基于HYSYS的轻烃回收工艺方案优化
2016-09-12郭林林刘凤荣单莉娜
周 刚 郭林林 李 哲 刘凤荣 单莉娜
东北石油大学提高采收率教育部重点实验室
基于HYSYS的轻烃回收工艺方案优化
周 刚郭林林李 哲刘凤荣单莉娜
东北石油大学提高采收率教育部重点实验室
凝析气田天然气中含有丰富的轻烃组分。根据原料气独有的特点对不同的制冷工艺进行比选,在对现有回收工艺进行定性对比的基础上,运用HYSYS软件对所选工艺进行模拟,对工艺进行定量比选。并对所选直接换热(DHX)轻烃回收工艺分别进行流程及参数优化。结果表明,优化后的工艺方案流程更加简单,当膨胀比为1.79时,净收益最高。
凝析气田轻烃回收制冷工艺HYSYSDHX工艺

1 轻烃回收工艺对比
1.1基础数据
对比以塔里木油田某凝析气田天然气处理厂为对象,其基础数据如下:
1.1.1原料气进装置条件
压力(G):6.2 MPa;温度:30.5 ℃;流量:1 499.8×104m3/d;水质量浓度:≤1 mg/L;汞质量浓度:≤10 ng/m3,原料气组分见表1。
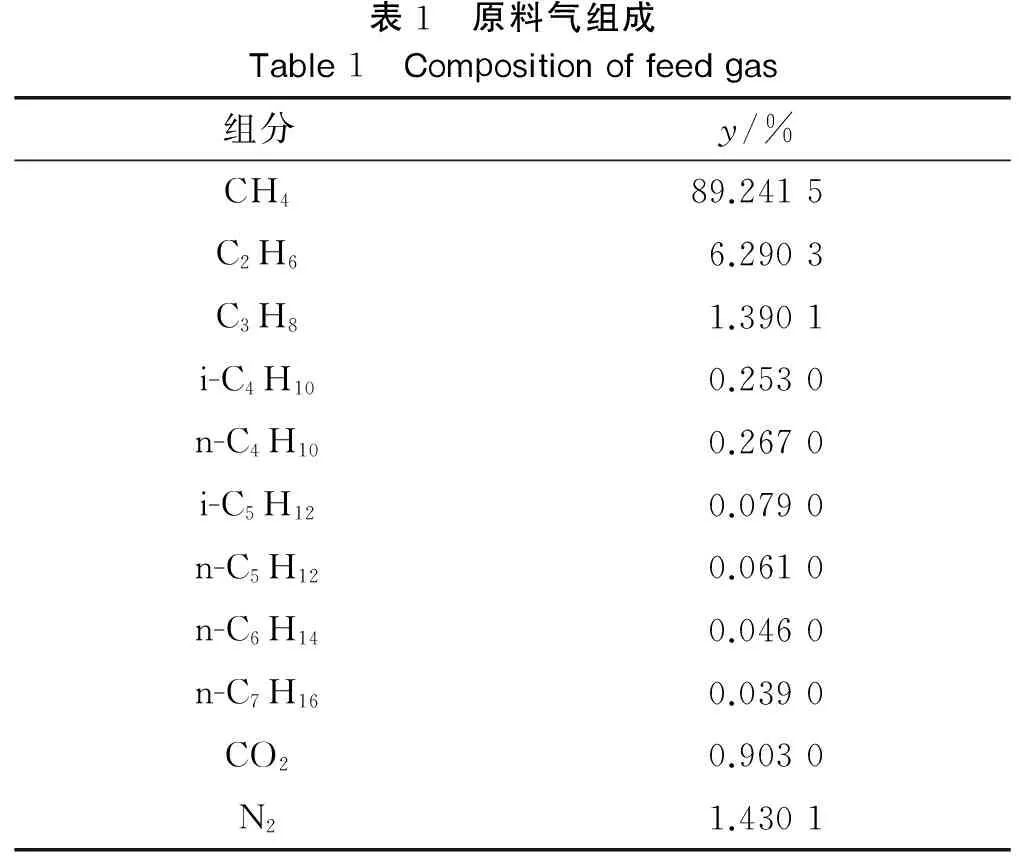
表1 原料气组成Table1 Compositionoffeedgas组分y/%CH489.2415C2H66.2903C3H81.3901i-C4H100.2530n-C4H100.2670i-C5H120.0790n-C5H120.0610n-C6H140.0460n-C7H160.0390CO20.9030N21.4301
