装载机销轴咬销改进方案
2016-09-10花庆宝李慧琼王俊梁
花庆宝,莫 琦,李慧琼,王俊梁
(1.广西柳工机械股份有限公司,广西柳州545007;2.广西科技大学机械工程学院,广西柳州545006)
装载机销轴咬销改进方案
花庆宝1,莫琦1,李慧琼1,王俊梁2
(1.广西柳工机械股份有限公司,广西柳州545007;2.广西科技大学机械工程学院,广西柳州545006)
装载机工作装置的销轴“咬销”问题是用户长期反馈的质量问题之一,“咬销”问题反映了销轴工作时发出异响声音并过度磨损,极大缩短铰链的寿命,主要表现在动臂及动臂油缸与前车架连接铰链两个位置。通过理论及试验结果分析,调整铰链配合间隙,提高接触面粗糙度,减小相对运动摩擦力以及改进装配工艺,并对改进实验后的销轴进行分析,找到了影响“咬销”问题的两个重要因素为配合间隙与接触面摩擦因子。最终结合销轴或衬套镀锌工艺改进,解决了装载机销轴“咬销”的问题。
装载机销轴;咬销;衬套镀锌
轮式装载机是当今工程建设中应用最为广泛的一种工程机械,装载机工作装置是完成装卸作业并带有液压油缸的空间多连杆机构。通过铲斗铲掘、收斗、转向、运输和卸料动作构成一个完整的工作循环。各连杆构件之间通过销轴连接实现相对转动,同时,构件之间亦通过销轴来传递力,因此销轴的质量对装载机具有重要意义[1]。
作为装载机的重要连接部件,销轴在工作过程中承受剧烈的摩擦力,故要求表面具有良好的耐磨性。对于装载机销轴来说,其磨损阶段大体分为3个阶段,即磨合阶段、正常磨损阶段和严重磨损阶段,判断其磨损机理最主要的依据是销轴磨损表面形貌。销轴加工是机械加工中的重要内容,销轴加工质量对装载机的装备有着重要影响[2-4]。
装载机工作装置的销轴“咬销”问题是用户长期反馈的质量问题之一,“咬销”问题反映了销轴工作时发出异响声音并过度磨损,极大缩短铰链的寿命。多年来柳工投入大量技术力量解决此问题,力争消除装载机质量问题上的“牛皮癣”。
1 消除销轴咬销的试验
试验目的:消除异响,并提高销轴寿命,减少内外反馈。
1.1控制单因素的试验
第一次试验:通过优化润滑脂润滑性能,以期找到改善铰接销咬销问题的方法,增加零部件可靠性,然而发现润滑状态无法承受铰销处所受载荷,尽管异响有所降低,但仍无法彻底消除。从试验效果及成本比较分析后认为,由于各润滑脂抗极压效果不十分明显,因此通过优化润滑脂并不能解决销轴的咬销问题。
第二次试验:通过试验发现,轴套八字槽的设计、毛刺、锐边对磨损有一定的影响:内表面喷涂二硫化钼轴套及镶嵌石墨轴套对“咬销”现象有明显的改善,但不能完全消除;改善型单八字轴套对“咬销”现象改善不大;双八字轴套优化试验对减轻摩擦副异响有一定的作用,但仍不能完全消除“咬销”现象。最终只能得出磨损的主要部位为动臂及动臂油缸与前车架连接铰链2个位置,但改进预防措施没有切中重点,没有考虑影响咬销问题的另一个重要因素——配合间隙。
1.2控制多因素的试验
1.2.1第一批试验技术方案
通过以上的试验并没有解决咬销问题,问题依然很严峻,图1是用户反馈后从装载机动臂上卸下的销轴的磨损情况。

图1 改进前动臂销轴磨损情况
从控制多因素的角度着手,不仅改进工作装置的销轴配合间隙,还通过镀锌等方法改变销轴表面质量。第一批试验的技术方案:
(1)合理放大衬套内径公差,调整铰链配合间隙,增加销轴表面镀锌处理:调整参数后,减小动臂与前车架铰链配合间隙、动臂油缸与前车架铰链配合间隙;
(2)提高接触面粗糙度,减小相对运动摩擦力,即将试验机型的衬套内表面粗糙度提高;
(3)改进装配工艺:全方位对衬套进行压装、装配时用毛巾将销轴及衬套内壁擦干净,确保无固体颗粒残留装配表面,抹油膜后装配。
销轴及衬套经过加工、检验合格后装机,负载5 t配重进行举升试验,最后将动臂销轴拆卸下来。擦拭后观察可知销轴仅受力部位的锌层被磨损,表面光滑无磨痕。再观察动臂与油缸铰链内黄油润滑情况发现孔润滑情况良好、均匀,不同的槽口方向润滑效果上没有明显的差异。图2是拆卸后动臂销轴磨损情况。
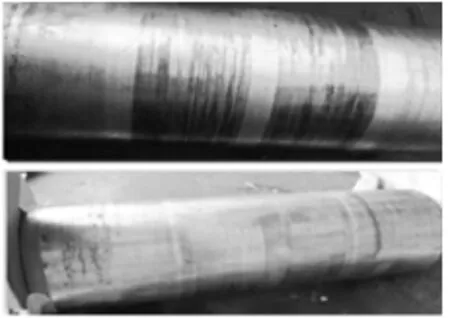
图2 第一次试验后动臂销轴磨损情况
1.2.2第二批试验技术方案
根据第一次试验后动臂销轴磨损情况,为验证衬套镀锌解决咬销问题的可行性,并从降低成本的角度考虑,进行了第二次试验。第二次试验的技术方案:
(1)合理放大衬套内径公差,调整铰链配合间隙:调整参数后,减少动臂与前车架铰链配合间隙、动臂油缸与前车架铰链配合间隙;
(2)装配工艺改进:装配时用毛巾将销轴及衬套内壁擦干净,确保无固体颗粒残留,抹油膜后装配。
同样零件经加工、检验,确保衬套加工尺寸的合格与销轴镀锌层表面的良好、均匀。负载5 t配重举升试验,最后将动臂销轴拆卸下来。擦拭后观察可知销轴表面光滑,无磨痕,仅受力部位有润滑脂油痕。且与第一次试验相比每台套衬套的镀锌成本仅为销轴10%左右,成本低廉,具有批量推广的可行性。图3是拆卸后动臂销轴磨损情况,表1为衬套及销轴镀锌成本对比分析。

