离心式鼓风机出气量不足的原因分析及处理措施
2016-09-13张玉兰上海华谊丙烯酸有限公司上海200137
张玉兰上海华谊丙烯酸有限公司 (上海 200137)
化工设备
离心式鼓风机出气量不足的原因分析及处理措施
张玉兰
上海华谊丙烯酸有限公司 (上海200137)
对离心式鼓风机在调试运行过程中出现的出气量不足问题进行了分析,并提出了解决方案。
离心式鼓风机出气量不足原因分析改进措施
0 前言
上海华谊丙烯酸有限公司使用的GM20H-4型离心式鼓风机由沈阳鼓风机集团有限公司制造,在生产过程中作为尾气循环风机使用。该离心式鼓风机能否达到设计要求,将直接影响整个装置的生产能力,并决定了装置能否按照“安、稳、长、满、优”的要求运行。
机组于2012年4月完成现场安装验收。在试运行阶段,机组出现了出气量不足的问题,经与制造商技术人员多次沟通、讨论,找出了问题的原因。经过加工改造,机组最终达到了设计要求。本文对此过程进行了阐述,以供同行借鉴。
1 设备简介
GM20H-4型尾气循环鼓风机由电机驱动。机组的设计参数如下:体积流量为3000 Nm3/h;进口压力为113 kPa(A);进口温度为75℃;出口压力为245 kPa(A);出口温度为181.25℃;叶轮转速为39 308 r/min;电机额定功率为160 kW;电机额定转速为2980r/min。
根据项目的工艺设计要求,以及厂家提供的现场配管要求安装了机组并完成配管。
鼓风机系统的工艺流程如图1所示,工艺尾气从生产装置回收以后,进入鼓风机前的气液分离罐将液相分离过滤,然后,气相部分以113 kPa(A)的压力通过进口调节阀的控制进入鼓风机并被压缩,压缩尾气通过出口调节阀的调节进入反应器被循环利用。
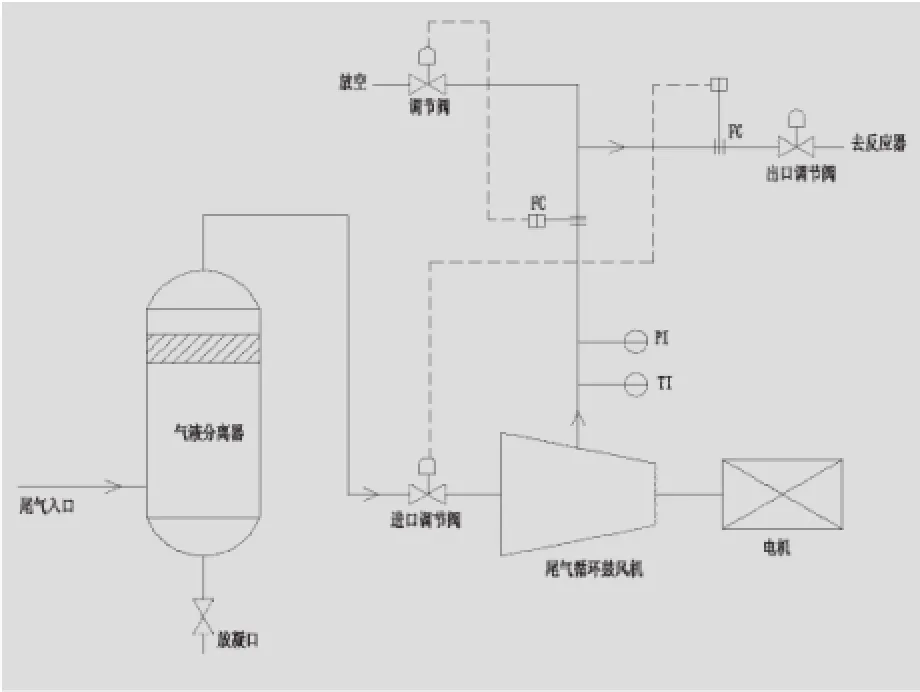
图1 鼓风机系统工艺流程图
2 出气量不足的原因分析及处理措施
2.1单机试车
该鼓风机于2012年4月在现场完成系统安装后进行单机试车。由于当时装置尚未开车,未能提供尾气。单机试车时只能通过将鼓风机前的气液分离罐人孔打开进气,鼓风机对大气进行压缩。空气经过压缩后,进反应器一路的阀门脱开,通过放空进行模拟试车。
单机试车过程中机组开车运行基本平稳,但试车时发现进口调节阀全开后,鼓风机出口体积流量只能达到2200 Nm3/h,与设计值(3000 Nm3/h)偏差较大。考虑到是单机试车,进口的压力、温度等条件以及相应的流体与设计工况有所不同,因而对鼓风机的性能不能作出准确判断。
2.2机组切入系统后的运行情况
鼓风机在工艺条件满足后切入系统投用。在鼓风机运行平稳后,将进口调节阀逐渐开大直至全开。此时,尾气进口压力达到设计压力113 kPa(A),进口温度控制在设计温度75℃左右;鼓风机出口体积流量稳定在2200~2250Nm3/h之间,与单机试车值基本相同,电流为208 A,由于工艺调整,出口压力控制在185kPa(A),出口温度为185℃。由此可知,实际体积流量与设计值偏差较大,影响了装置的生产能力。
