半自磨机大型化过程中的相关问题研究
2016-09-08唐友华董为民孙渊君
唐友华,董为民,孙渊君
(1.昆明理工大学 机电工程学院,云南 昆明 650500;2.金川集团股份有限公司,甘肃 金昌 737100)
半自磨机大型化过程中的相关问题研究
唐友华1,董为民1,孙渊君2
(1.昆明理工大学 机电工程学院,云南 昆明 650500;2.金川集团股份有限公司,甘肃 金昌 737100)
根据半自磨机大型化过程中出现的钢球直接砸衬板、半自磨机单位容积处理量降低以及介质能量传递效率降低的3个问题,通过利用半自磨机钢球运动理论分析和离散元仿真分析相结合的方法,对半自磨机钢球砸衬板现象进行了研究,为避免半自磨机钢球砸衬板选出了合适的转速率和填充率范围,通过仿真分析验证了半自磨机单位容积处理量和介质能量传递效率均随半自磨机筒体直径的增大而降低。
半自磨机大型化;钢球砸衬板;单位容积处理量;介质能量传递效率
半自磨是在自磨的基础上添加少量钢球,以处理物料自磨时出现的部分顽石,比自磨有更好的磨矿效果[1]。自磨、半自磨技术由于省掉了2段破碎机以及筛分设备,简化了工艺流程,减少了矿厂的基建费用和生产运行成本,更有利于实现选厂的自动化[2]。随着磨矿工艺的需求和磨矿技术的发展,半自磨机的规格越来越大。20世纪70年代,我国开始引入半自磨技术,起初半自磨机规格为5~7m,处理量为每台50~100t/h;20世纪90年代,半自磨机的规格达到了7~8m,处理量达到了每台200~260t/h;目前,国内投产的最大半自磨机规格为10.37m,处理量为每台938t/h;正在设计制造的最大半自磨机规格为11m,功率为6 343kW。
半自磨机和球磨机一样,都是通过筒体旋转带动物料和钢球形成抛落运动,然后以较大的冲击能砸向底部物料,从而达到粉碎物料的目的。半自磨机直径越大,钢球抛落越高,钢球携带的能量越大,就能粉碎更大块的物料,所以大型半自磨机通常具有更高的比破碎率,能处理更粗粒级物料;另外,随着半自磨机直径的增大,半自磨机容积变大,所以半自磨机总处理量能得到相应的提高。但是随着半自磨机直径的增大,同时也会降低矿料的停留时间,阻碍能量从球介质向矿粒的传递,导致半自磨机单位容积产量下降,磨矿产品单位能耗增高[3];而且半自磨机直径越大,衬板损耗也越大,一些矿山在实际生产过程中,由于参数选择的不合理,出现了半自磨机钢球直接砸衬板现象[4],降低了衬板的使用寿命,增加了矿山的生产成本。
