ZK蜗杆成形磨削的砂轮修整技术研究与实验
2016-09-12ResearchandexperimentofwheeldresserforformgrindingofZKworm
Research and experiment of wheel dresser for form grinding of ZK worm
王燕燕,李志峰,张军峰WANG Yan-yan, LI Zhi-feng, ZHANG Jun-feng(陕西理工学院,汉中 723000)
加工与制作
ZK蜗杆成形磨削的砂轮修整技术研究与实验
Research and experiment of wheel dresser for form grinding of ZK worm
王燕燕,李志峰,张军峰
WANG Yan-yan, LI Zhi-feng, ZHANG Jun-feng
(陕西理工学院,汉中 723000)
随着数控技术的发展,蜗杆的加工越来越多采用数控装置,使用成形法磨削。因此,利用数控技术精确控制金刚盘修整轮运动的轨迹,可以得到更高精度和更复杂的砂轮截形。首先制定了ZK蜗杆和砂轮的坐标系,建立了砂轮模型,推导了ZK蜗杆加工时的砂轮的理论廓形,即金刚盘的运动轨迹。其次,基于软件平台,设计了完整的砂轮修整器控制系统,能够控制磨削加工、砂轮廓形计算、图形显示和砂轮修整等功能。软件基于模块化设计。通过实验研究,精度达到要求。为后续数控蜗杆磨床的设计提供一定的理论依据。