1.1.2天然气出装置条件
压力(G):3.772 MPa;温度:41 ℃;流量:1 466.8×104m3/d。
1.1.3LPG出装置条件
压力(G):约2.0 MPa;饱和蒸汽压(G):1 037 kPa(37.8 ℃时);流量:19.45×104t/a。
1.1.4稳定轻烃出装置条件
压力(G):1.7 MPa;流量:3.13×104t/a;饱和蒸汽压(G):91.6 kPa(37.8 ℃时)。
1.2制冷工艺选取
为了将天然气中的液化石油气和轻烃等高热值组分提取出来,通常采用物理方法,即根据天然气中不同组分在相同压力温度下露点不同的特性对其进行分离[4-5]。而轻烃回收装置的原料为气态,需提供冷量制冷。轻烃回收装置的经济性主要体现在一次投资、运行能耗和产品的收益上,很大程度上受限于制冷方案的选择。国内外天然气脱烃与轻烃回收工艺常用的制冷工艺有单一外部制冷、单一膨胀机制冷、丙烷预冷+膨胀机制冷及膨胀机预冷+混合冷剂制冷[6]。由于原料气压力(G)较高,为6.2 MPa,综合考虑工艺的可行性、投资费用及C3收率,选用丙烷预冷+膨胀机制冷工艺。
1.3轻烃回收工艺对比
