贝加莱PCC在纸板厂胶水制备设备中的应用
2016-09-07左苏平周晓霞贝加莱工业自动化中国有限公司上海200233
左苏平,周晓霞(贝加莱工业自动化(中国)有限公司,上海 200233)
贝加莱PCC在纸板厂胶水制备设备中的应用
左苏平,周晓霞(贝加莱工业自动化(中国)有限公司,上海200233)
在纸板生产线的胶水制备设备上采用自动化技术,可避免人为因素造成的胶质不稳定,保证粘合纸箱的剥离强度,而且无需专人制胶,还能大大降低生产成本。该文介绍了贝加莱自动化系统和托利多称量装置在纸品粘合胶水制备设备上的应用。该设备配备了以PCC为核心和以称量配料为主要技术手段的自动化系统,实现了制胶、输胶和用胶过程的全自动化控制。概述了该生产线的设备构成、工艺流程和技术要求,重点描述了控制系统的配置和工作原理,特别是比较复杂的中转罐原料称量配料逻辑。
;纸板生产;胶水制备;自动控制系统;可编程计算机控制器;自动称量配料
1 引言
目前,国内大部分纸板厂还在使用传统的人工胶水制备设备,随着市场竞争的加剧,对纸板生产线效率和胶水质量的要求也越来越高,人工制胶方法已不能满足生产需要。本文中介绍的胶水制备控制系统与纸板生产线设备配套,它能够实现对制胶、输胶、用胶过程的全自动化控制。由于按照预先设置的原料配比和工序制备胶水,故能避免因人工操作失误可能造成的胶水品质的不稳定,保证纸箱粘合的剥离强度。此外,自动化制胶系统的效率也大大高于人工制胶,可满足高速生产线的工艺要求。
2 胶水制备设备和工艺概述
2.1主要设备
如图1所示,胶水制备线的主要工艺设备由储备罐(包括淀粉、碱液、树脂三个罐)、中转罐(包括硼砂、碱液、树脂三个罐及其共用的称量装置)、一个主罐及其称量装置和四个成品罐及其计量装置组成。
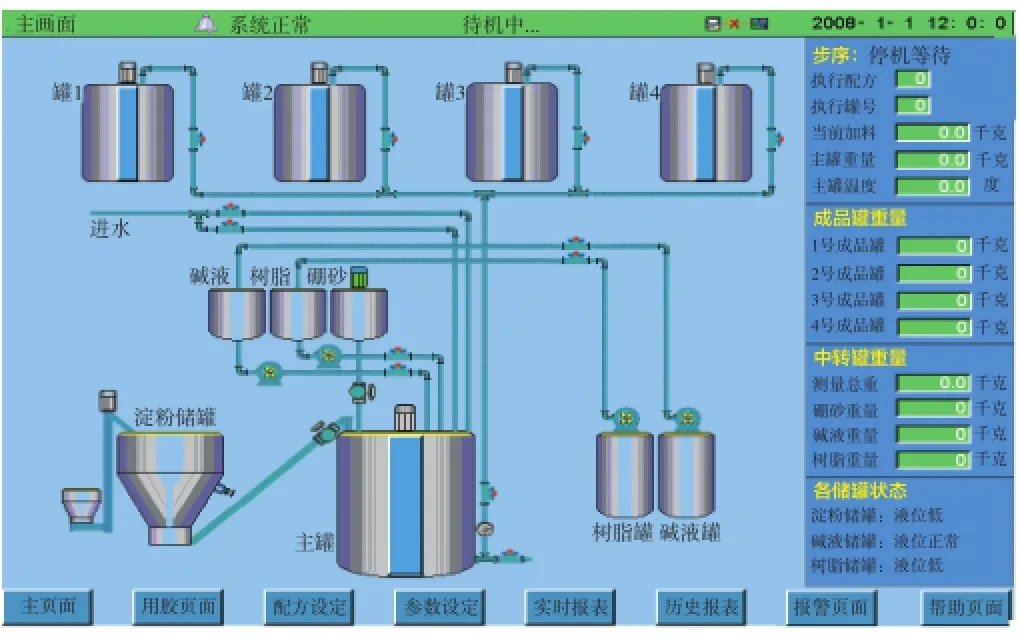
图1 胶水制备线的主要工艺设备及流程
该胶水制备线设有化碱系统(采用碳钢罐体)、搅拌装置、碱液贮槽和2台碱液泵,碱液中转罐以及管道均采用不锈钢。片碱化成液碱后,贮存在碱液贮槽里。碱液中转罐的液位可以由PCC自动控制,当低于设定低限时,将自动启动碱液泵从碱液贮槽进行补给。
淀粉贮罐为碳钢罐体,配备了螺旋输送机、振动给料器,装设了高、低料位传感器。主罐装备了蒸气加热装置和自动温度控制系统,配置有温度检测元件、二次温度仪表和蒸气切断阀,并采用PCC来控制温度。
各用胶点贮罐设有液位检测和搅拌装置。各胶水储罐的胶水重量可以在制胶房的触摸屏上实时显示和监视。
2.2工艺流程概述
如图1所示,首先从硼砂、树脂以及碱液的存储罐往中转罐加料:上述三个中转罐都固定在一个由3个传感器支撑的架体上,它们共用一套称量装置。常温下树脂和碱液均为液体,它们的中转储罐都设有最高位和低位浮球。第一次只加树脂,当其液位到达高位浮球位置时停止加料,此时中转罐称量仪表显示的重量就是树脂的重量,也是其最大值。第二次同样也只加碱液,当其液位到达高位浮球位置时停止加料,此时仪表显示的重量减去第一次加的树脂的重量,即为碱液的重量。把这个计算出来的值保存为碱液当前重量。硼砂是固体,采用人工将硼砂加入到硼砂中转罐中,但也以同样方式计量。在淀粉的储蓄罐中,设有高、低料位传感器和振动器,当到达高料位时,不能再往储罐中加淀粉,低料位信号则提示加料。振动器的功能是把淀粉振松,振散,防止淀粉架桥。低于最低料位置时,会自动启动振动器将罐壁附着的淀粉振动下来。