成形磨削;ZK蜗杆;砂轮修整
0 引言
机械设备中,蜗轮蜗杆机构是一种重要的传动元件,广泛应用于机械各行业。随着数控技术的发展,蜗杆加工越来越多采用数控装置,使用成形法来磨削。成形磨削是未来精密蜗杆加工的发展趋势,用磨削修型后的砂轮对蜗杆进行加工,可以提高蜗杆的质量,其中砂轮的截型数据是实现砂轮数控精确修型的核心。
1 ZK蜗杆磨削理论
1.1ZK蜗杆成形磨削坐标系
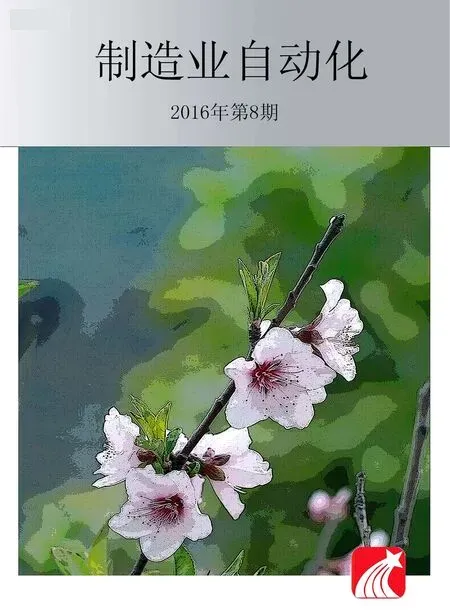
ZK蜗杆称作锥面包络圆柱蜗杆,成形磨削时,是由锥形刀具(铣刀或砂轮)包络而成的锥面包络圆柱蜗杆,其齿面是圆锥面簇的包络曲面。蜗杆与砂轮的相对关系如图1所示。基于空间啮合理论,建立砂轮加工ZK蜗杆的空间坐标系,如图2所示,∑(O,x,y,z)为建立在蜗杆上并和蜗杆一起转动的动坐标系,蜗杆轴线和z轴同轴,∑h(Oh,xh,yh,zh)是空间固定坐标系,轴线和z轴同轴,∑(O,x,y,z)初始位置与蜗杆坐标系∑h(Oh,xh,yh,zh)重合,∑g(Og,xg,yg,zg)是和砂轮固连的坐标系,砂轮轴线和zg轴同轴。为是蜗杆轴和砂轮轴的夹角,值是蜗杆分度圆的螺旋升角,是坐标系∑(O,x,y,z)绕z轴的旋转角,a为蜗杆和砂轮的中心距。