双回流工艺天然气预冷分离后[10],大部分气相进入膨胀机制冷,剩余的气相进入过冷换热器过冷,过冷后节流进入脱甲烷塔上部作为其中一股回流。自外输压缩机中间抽出的一股天然气经预冷、过冷后,节流进入脱甲烷塔,作为顶部回流。该工艺方案进一步缩小了过冷器和预冷器的换热温差,提高了换热效率,同时,采用干气过冷回流,可大大提高装置的收率。两种工艺的定性对比分析如表2所示。

表2 C+3回收工艺列表Table2 ListofC+3recoveryprocess工艺C2收率C+3收率工艺流程投资费用能耗适用场合直接换热(DHX)高简单低低仅回收C+3双回流工艺高高更为复杂更高较高回收C2和C+3
2 轻烃回收工艺仿真
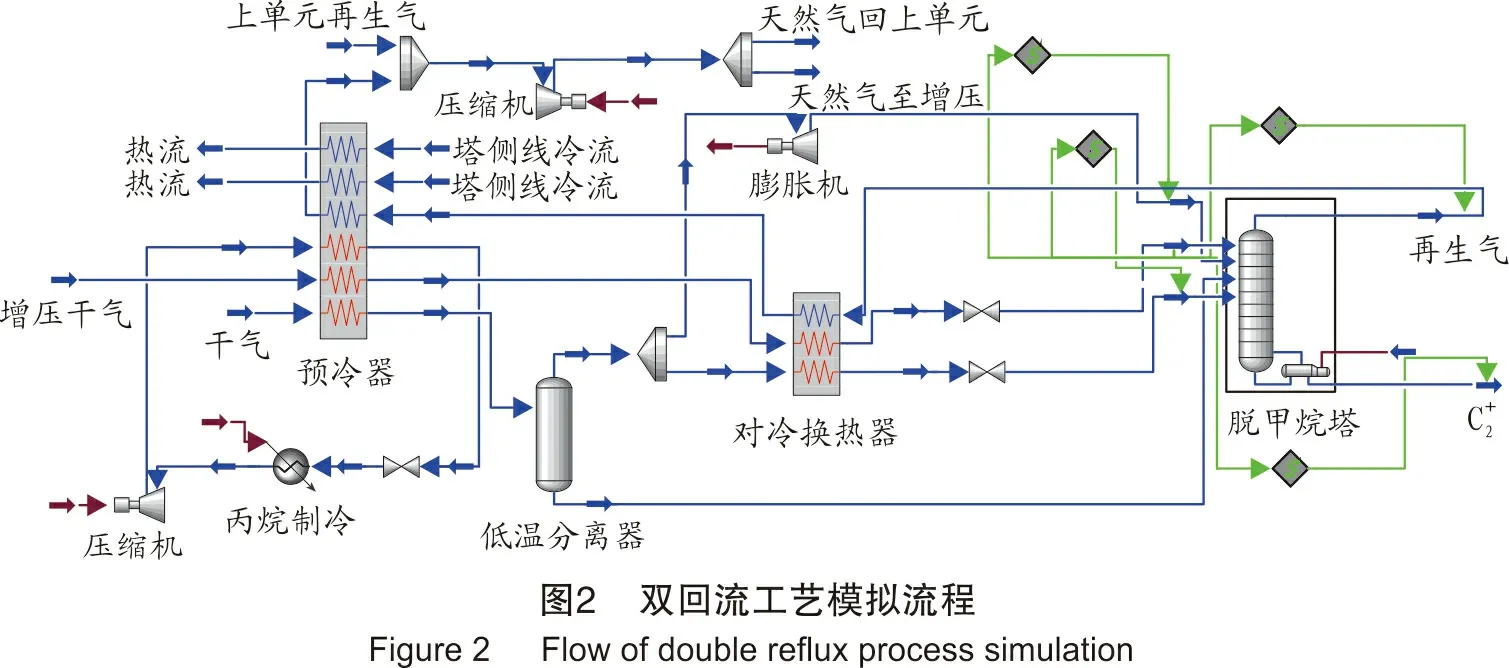
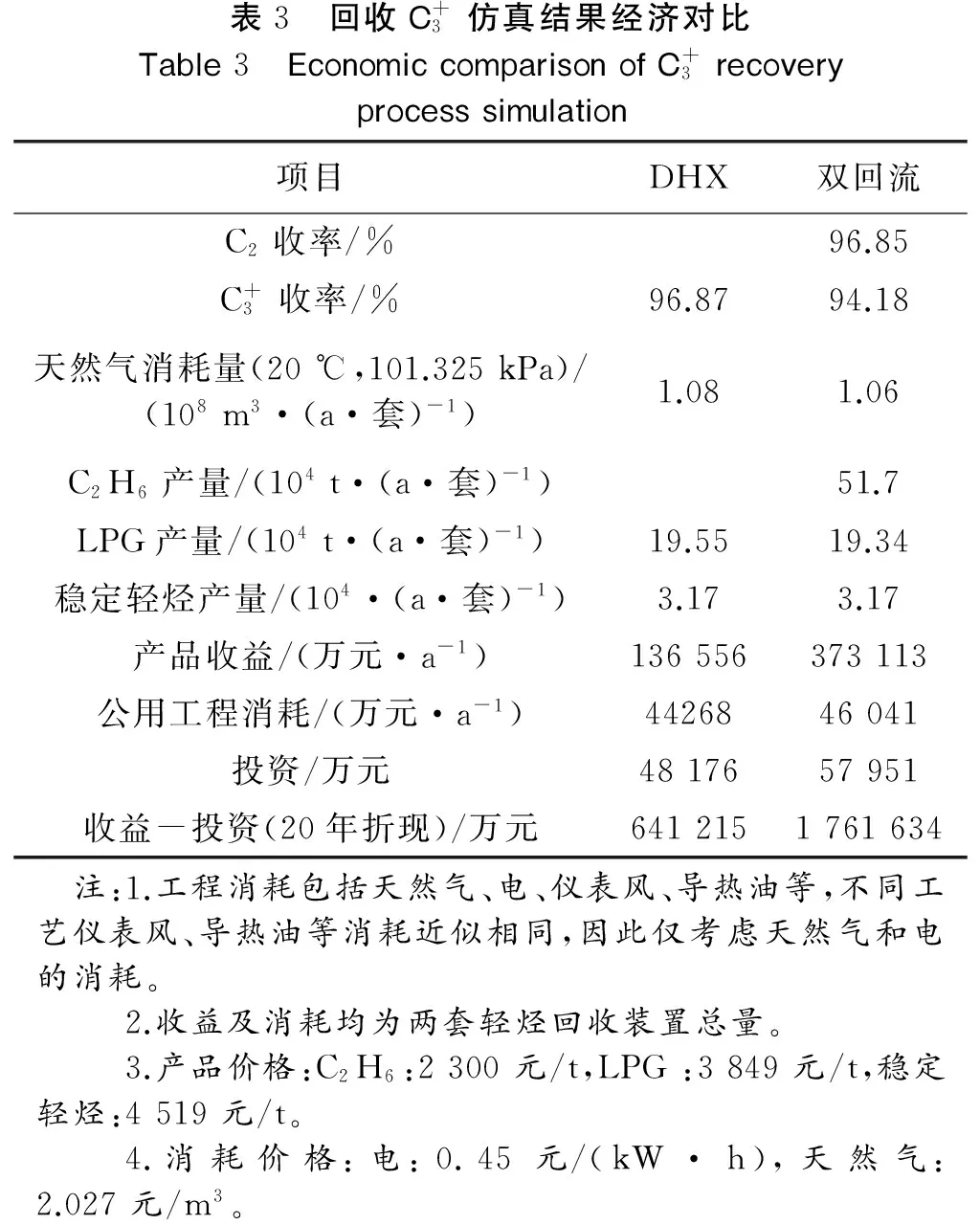
表3 回收C+3仿真结果经济对比Table3 EconomiccomparisonofC+3recoveryprocesssimulation项目DHX双回流C2收率/%96.85C+3收率/%96.8794.18天然气消耗量(20℃,101.325kPa)/(108m3·(a·套)-1)1.081.06C2H6产量/(104t·(a·套)-1)51.7LPG产量/(104t·(a·套)-1)19.5519.34稳定轻烃产量/(104·(a·套)-1)3.173.17产品收益/(万元·a-1)136556373113公用工程消耗/(万元·a-1)4426846041投资/万元4817657951收益-投资(20年折现)/万元6412151761634 注:1.