2.3原因分析
2.3.1机组工艺性能分析
离心式鼓风机的性能曲线如图2所示,V1~V4是导叶在不同开度时的鼓风机性能曲线。

图2 鼓风机性能曲线
根据对操作工况、管网和测量仪表等方面的分析,造成鼓风机出口体积流量不足的原因可能有以下几个方面[1]:
(1)鼓风机进口温度偏高。鼓风机进口温度的2变化会影响机组体积流量。体积流量和压力的变化与鼓风机的压缩比有关[2]。
鼓风机的压缩比可用式(1)表示。

式中,εc为压缩比;△T为温度变化,K;M为马赫数;m为多变指数;Ta为进气温度(绝对温度),K。
在压缩比表达式中,进口温度位于底数的分母中,如果进口温度升高,即△T/Ta值减小,而M值小于1,则1/M值大于1,所以当进气温度升高时,εc减小,出口压力会下降。由性能曲线图可以看出,在同一阀开度下,如果进口温度升高而导致出口压力降低,则会使性能曲线连同喘振点向右下侧移动;如果保持出口管网的压力恒定,那么其工况点会向左移动,体积流量会减小。
(2)进口管道堵塞。进口管道如果发生堵塞,会导致进气量不足,机组工作点向左移动,相同工况条件下的出口体积流量降低。
(3)出口管道堵塞。出口管道如果发生堵塞,会导致排气阻力增大,出口压力升高,由鼓风机性能曲线图可知,出口体积流量会降低。
(4)流量计测量误差,导致实际体积流量与测量值有偏差。
2.3.2机械装配情况分析
(1)机组存在漏气现象。机组如果存在漏气现象,会使一部分气流从密封点处泄漏,从而使出口体积流量降低。
(2)机组内部间隙超标。厂家提供的数据标准对叶轮与进气机壳之间的间隙有严格要求。如果间隙超出厂家提供的标准,将影响叶轮的做功能力,并影响气流通过叶轮的通道,从而造成能量损失,影响出口体积流量[3]。
(3)叶轮上有垃圾。叶轮上如果存在聚合物或其他垃圾,不但会影响叶轮对气体做功,同时也会阻碍气流通过流道,使出口体积流量减小。
2.3.3初步判断
根据上述分析,由鼓风机开车后显示的工艺参数以及现场排查情况,可以排除因工艺原因导致出口体积流量降低的可能性。而机械装配原因需拆开机组才能检查判断。
2.4机组查修
在机组拆检过程中,使用压铅法对叶轮与进气机壳之间的间隙进行测量,发现间隙A12,A7均存在超标现象,实际间隙要大于厂家提供的设计值(见表1,叶轮的结构示意图见图3)。由理论分析可知,该间隙的超标会使叶轮推动气体流动的能力下降,使叶轮对气流做功量减小,从而使出口气体体积流量减小。
根据以上分析,为了调整叶轮与进气机壳之间的间隙,将进气机壳拆下后进行精加工,将平面1与平面2的尺寸各车去0.6 mm,校准两平面的平行度。精加工后进行现场安装,使用同样的方法进行间隙测量,发现数据均在指标范围内(见表1)。机组复位后开车。
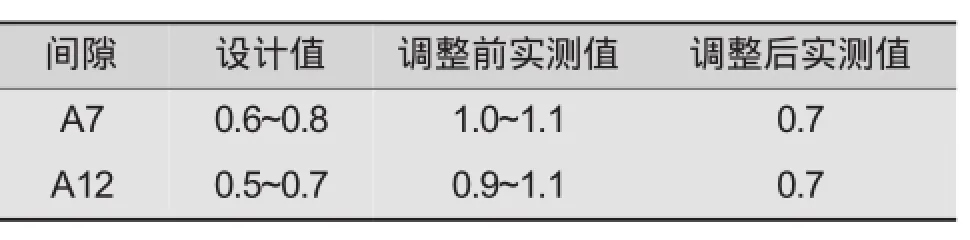
表1 叶轮-进气机壳间隙mm

图3 叶轮结构示意图
2.5检修后试车情况