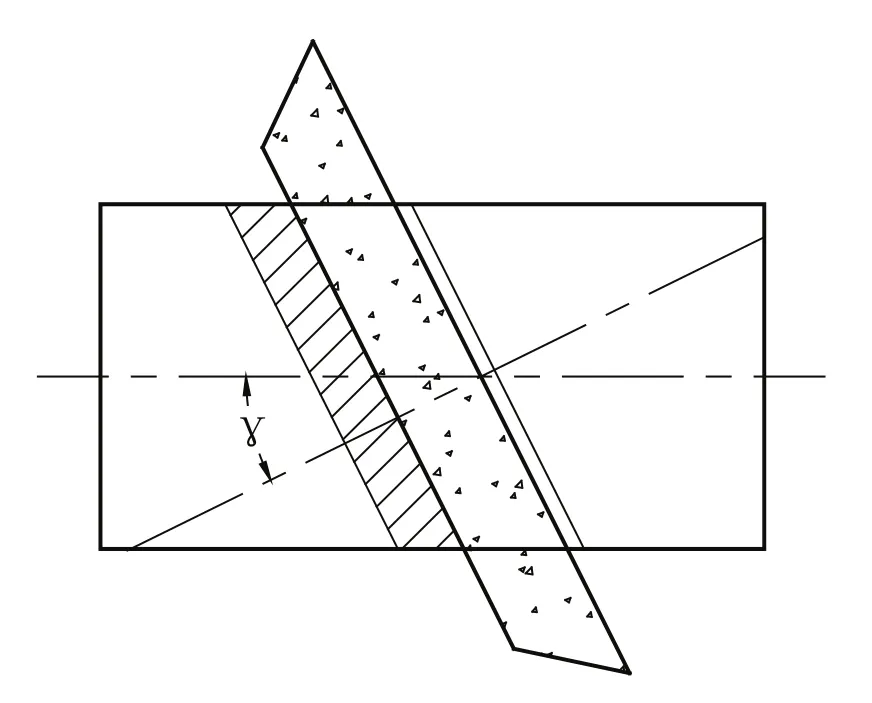
图1 砂轮与蜗杆(工件)的相对位置

图2 ZK蜗杆成形磨削的坐标系
1.2建立砂轮数学模型
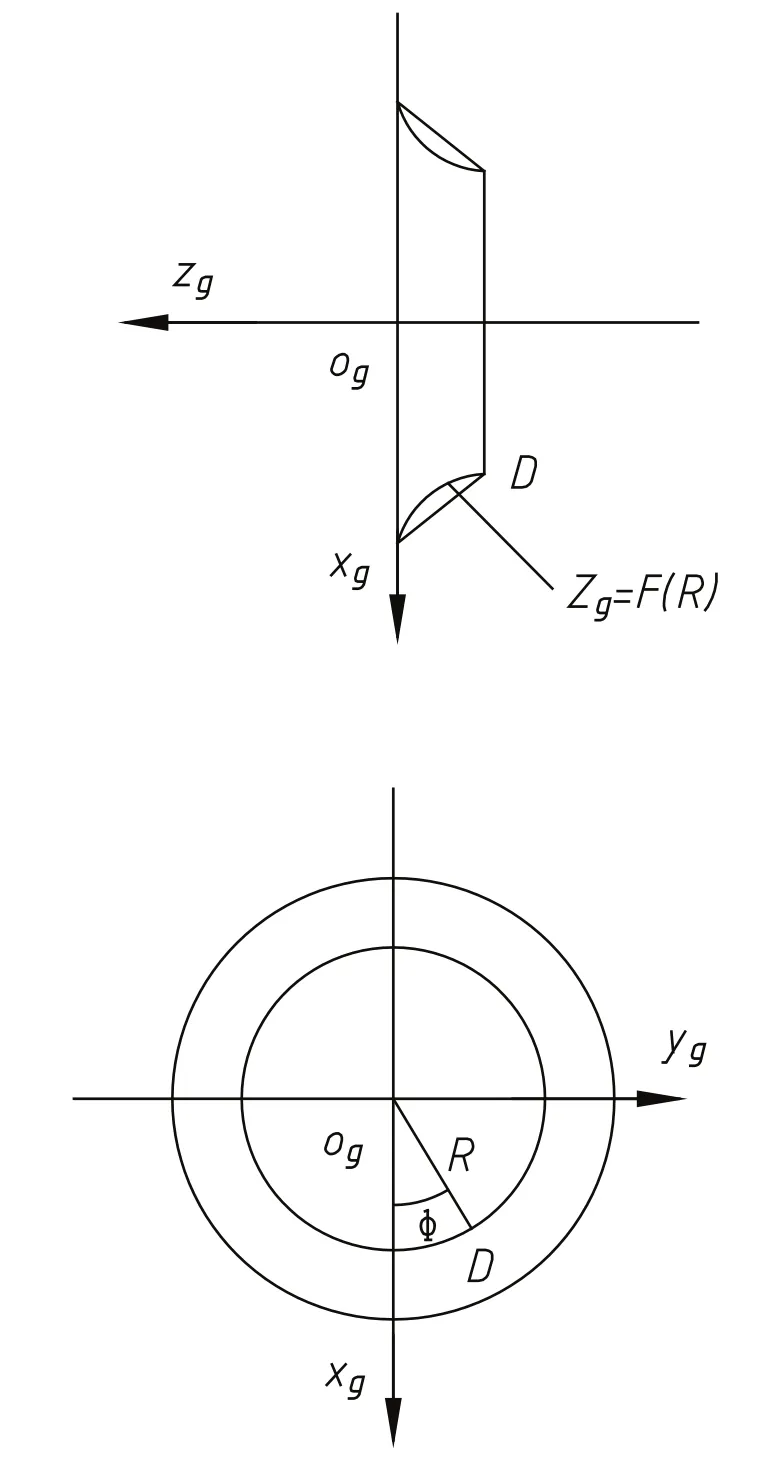
图3 砂轮截面示意图
将砂轮轴截面母线方程绕z轴转角,如图3所示,就得到砂轮回转面的方程式。
砂轮左端面方程可写为:
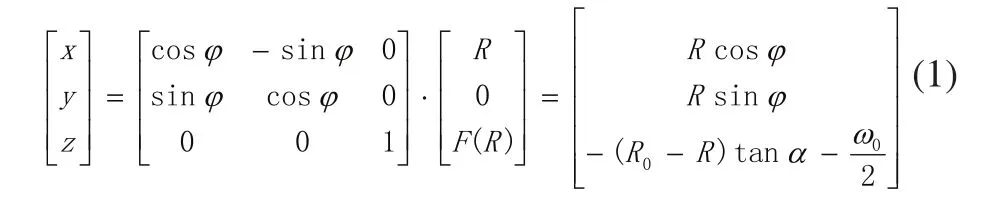
式(1)中R为参变数,它表示于Z对应的砂轮回转面的半径;R0为表示砂轮锥面的最大半径;为表示锥面砂轮的锥底角;为表示砂轮最大半径处的砂轮宽度;

以上三式共记为式(3)。

将式(4)转到固定坐标系h坐标系中,有:


将式(1)转到固定坐标系中,得到蜗杆坐标系中的方程为:式(6)中:a为砂轮轴线和蜗杆轴线的最短距离,它的值应为砂轮最大半径与蜗杆齿根圆半径之和,即
a=R0+Rf1;γ为砂轮轴线与蜗杆轴线的夹角,也就是蜗杆分度圆螺旋升角。
1.3砂轮表面与蜗杆齿面相包络时的接触线方程的求解