生产胶水时,除需先后分数次往主罐中加入一定比例的清水和淀粉作为基料以外,其它主要就是加入硼砂、树脂和碱液。这三种配料,都是单独添加,如果当前在加碱液,中转罐的重量会变小,这个差值就是注入主罐中的碱液的重量。而中转罐中当前的碱液重量就是原来的重量减去注入主罐中的碱液的重量。保存这个值为当前的碱液重量。
其它两种物料也以同样方式加入主罐。
每一条纸板生产线其实只需要一种规格配方的胶水,不同的纸板生产线所对应的配方也不一样。目前该胶水设备配设了4个成品罐(带有蒸汽加热装置),每个成品罐中胶水的配方都不一样,这4个罐分别位于不同的纸板生产线旁,与主罐通过管道连接,并通过空气泵把加热后的胶水从主罐中吸到相应的成品罐中。
该系统设有配方自动修正功能,当加料时,可以通过屏幕监视加料过程中的偏差,并自动根据配方的比例修正后面的加料比例,以保证配方的准确性;可以与用户的生产管理系统实现数据通讯,通过参数设定,自动根据待生产的定单情况来确定制胶量,以减少胶水的浪费;在初次输入配方后,当用户需要调整配方的时候,无需再去计算物料的变化,只需直接输入胶水的变化结果,程序即可自动修改配方;设有自动吹胶功能,当每罐胶水输送完毕以后自动吹胶并复位系统,以避免胶管堵塞。
3 胶水制备自动控制系统
3.1系统构成与配置
如图2所示,该控制系统以贝加莱的B&R 2003系列PCC为核心,采用触摸屏为人机界面,与梅特列-托利多的PANTHER称量仪表、主罐温控仪表以及加水控制和淀粉输送控制装置等结合而组成。此外,该系统还配备了一些泵、切断阀、液位和料位传感器。
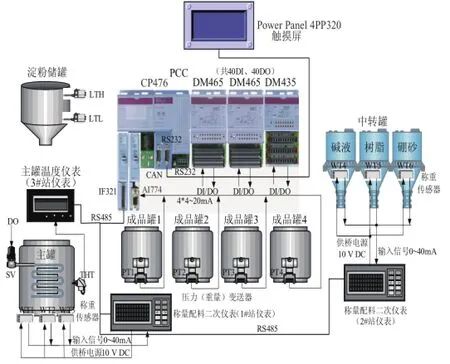
图2 胶水制备设备自动控制系统的构成
该PCC配置了1块BP704(4槽底版),其CPU安装在底板的最左端,选用带24V DC电源的双宽度模块CP476,该模块上附有RS232和CAN接口各一个,并有状态指示灯,同时还有4个旋入式模块的插槽,需要扩展时将旋入式模块插入到插槽中并用紧固螺丝固定。旋入式模块可以是模拟量或数字量模块,也可以是通讯扩展模块。
其中1个插槽插入IF321,配置有1个RS485/RS422接口,用于实现与1#、2#和3#仪表站的数据通讯;另1个插入AI774(4路模拟量输入模块),用于采集4个成品罐的胶液液位(对应于重量)数据。此外,该PCC还配置了2块DM465(16路输入和16路晶体管输出数字量混合模块)和1块DM435(8路输入和8路晶体管输出数字量混合模块)。该系统的操作监视人机界面(HMI)选用1台Power Panel 4PP320.1505-31彩色TFT15"触摸屏(24V DC,配置1个Ethernet 10/100M、1个RS232和2个USB接口)。
称重装置选用了两套梅特勒-托利多(Mettler Toledo)的多斗多料配料称重仪表(型号panther 2000 T600,最大称量选择量程为5~10,000kg,分度值为0.005~10),主罐用一套,中转罐共用一套。每套称量仪表由称重传感器3只和带有逻辑控制功能的二次仪表(含传感器供桥电源)构成。它们具有精度高、可靠性好、专业的物料处理能力和人机界面友好等特点,对提高生产效率起着重要的作用。梅特勒-托利多的控制方案采用了先进的总线技术,可以方便地使用PROFIBUS、RS232、RS485或Modbus-Plus等现场总线实现与相关PLC(或PCC)系统的高速数据通讯,构成的称重配料系统实时性强、可靠性高、组态灵活,可以方便地满足各类用户对称重配料的需求。