1 半自磨机钢球运动理论
钢球和物料(下述只研究钢球)随着半自磨机的运转而发生运动。钢球在半自磨机内的运动分析如图1所示。当钢球上升到一定高度时,从A点以一定脱离角α脱离衬板而发生抛落运动,最终砸向半自磨机底部B点,部分内层钢球则泻落至底部C点,所以钢球在半自磨机内的运动分为圆曲线运动1、抛物线运动2和泻落运动3,其中β为落回角,γ为泻落角[5]。
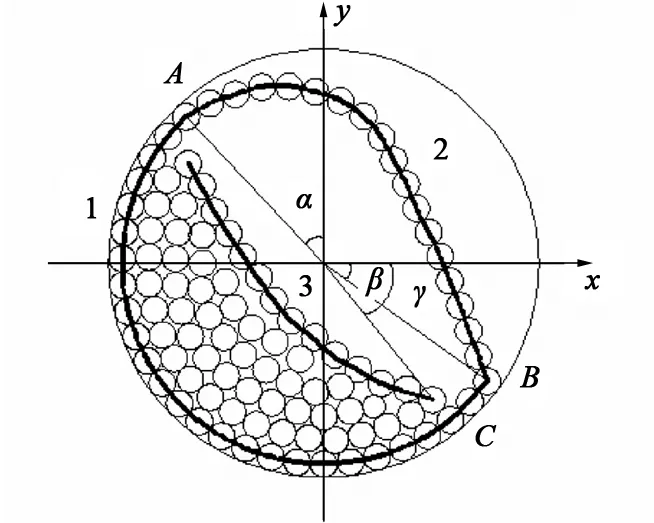
图1 钢球在半自磨机内的运动分析
由图1可知,钢球砸衬板是由于钢球的落回点过远,也就是落回角过小,从而使钢球不能砸向半自磨机底部物料,而是直接砸在衬板上。物料在随半自磨机的运动过程中,如果物料的泻落距离足够远,也就是物料的泻落角γ足够小,就能保证抛落下来的钢球全部砸向底部物料,此时泻落角应满足的关系为:γ≤β。为了分析泻落角和落回角的大小关系,应对钢球各段运动轨迹进行分析。
1)钢球从B点到A点发生圆曲线运动,圆曲线1的运动轨迹为:
x2+y2=R2
(1)
式中,R为半自磨机筒体半径。可见,只要知道脱离角α和筒体直径D,就能得出脱离点A的坐标。
2)钢球沿A点作抛物线运动,运动轨迹为:
(2)
假定钢球抛物线运动的终点就是圆曲线运动的起点,就能得出B点的坐标,根据A点坐标与B点坐标,由三角函数关系,就能得出脱离角α与泻落角β之间的关系为:
3α=β+90°
(3)
脱离角α由半自磨机的转速决定:
(4)
式中,n是半自磨机的转速,单位为r/min;g是重力加速度。
半自磨机的转速与转速率的关系如下:
(5)
(6)
式中,φ是转速率,nc是半自磨机临界转速。
关于钢球的泻落角γ,未找到相关的理论。本文采用仿真截图测量的方法,对其进行测量,通过比较泻落角和落回角β的大小关系,来分析半自磨机的转速率和填充率对钢球砸衬板现象的影响,并通过仿真,分析筒体直径、转速率和填充率对半自磨机单位容积处理量的变化,以及对介质能量传递效率的影响。
2 半自磨机大型化过程中相关问题的仿真分析
2.1半自磨机钢球砸衬板现象分析