设蜗杆坐标轴xh,yh,zh三个方向上的单位矢量分别为,砂轮坐标轴xg,yg,zg三个方向的单位矢量分别为。则空间一点D相对两坐标原点的径矢为:
设砂轮回转角速度为ωg,工件蜗杆的回转角速度为ωh,蜗杆的螺旋参数为p,则D点的相对运动速度为:





把式(4)、式(7)、式(8)、式(9)、式(10)、式(11)、式(13)代入式(12)整理得:把式(5)代入式(14)可得:


把式(6)代入式(15)并整理可得砂轮与蜗杆工件接触时的接触线方程:

式(16)就是砂轮磨削工件时的接触线方程,由上式可以看出R与应该满足这个限制条件,由于R不同的点所算出的值也不同,因此砂轮圆锥面上的接触线是一条空间曲线而不是它的直母线,由此加工出来的蜗杆即为ZK型圆柱蜗杆。
1.4蜗杆数学模型的建立
把接触线方程式(16)和砂轮固定坐标系中回转面方程式(6)联立求解,得到砂轮回转面上的接触线:

使接触线围绕工件的轴线作螺旋运动,得到蜗杆的螺旋面,则砂轮加工蜗杆时的齿面方程为:

式中xh,yh,zh所含参数R、满足接触线方程(16),将xh,yh,zh代入式(18)中可以得出ZK蜗杆的螺旋面方程为:
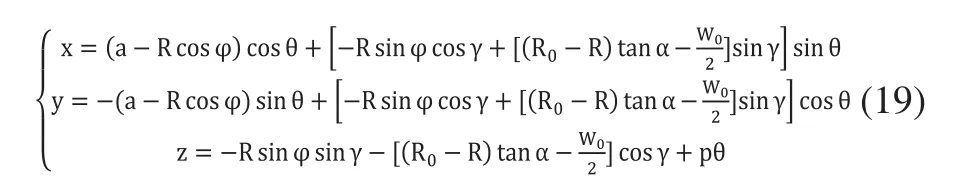