工程消耗包括天然气、电、仪表风、导热油等,不同工艺仪表风、导热油等消耗近似相同,因此仅考虑天然气和电的消耗。2.收益及消耗均为两套轻烃回收装置总量。3.产品价格:C2H6:2300元/t,LPG:3849元/t,稳定轻烃:4519元/t。4.消耗价格:电:0.45元/(kW·h),天然气:2.027元/m3。

3 优化DHX工艺方案
3.1流程优化

由图3可知,经过优化后的工艺方案无需丙烷制冷系统预冷,可对过程中的冷量进行综合利用,使装置的能耗显著降低。
3.2参数优化
产品收率的高低与装置公用工程消耗,产品收益息息相关,产品收率越高,产量越高,收益就越大,但装置的公用工程消耗越大,反之亦然。因此,需要最终确定一个合适的产品收率,以保证工厂收益的最大化[11]。而膨胀机的膨胀比是本工艺的关键工艺参数,运用HYSYS模拟工艺流程,通过调整膨胀机的膨胀比来使产品收益最大化,模拟结果见图4及表4。
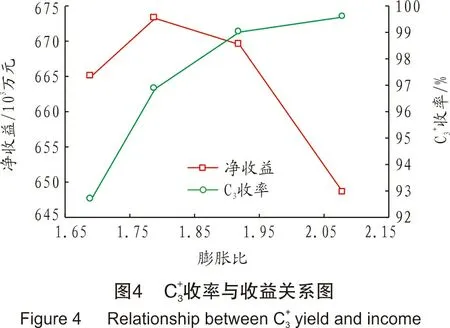
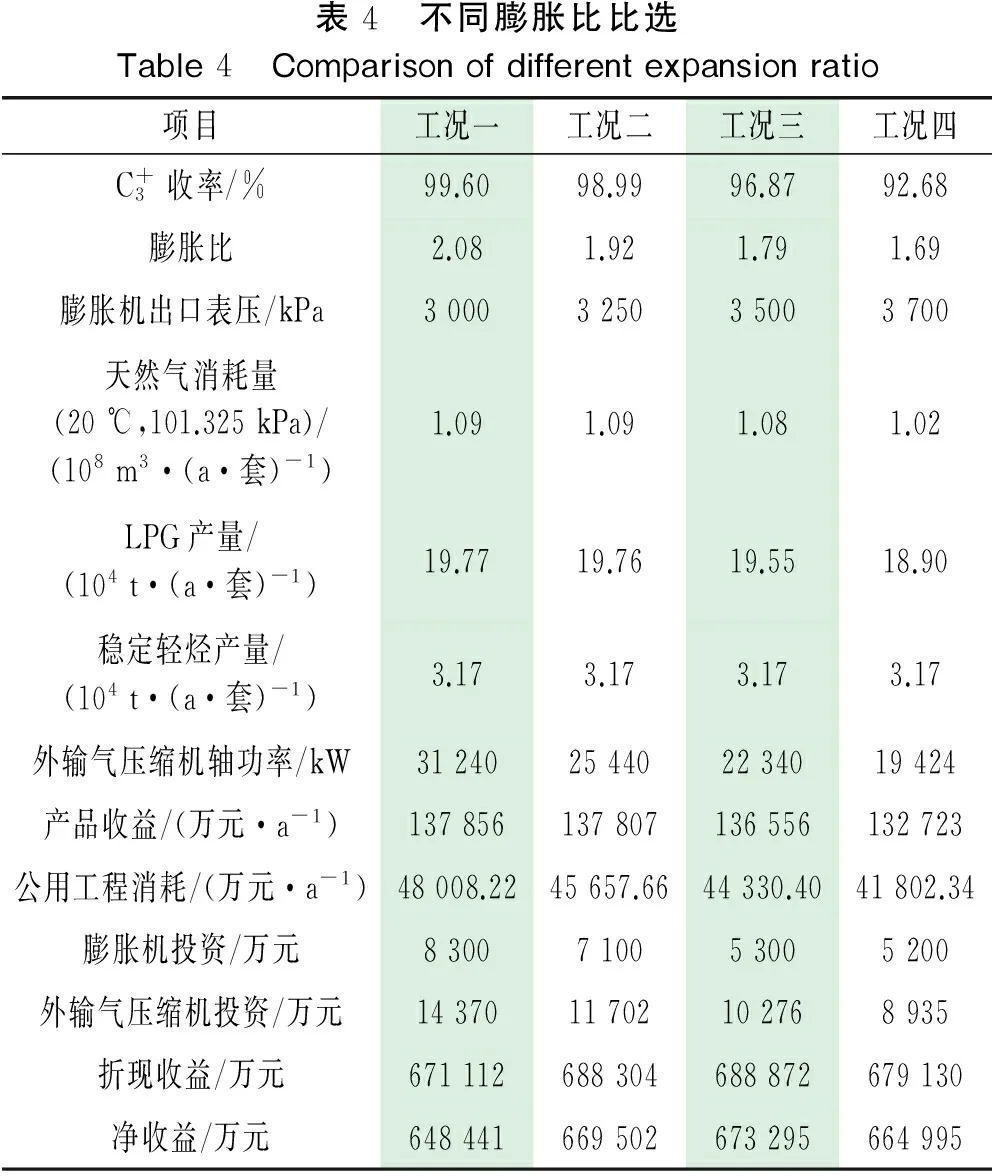
表4 不同膨胀比比选Table4 