检修完成后,对鼓风机进行再次试车,调节阀全开后,尾气进口压力达到设计压力113 kPa(A),进口温度控制在75℃左右;鼓风机出口体积流量却只能达到1850 Nm3/h,电流也降至200 A,出口压力为173kPa(A),而出口温度却达到了193℃。由此可以看出,检修后,出口气体体积流量下降了,出口温度却上升了,理论与实际出现了反差。
3 对出气量不足原因的进一步分析和处理
3.1理论与实际出现反差的原因分析
针对检修后鼓风机的出气量比检修前更小的情况,工作人员从实际加工与理论设计是否存在一定偏差的角度着手,对可能的原因分析如下:(1)此次检修时,只车去了两个平面的尺寸,进气机壳上的其他尺寸可能也发生了变化,导致气体的体积流量下降。(2)流道部分各部件的装配存在死角(如叶轮与扩压叶盘、扩压叶盘与进气机壳之间存在高低不平的现象),使流经流道的气体由于死角的撞击而出现涡流现象。(3)扩压叶盘的叶片型线旋向错误(扩压叶盘的叶片旋向应与叶轮旋向相反,且扩压器与叶轮的叶片数不能相等或成整倍数,以避免在设备运行过程中产生共振)。
根据上述情况,需要再一次拆开机组进行检查分析。
3.2再次停车检查与修理
待机组再次停车后,对设备进行解体检查。根据检查结果,对偏离设计的情况进行修整处理。
3.2.1进气机壳拆检分析
拆开进气机壳后发现,在图3中倒角1处,叶轮与进气机壳之间有摩擦痕迹。在上一次检修时,将两个平面进行了精加工,各车去0.6 mm,由于加工后未倒圆角,使流道相应位置宽度减少约6%,导致原来的压盖倒角1处出现了曲线拐点,此处曲线不平滑;机组运行后,由于热膨胀以及流体压力的作用,使得叶轮与进气机壳出现了刮擦。
图4为图3中倒角1处的局部放大图。从图中可以看出,虚线处为进气机壳被车去0.6 mm后,进气机壳整体沿轴向向叶轮方向平移了0.6mm。虽然A7,A12处的间隙达到了设计标准,但加工以后,进气机壳倒角与进气机壳平面的过渡与设计值偏差更远,使得通道面积减小(如图4中阴影面积所示),影响了气体的体积流量。同时,由于加工后过渡线条上出现了拐点,使在拐点处通过的气流受到撞击等影响,在图示的区域内出现了涡流现象,部分空气在此处不停打转而无法被带出,这在增加气体阻力、降低体积流量的同时,也使气体的一部分动能转化为热能,从而使流体出口温度升高。这就是第一次整改后开车时,气体体积流量进一步降低、出口温度上升的原因。
3.2.2叶片扩压器加工与理论设计偏差
叶片扩压器的作用,是使从叶轮流出的速度较大的流体通过扩压器环道时速度逐渐降低,压力逐渐升高。扩压器的叶片与叶轮出口之间必须有一定距离。气流在离开叶轮时的速度是不均匀的,在一段距离内将其混合,有利于气流较均匀地进入叶片扩压器内。
通过检查,发现厂家在制造GM20H-4小型鼓风机的叶片扩压器时,采用的是铸造工艺,叶片扩压器的加工精度低,每个叶片的铸造形状均有差异;气流流道表面未经机加工,只是用砂轮机等工具进行了打磨,表面粗糙,且流道深浅不一(流道出口处深度最大为6.2 mm,最小只有4.2 mm)。另外,扩压器叶片进口附近未修形成圆滑过度,存在台阶,气流经过时易产生涡流,加之粗糙流道表面摩擦阻力的影响,导致出口体积流量降低。对扩压器型线旋向进行检查后,确认其符合设计要求。