在式(19)中,令y=0可得蜗杆轴向齿面方程式为:

式中:

2 CNC砂轮修整器整体设计
2.1技术路线
在对蜗杆刃磨过程中,首先修整砂轮,采用以下技术路线进行。如图4所示。根据蜗杆成型方法、蜗杆的类型和截面形状,输入金刚盘参数,砂轮起始参数等,计算出金刚盘运行的轨迹,生成刃磨的数控G代码,对砂轮进行修整。修整结束后进行试磨,送往齿轮测量仪上检测,根据检测结果利用齿形修整模块,调整蜗杆截面曲线轨迹点的位置,直至加工出符合精度要求的蜗杆。
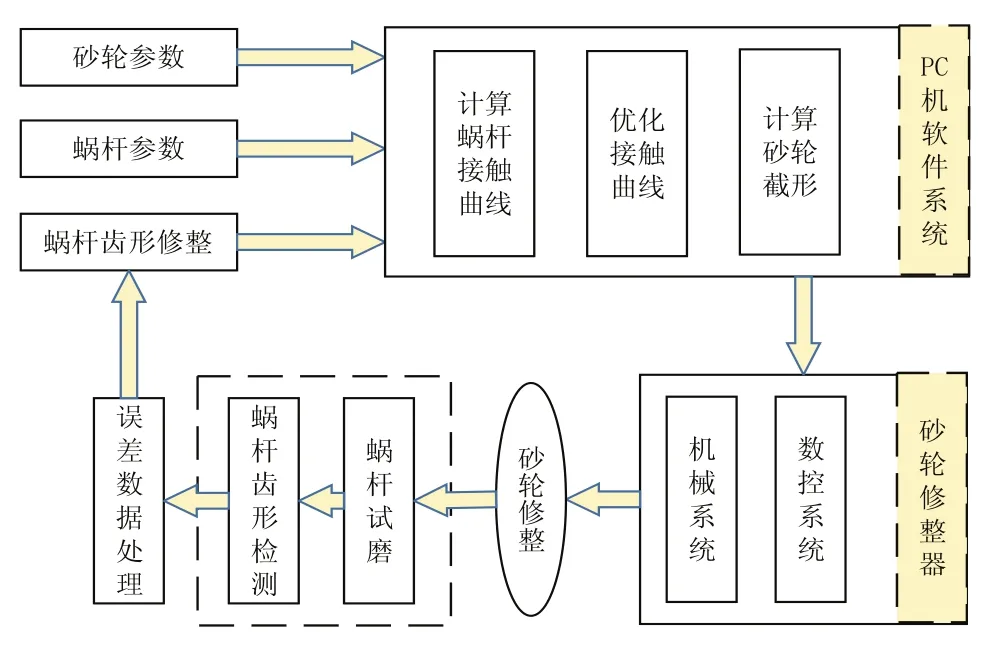
图4 技术路线
2.2机械系统实体
由图5所示,在修整砂轮时,主要有四个运动:金刚盘的旋转运动,砂轮的旋转运动,金刚盘X向进给运动,金刚盘Z向进给运动,金刚盘进给运动由电动机作为动力源,利用丝杠螺母机构转换为直线运动,两个方向相互垂直,完成砂轮修型。同时利用数控程序精确控制这两个方向的进给,就可得到砂轮所需要的截面形态。图5给出CNC砂轮修整器的实体结构图。
3 砂轮修整软件方案设计
3.1系统功能模块
根据设计要求,砂轮修整控制系统的主要模块有:工件信息、路径计算、系统参数设置、数据传输、帮助等,对待加工工件进行新建、修改、删除操作,计算出金刚盘运动轨迹的离散点,生成数控加工G代码。如图6所示。
