中石油研发大口径X80管道全自动焊接技术通过全尺寸爆破测试
2016-09-12
中石油研发大口径X80管道全自动焊接技术通过全尺寸爆破测试
中石油为应对即将开工建设的中俄东线天然气管道工程的技术要求,开展Φ1422mm大口径X80钢管道全自动焊接技术工程试验,试验管段应用管道局研究院自行开发的CPP900系列全自动焊机,试验场选取中石油在新疆哈密地区建立的全尺寸管道断裂控制试验场(此前能够独立进行全尺寸气体爆破试验的只有英国、意大利、俄罗斯等几个国家),模拟真实输气管道运行条件,重点研究钢管的止裂韧性,同时开展管道爆炸对环境造成的灾害评估。
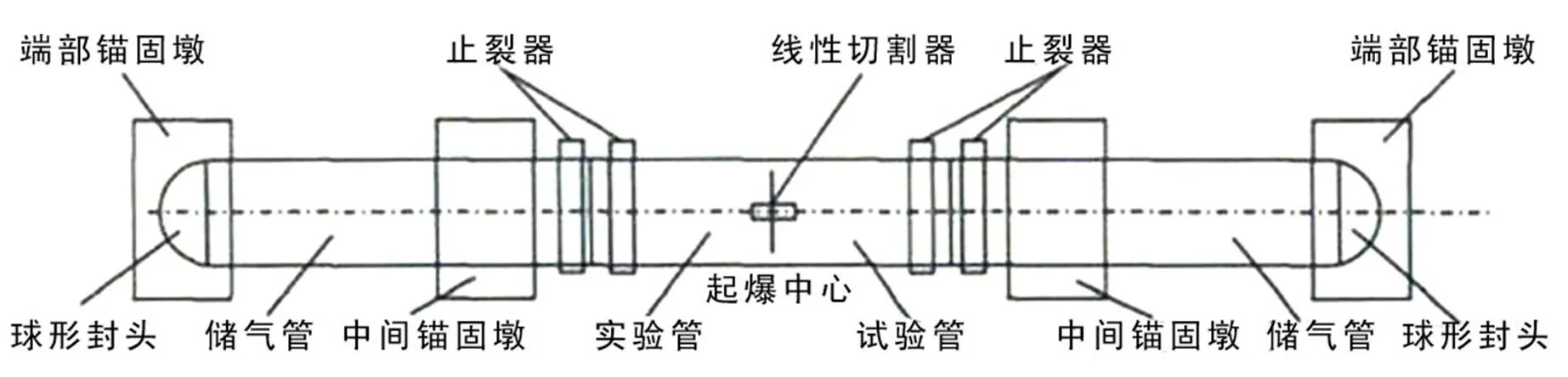
图2 爆破试验管段布置
爆破试验管段布置见图2,爆破试验管段的主要焊接工程量包括变壁厚焊口2道、等壁全自动焊口11道以及连头焊口2道。爆破试验管段焊接过程中执行的标准规范主要有《D1422 mm天然气输送管道技术规范第12部分:线路焊接技术规范》、《D1422X80天然气管道线路工程技术规范》、GE 50369-2014《油气长输管道工程施工及验收规范》、SY/T4109-2013《石油天然气钢质管道无损检测》以及其他一些规范要求。
焊接过程在管沟内完成,采用CPP900-FM56型坡口机进行坡口加工,经过100℃环形火焰预热后,采用CPP900-FM56型内焊机进行根焊操作。内焊机有8个焊炬,4个焊炬同步完成0点-6点(半个圆周)的焊接后,另外4个焊炬完成12点-6点(半个圆周)的焊接。焊接材料采用Φ0.9mm的BOE-HLER、SG3-P、ER70S-G,根焊焊缝焊接时间约120s。根焊完成后,应用CPP900双焊炬外焊设备进行填充盖面焊接。焊接材料采用Φ1.0mm的BOE-HLER、SG8-P、ER80S-G。
焊缝完成后,所有焊缝采用100%射线检测(RT)和100%手动超声检测(UT),且焊缝达到I级为合格。
经爆破试验验证,所有自动焊焊口经检验没有出现质量问题。从爆破结果看,起爆点和止裂位置基本达到预定方案的要求。
祝悫智 摘编自《石油化工设备》2016年11月
《Φ1422mm大口径X80钢管道全自动焊接技术应用》原作者伍奕等