Comparisonofdifferentexpansionratio项目工况一工况二工况三工况四C+3收率/%99.6098.9996.8792.68膨胀比2.081.921.791.69膨胀机出口表压/kPa3000325035003700天然气消耗量(20℃,101.325kPa)/(108m3·(a·套)-1)1.091.091.081.02LPG产量/(104t·(a·套)-1)19.7719.7619.5518.90稳定轻烃产量/(104t·(a·套)-1)3.173.173.173.17外输气压缩机轴功率/kW31240254402234019424产品收益/(万元·a-1)137856137807136556132723公用工程消耗/(万元·a-1)48008.2245657.6644330.4041802.34膨胀机投资/万元8300710053005200外输气压缩机投资/万元1437011702102768935折现收益/万元671112688304688872679130净收益/万元648441669502673295664995
4 结 论
(1) 根据原料气独有的特点,对不同制冷工艺进行比选,并对现有轻烃回收工艺进行定性对比分析,运用HYSYS软件模拟所选轻烃回收工艺,同时对工艺进行定量比选。
(2) 对所选的直接换热(DHX)轻烃回收工艺进行流程简化,优化后的工艺方案无需丙烷制冷系统预冷,可对过程中的冷量进行综合利用,使装置的能耗显著降低。
[1] 王健. 轻烃回收工艺的发展方向及新技术探讨[J]. 天然气与石油, 2003, 21(2): 20-22.