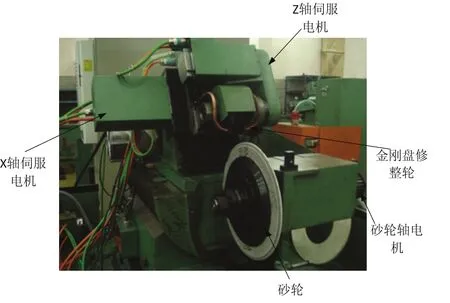
图5 机械实体结构图
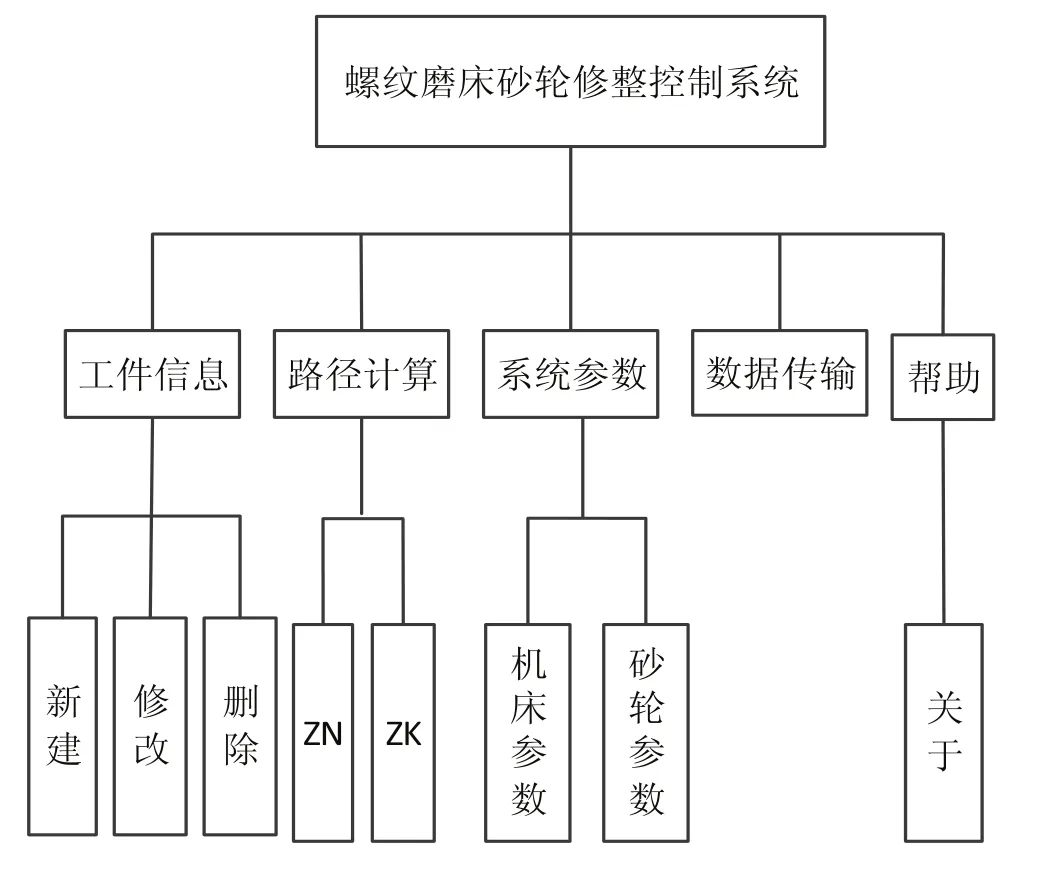
图6 砂轮修整控制系统模块
3.2设计方案
在对砂轮进行修整时,首先需要对蜗杆的参数进行设置,并检查修改机床参数和砂轮参数,然后调用对应蜗杆截形计算模块,计算出金刚盘运动轨迹,生成数控加工G代码,传输给数控机床,对砂轮进行修整。修整完成后磨削蜗杆,磨削完成后对蜗杆进行检测,如果检测结果存在较大误差,再对计算的结果进行齿形修正,以得到磨削的最佳参数。
砂轮修整器采用SIEMENS 802C数控系统,根据修整方法和工艺路线,编写砂轮截形修整的G代码程序,分为两段:粗修程序和精修程序,其中砂轮粗修的程序包含数段循环,砂轮精修程序只有一个循环。图7给出了修整砂轮的数控流程图。
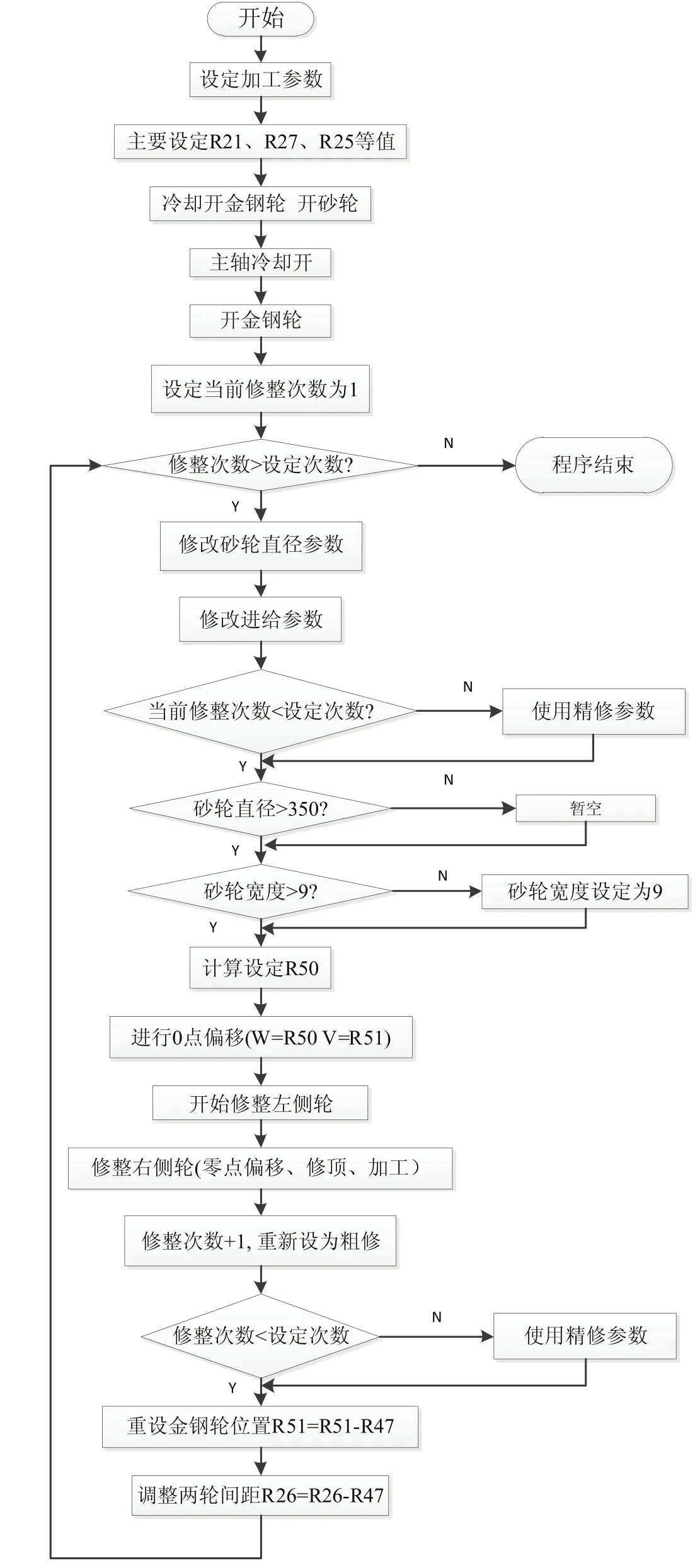
图7 砂轮控制系统流程图
4 试验分析
结合汉江机床有限公司SK7450螺纹磨床,对实际的一个工件进行了刃磨实验并在齿轮测量仪上进行检验。此蜗杆的材料为45钢,采用锻件毛坯,设定砂轮的转速为2000rad/min,蜗杆的转速为5rad/min,砂轮轴向进给速度为75.85mm/min。