3.2.3机组修整处理
对机组进行测量检查和分析后,将其送回制造厂进行如下修整处理:
(1)将进气机壳上的摩擦痕迹打磨光滑,同时按照试车时出气量的情况,修正进气机壳曲线并且对其进行精加工修形,保证进气机壳和叶轮之间的间隙达到设计要求,增加叶轮流道的体积,降低流道阻力。
(2)重新机加工一件叶片扩压器,使尺寸精度、表面粗糙度得到保证。
(3)按照要求,对低速轴转子进行低速动平衡校验;对高速轴转子进行高速动平衡校验。
(4)按照大修标准,对叶轮、转子、轴承、密封等零部件进行检查测量。
(5)按照机器装配标准组装机器。
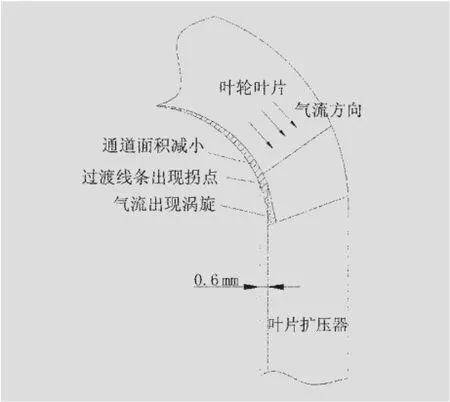
图4 加工前后气流通道变化图
4 再次试车验证
对机组进行第二次检修复位试车。待机组运转稳定后,将进口调节阀逐渐开大至阀开度为70%,尾气进口压力为112.7 kPa(A),进口温度控制在75℃左右;根据装置生产需要,将鼓风机出口体积流量调节为2981 Nm3/h,电流为230.1 A,出口压力控制在196.2 kPa(A),出口温度为164.3℃。机组运行基本达到了设计要求,也满足了工艺生产要求。
与第一次检修后的开车相比,第二次检修找出了机组出气量不能达到设计要求的真正原因,并从根本上解决了问题。
5 结语
针对GM20H-4型离心式鼓风机在调试运行过程中出现的问题,从工艺设计条件、鼓风机的性能曲线、设备结构特点、检修以及设备设计与实际加工误差等方面进行了分析,最终找出了鼓风机出气量不足的原因,并在制造厂的协助下解决了问题,满足了装置生产需要。
[1]马雷.离心压缩机故障原因分析及处理措施 [J].风机技术,2007(1):83-84.
[2]赵明生.机械工程师手册.2版.北京:机械工业出版社,2000.
[3]任晓善.化工机械维修手册:中卷.北京:化学工业出版社,2004.
Reason Analysis and Treatment Measures for the Gas Output Deficiency of Centrifugal Blower
Zhang Yulan
The problem of gas output deficiency occurred in the commissioning and operation process of centrifugal blower was analyzed,and the corresponding solution schemes were proposed.
Centrifugal blower;Gas output deficiency;Reason analysis;Improvement measure
TH 442
2016年6月
张玉兰女1965年生本科工程师主要从事设备管理工作