[2] 付秀勇. 对轻烃回收装置直接换热工艺原理的认识与分析[J]. 石油与天然气化工, 2008, 37(1): 18-22.
[3] 武晓辉, 潘佳蕾. 轻烃回收装置工艺流程的优化[J]. 齐鲁石油化工, 2013, 41(3): 195-199.
[4] 黄禹忠. 轻烃回收工艺过程模拟研究[D]. 成都: 西南石油学院, 2004.
[5] 黄爱斌. 炼厂气中氢气、 轻烃组分综合回收的工业应用[J]. 炼油技术与工程, 2010, 40(1): 25-29.
[6] 钱锋. 轻烃回收装置工艺方案选择[J]. 炼油技术与工程, 2013, 43(8): 26-29.
[7] 杨伟, 叶帆. 轻烃回收装置收率计算与优化分析[J]. 石油与天然气化工, 2011, 40(5): 440-441.
[8] 潘佳蕾, 武晓辉, 邬亚玲. 采用Aspen Plus软件对轻烃回收装置优化设计[J]. 炼油技术与工程, 2015, 45(8): 49-52.
[9] 叶帆. 塔河油田轻烃回收工艺问题分析及运行模拟研究[D]. 成都: 西南石油大学, 2014.
[10] 周学深, 孟凡彬. 轻烃回收装置中DHX工艺的应用[J]. 石油规划设计, 2002, 13(6): 62-65.
[11] 高建保, 陈桂祥, 陈康, 等. 轻烃回收装置的操作参数优化模型[J]. 石油与天然气化工, 1998(1): 31-34.
Process optimization of light hydrocarbon recovery based on HYSYS
Zhou Gang, Guo Linlin, Li Zhe, Liu Fengrong, Shan Lina
(KeyLabofMinistryofEducationforEnhancingtheOilandGasRecoveryRatio,NortheastPetroleumUniversity,Daqing163318,China)
Natural gas of condensate field is rich in light hydrocarbons composition. In this paper, according to the unique characteristics of the feed gas, different refrigeration technologies were compared and selected. Quantitative comparison was carried out on the process using HYSYS software to carry on the simulation of the selected technology on the basis of qualitative comparison of the existing recycling process. The process and parameters are optimized respectively, according to the selected direct heat exchanger (DHX) light hydrocarbon recovery process. The results showed that the optimized process plan flow was more simple, and when the expansion ratio was 1.79, the highest net income was realized.
condensate field, light hydrocarbon recovery, refrigeration technology, HYSYS, DHX process
国家科技支撑计划资助项目“老工业基地产业升级科技服务平台研发与应用”(2012BAH28F00);中国石油科技创新基金研究项目“严寒地区高含蜡原油储存工艺方案优化技术研究”(2014D-5006-0607)。
周刚(1988-),男,山东潍坊人,在读研究生,主要从事油气处理工艺及储运系统节能降耗研究工作。E-mail:zhougang2017@163.com
TE868
A
10.3969/j.issn.1007-3426.2016.04.002
2016-04-02;编辑:温冬云