磨削时,分别磨削左右齿面,磨削完成后在齿轮测量仪上进行检测。经磨削后的ZK蜗杆,齿轮检测仪上进行齿形检测,具体的检测参数有三个:齿廓总偏差Fa,齿廓形状偏差ffa,齿廓倾斜偏差fHa。如图8所示。蜗杆端面截形误差最小值控制在10um以内,磨削蜗杆的精度达到要求。
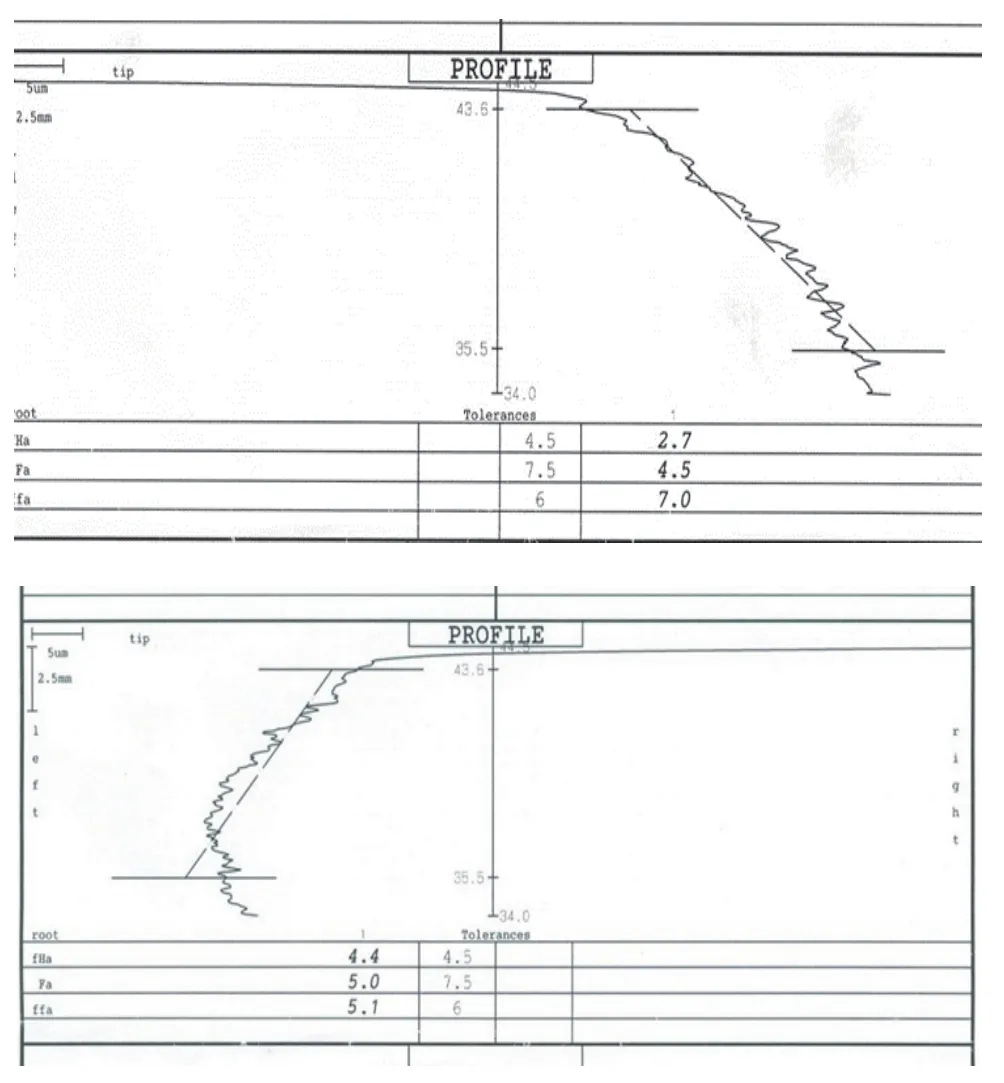
图8 齿形公差检测
5 结束语
本文以ZK蜗杆为例,研究了蜗杆成形磨削的砂轮修整技术,进行了砂轮截型的精确计算,对蜗杆实现数控磨削加工,试验表明,精度达到要求。为后续设计和制造数控蜗杆磨床提供一定的理论基础。
[1] 虞行国,谭晓丽.砂轮修整器在磨床上的应用[J].金属加工,2009(1):62-64.
[2] [美]L.F.李特文(著),国凯等(译).齿轮几何学与应用[M].上海:上海科学技术出版社,2008.
[3] 吴序堂.齿轮啮合原理[M].北京:机械工业出版社,1982.
[4] 刘红梅.ZK蜗杆的齿形误差分析及修整[D].济南:山东大学,2008.
[5] 张军峰,李志峰,王燕燕.ZN蜗杆成形磨削的砂轮修整器设计与软件实现[J].机械设计与研究,2016,32(1):92-95.