首先,对φ10.37m×5.19m半自磨机采用三维软件UG进行建模;然后,导入离散元仿真软件EDEM中进行仿真。通过资料的查询,可知大型半自磨机的转速率一般为0.6~0.8,填充率为0.3~0.4,钢球填充率为0.02~0.08。在本次仿真中,对转速率选取了4个不同的值:0.6、0.65、0.7和0.8,填充率选取了2个不同的值:0.3、0.4,钢球填充率选取了2个不同的值:0.04、0.06。采用正交试验方法进行分组,共进行了8组仿真(见表1)。为了缩短仿真时间,只截取了半自磨机筒体长度的40%。
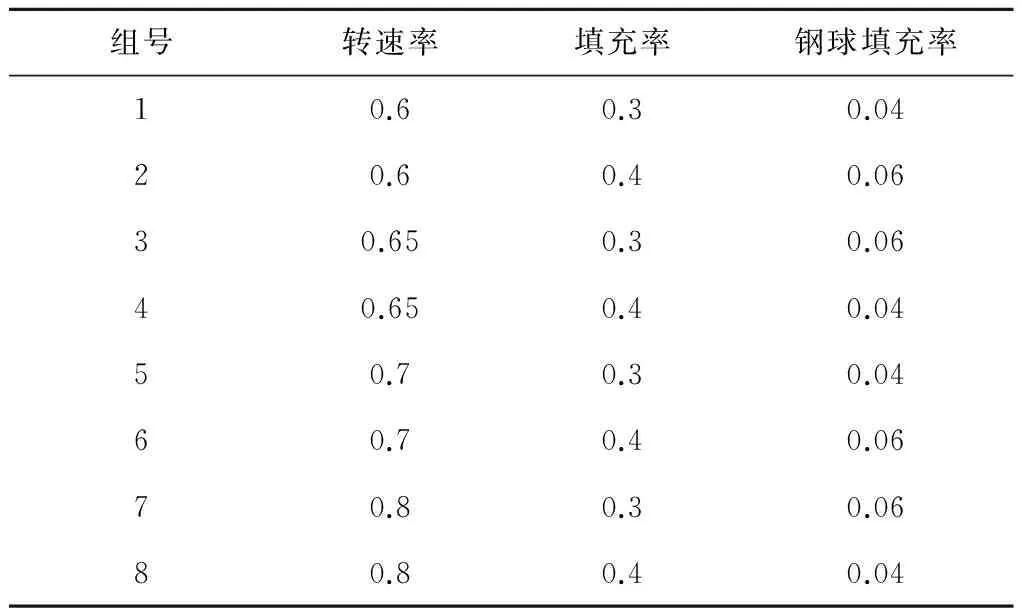
表1 φ10.37 m×5.19 m半自磨机仿真分组
通过仿真对钢球运动进行截图(见图1),然后对钢球运动的泻落角和落回角进行测量,分析转速率和填充率对泻落角和落回角的影响。分析结果如图2和图3所示。从图2和图3可以看出:1)当转速率不变时,泻落角随填充率的增大而增大;当填充率为0.3时,泻落角随转速率的增大而增大;当填充率为0.4时,转速率对泻落角的影响不大;2)当转速率不变时,落回角随填充率的增大而增大;当填充率不变时,落回角随转速率的增大而减小;3)当转速率为0.6时,泻落角均小于落回角,当转速率为0.65和0.7,且填充率为0.3时,泻落角小于落回角,其他情况泻落角均大于落回角。从分析中可以看出,对于φ10.37m×5.19m半自磨机,为了避免钢球直接砸衬板,应选取的转速率为0.65~0.7。当转速率为0.65~0.7,填充率为0.3~0.4时,应选取较大的填充率;当填充率>0.4时,均能避免钢球直接砸衬板现象。
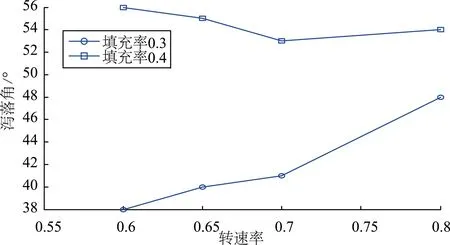
图2 泻落角随转速率和填充率的变化

图3 落回角随转速率和填充率的变化
2.2半自磨机单位容积处理量和介质能量传递效率分析
半自磨机直径的增大虽然能提高半自磨机的总处理量,但是容积也变大,同时影响着半自磨机单位容积处理量和介质能量传递效率等2个因素,只有半自磨机单位容积处理量和介质能量传递效率都提高了,才能进一步提高半自磨机的磨矿效率。为了研究半自磨机筒体直径、转速率和填充率对半自磨机单位容积处理量和介质能量传递效率的影响,另外选取了2种不同筒体直径(φ5.5和φ8.8m)的半自磨机,进行了8组仿真(见表2),加上已有的φ10.37m半自磨机中的4组仿真,一共12组仿真。通过仿真数据的提取来分析其中的规律,分析结果如图4和图5所示。