图3 第二次试验后动臂销轴磨损情况

表1 衬套及销轴的镀锌成本对比
1.2.3第三批试验技术方案
前两次试验结果表明本次改进方案能有效解决装载机出厂前工作装置异响磨损的问题,为了进一步验证衬套镀锌解决工作装置异响磨损方案的可靠性以及大批量推广的可行性,进行了第三次试验。试验技术方案:
(1)尺寸更改及表面质量改进:零件表面粗糙度按图纸要求严格加工并整体镀锌、对油槽边角进行修整;
(2)装配工艺:装配时用毛巾将销轴及衬套内壁擦干净,确保无固体颗粒残留装配表面,抹油膜后装配;
(3)试装:将部分衬套替换为镀锌衬套,销轴替换为镀锌销轴。
本次试验是小批量试验,零件生产过程中严格控制装配过程中的毛刺清理情况与销轴表面镀锌层质量。装配后负载5 t配重举升试验。最后将动臂销轴拆卸下来。擦拭后观察可知普通销轴表面光滑无磨损痕迹,镀锌销轴仅镀锌层被磨损,销轴本体表面光滑无磨损痕迹,且配重举升过程中无异响。图4是拆卸后动臂销轴磨损情况。

图4 第三次试验后动臂销轴磨损情况
综上所述,本次试验采用的改进方案效果明显,成本较低,小批量结果稳定,具备大批量推广的可行性。
2 结论及改进措施
多次试验对比分析可见,采用衬套镀锌后,销轴镀锌与不镀锌均不被磨损、负载举升调试时有稍小的声响,但销轴并未受损伤,证明了试验方案对销轴起到较好的保护作用。最后一次小批量试验结果表明:衬套镀锌稳定,无异响磨损内反馈,销轴无磨损,且改进方案效果明显,成本较低,结果稳定,具备大批量推广的可行性。
[1]宋云鹏,张保议,丁国运.挖掘机销轴的断裂失效分析[J].现代制造技术与装备,2015,(5):12-14.
[2]黄意业,梁振国,曾纯亮.装载机销轴润滑油槽孔设计[J].建设机械技术与管理,2015,(5):9-16.
[3]孙冬冬,王玉玲,阮文峰,等.利用磨粒信息的装载机销轴表面磨损预测分析[J].现代制造工程,2014,(4):35-38.
[4]侯典帅,刘朋.关于销轴的加工质量分析[J].科技资讯,2014,(10):143-145.
The Analysis of Bite Pin on Pin Shaft for Loader
HUA Qing-bao1,MO Qi1,LIHui-qiong1,WANG Jun-liang2
(1.Guangxi Liugong Machinery Co.,Ltd.,Liuzhou Guangxi545007,China;2.Guangxi University of Science and Technology,Liuzhou Guangxi545006,China)
The pin shaft is the working device of loader,one of the quality problems of the loader is the bite pin on pin shaft,which reflects the excessive wear and shorten the life of the hinge.We combine pin shaft of the related theoretical and experimental results,by improved bushing diameter tolerances,adjusted the hinges with the gap,improved the contact surface roughness,reduced the relative motion friction,and test the pin shaft weared degree analysis,we found that themajor reason of pin shaftwear are that two position:one is themoving arm and the movable arm oil cylinder,the other is in the front frame hinged connection,In the same time,we also found the twomost important factors of the problem are clearance and friction factor.In the end,we finish the weaker and elimination of the pin shaft on the loader through the pin galvanized and modified liner galvanized.
loader pin shaft;bite pin;bushing galvanized
TH243
B
1672-545X(2016)05-0114-02
2016-02-19
花庆宝(1986-),男,广西北海人,本科,助理工程师,主要从事装配工艺、产品调试检测工作。