[6] 韩云鹏,孟剑锋.ZK蜗杆齿形误差及其控制方法的研究[J].机械工程学报,2004,40(5):178-183.
[7] 赵永强,李志峰,魏伟锋,等.转子磨床CNC砂轮修整器的砂轮初始修形方法研究[J].制造技术与机床,2012,(6):185-186.
[8] 李志峰,赵永强,魏伟锋,等.螺纹磨床CNC砂轮修整器设计与修型方法研究[J].制造技术与机床,2012,(2):111-113.
[9] 赵永强,李志峰,魏伟锋,等.螺纹磨床CNC砂轮修整器的参数设计[J].制造业自动化,2012,34(6):91-93.
[10] 王燕燕,白海清,张军峰,等.车刀智能化刃磨的理论研究与仿真分析[J].机械设计,2013,30(7):84-87.
[11] 刘丰林,秦大同,邓兴奕.基于坐标检测的蜗杆齿形精密测量分析[J].重庆大学学报(自然科学版),2007,30(11):9-13.
TG580.23
A
1009-0134(2016)08-0064-05
2016-03-17
陕西省科技厅科学研究项目(2014SZS16-K03);2016陕西省教育厅科学研究项目(16JK1137);陕西理工学院校级科研项目(SLGKY15-35)
王燕燕(1979 -),女,副教授,硕士,研究方向为机械制造设计和先进制造技术。