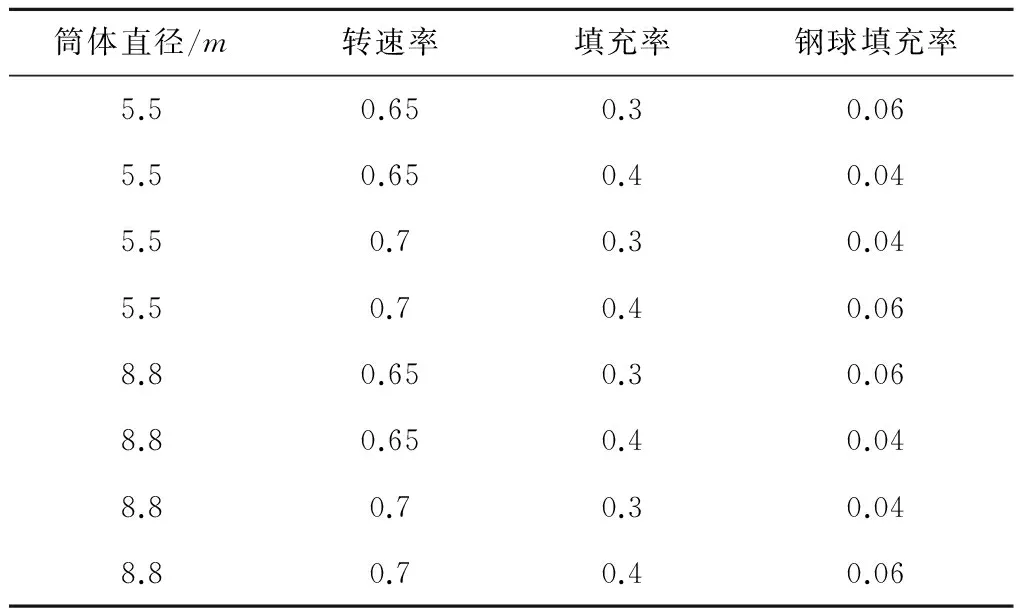
表2 不同半自磨机筒体直径仿真分组
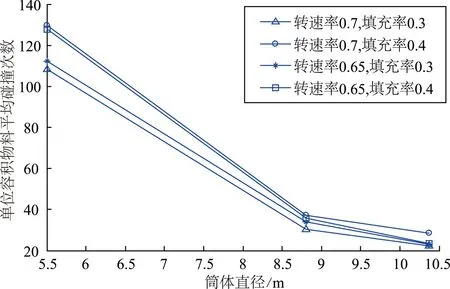
图4 半自磨机筒体直径对单位容积物料的平均碰撞次数的影响
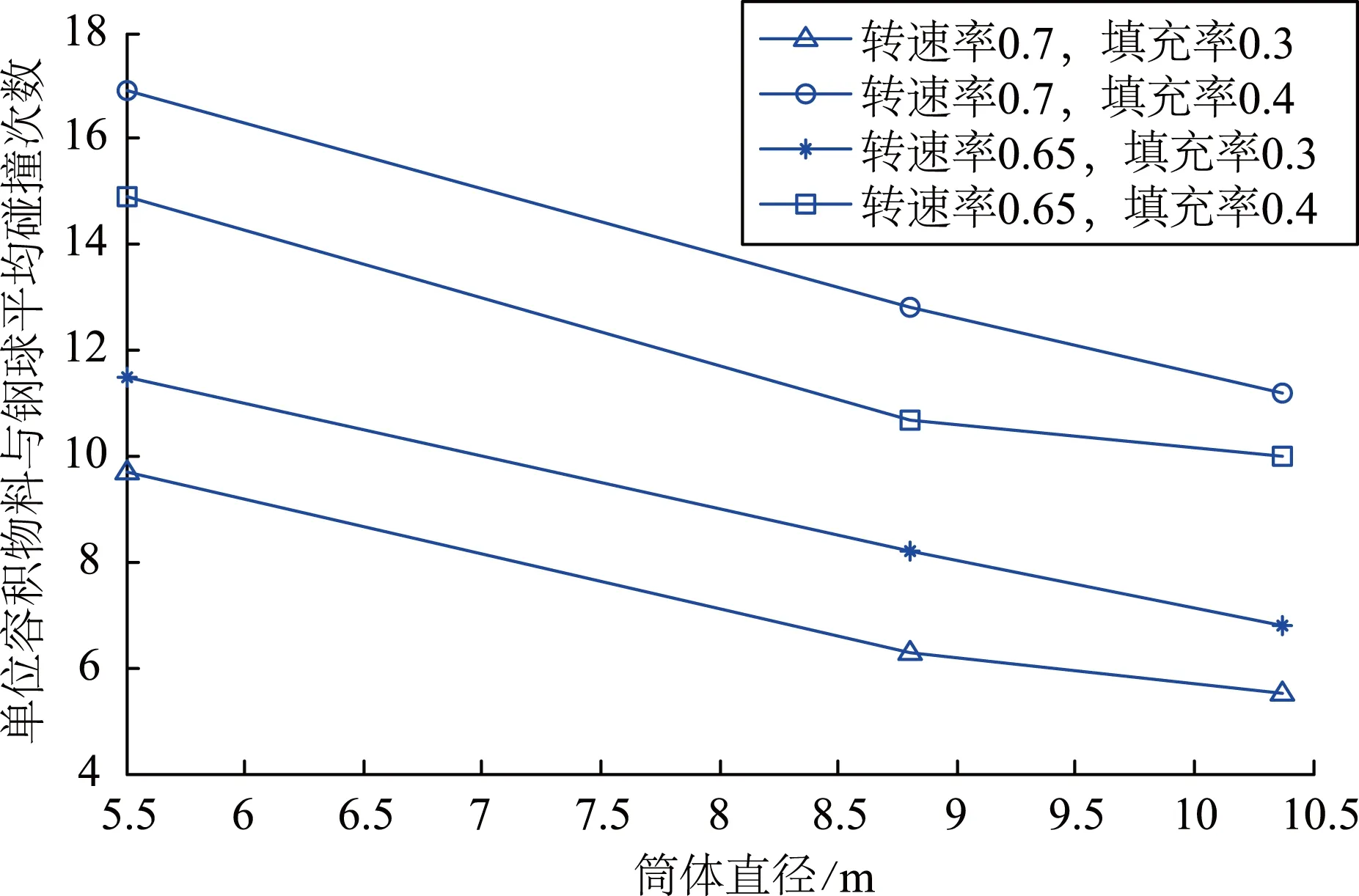
图5 半自磨机筒体直径对单位容积钢球与物料的平均碰撞次数的影响
单位容积物料的平均碰撞次数影响半自磨机单位容积的处理量,单位容积物料与钢球的平均碰撞次数影响半自磨机介质能量的传递效率,由图4和图5可以看出:1)单位容积物料平均碰撞次数随半自磨机筒体直径的增大而减小,随填充率的增大而增大,当转速率为0.65~0.7时,受转速率的影响不大;2)单位容积物料与钢球的平均碰撞次数随半自磨机筒体直径的增大而减小,随填充率的增大而增大,当转速率为0.65~0.7时,受转速率的影响不大。
这说明随着半自磨机筒体直径的增大,半自磨机的单位容积处理量减小了,介质能量的传递效率也减小了。
3 结语
通过理论和仿真分析,得出了半自磨机泻落角和落回角随半自磨机转速率和填充率的变化规律,并指出对于φ10.37m×5.19m半自磨机,当转速率为0.6时,可以避免钢球砸衬板现象;当转速率为0.65~0.7时,应选取较小(0.3)的填充率;当转速率>0.7时,会出现钢球直接砸衬板现象。最后,通过仿真分析验证了随半自磨机筒体直径的增大,半自磨机的单位容积处理量和介质能量传递效率均减小。
[1]杨琳琳,文书明.自磨机和半自磨机的发展和应用[J].国外金属矿选矿,2005(7):13-16.
[2]刘全军,姜美光.碎矿与磨矿技术发展及现状[J].云南冶金,2012,10(5):21-28.
[3]应灵灵,董为民.球磨机介质运动规律的实验研究[D].昆明:昆明理工大学,2009.
[4]吴照银,许伟.半自磨机最佳充填率的探讨[J].冶金设备,2007,10(5):13-16.
[5]李启衡.碎矿与磨矿[M].北京:冶金工业出版社,2002.
责任编辑郑练
