325110013);农业部岗位科学家(CARS-04-PS25)。