ResearchoftheRelatedProblemintheProcessofLarge-scaleofSemi-autogenousMills
TANGYouhua1,DONGWeimin1,SUNYuanjun2
(1.FacultyofMechanicalandElectricalEngineering,KunmingUniversityofScienceandTechnology,Kunming650500,China; 2.JinchuanGroupCo.,Ltd.,Jinchang737100,China)
Accordingtothethreeproblemsthatthesteelballhittingliningboard,unitvolumethroughputandmediumenergytransferefficiencyreducing,whichareappearintheprocessoflarge-scaleofsemi-autogenousmills.Combiningthemovementtheoreticalanalysisofthesteelballanddiscreteelementsimulationanalysis,studythesteelballhitliningboardinsemi-autogenousmills,selecttheappropriaterangeofrotationspeedrateandfillingratetoavoidit,andverifythattheunitvolumethroughputandmediumenergytransferefficiencyofsemi-autogenousmillsarereducingalongwiththeincreasingofcylinderdiameterofsemi-autogenousmills.
large-scaleofsemi-autogenousmills,steelballhittingliningboard,unitvolumethroughput,mediumenergytransferingefficiency
TD453
A
唐友华(1992-),男,硕士研究生,主要从事大型半自磨机磨矿工艺等方面的研究。
2016-01-13