主罐的胶水温度控制单元配置了一个铂电阻测温元件、一台蒸汽控制阀和一台温度二次仪表;加水控制设置了快/慢加水阀各一台;淀粉输送控制配备了螺旋输送机和振动给料器,并设有高、低料位传感器。
3.2系统工作原理及主要功能
3.2.1系统工作方式
该系统设有手动和自动两种工作方式,生产前可预设,并可在生产过程中根据需要互相切换。当每罐胶水输送完以后,将进行自动吹胶。该系统高度自动化的设计,可以实现制胶和用胶过程的全自动控制,从胶水的需求、配方参数、配制直到输送均由PCC全过程控制,无需专人操作。
3.2.2主要功能及特点
该系统具有多配方存储、自动选择配方、参数设置、多种成本报表、自动称量注料和配料控制、自动输胶控制等主要功能。
设有配方自动修正功能。当加料时,可以通过操作屏幕监视加料过程中的偏差,并自动通过改变配方的比例来修正后续的加料比例,以保证配方的准确性。
该系统还可与客户的生产管理系统实现数据通讯。通过数据交换,根据拟生产的纸制品订单自动确定制胶量,以减少胶水浪费。当初次输入配方后,如客户确需调整配方,也无需重新计算物料的变化,只需直接输入胶水的改变结果,程序即可自动地去修改配方。
外接USB存储设备,完整地记录了多个重要工艺参数的历史数据。
3.2.3自动称量配料的工作原理
自动称量配料单元是该制胶控制系统的核心部分,它决定了胶水的配制质量和生产效率。该系统采用了两套梅特勒-托利多的电子称量装置,它的二次仪表与PCC结合,来实现对所有物料称量注料和配料的控制,以更精确地控制整个配料过程,保证胶水配方得到准确的执行。
考虑到PCC的CPU与各仪表站之间的数据通讯采用了速率较低的RS485串行通讯方式,如让PCC承担称量值的数字滤波,则它在每次程序扫描周期中必须对各PANTHER称量终端连续进行多次数据采集,并需花费较长的时间,这可能影响到称量值数字滤波的准确性并直接影响到称量结果。因此,在系统设计中安排PANTHER称量终端承担称量值数字滤波任务,它独特的TraxDSPTM数字滤波功能也完全能够胜任此项任务。PCC在每一扫描周期中仅需通过RS485总线网络从PANTHER终端采集已经通过数字滤波的单个重量数据并进行后续处理(可参见流程图3和图4)。

图3 中转罐称量注料程序流程图
(1)中转罐称量注料和胶水配料
硼砂、树脂和碱液中转罐的体积均不大,由于称量工艺的需要,它们被固定在一个由3个称量传感器支撑的台面上并共用一套称量仪表。其进出料管道全部采用金属软管连接,以避免附加应力影响称量精度。

图4 胶水称量配料程序流程图
梅特勒-托利多的3个称量传感器的量程各为1000kg,精度为0.05%,称量系统综合精度为0.5%,该传感器的重量输出信号并联后(0~40mA)输送至PANTHER工业称重终端(二次仪表),该终端内的高精度稳压电源作为上述传感器的供桥电源,PCC通过RS485总线网络数据通讯可对其进行称量配料参数的设置和采集;PCC还通过数字量输入和输出接点控制各加料泵、给料器的起/停、加料电磁阀的开闭(如图5所示)。PANTHER采用△-∑模数转换及数字处理技术,为工业称重需求提供多种应用方式:称重显示、检重、分选、定值控制等。PANTHER称重终端所独具的TraxDSPTM数字滤波专利技术能得到实时稳定的重量值,即使在所联接的秤体上附有运动设备,也可以通过调节称重终端的参数而使其得到真实的重量数据。PANTHER称重终端可应用于恶劣的工业环境。
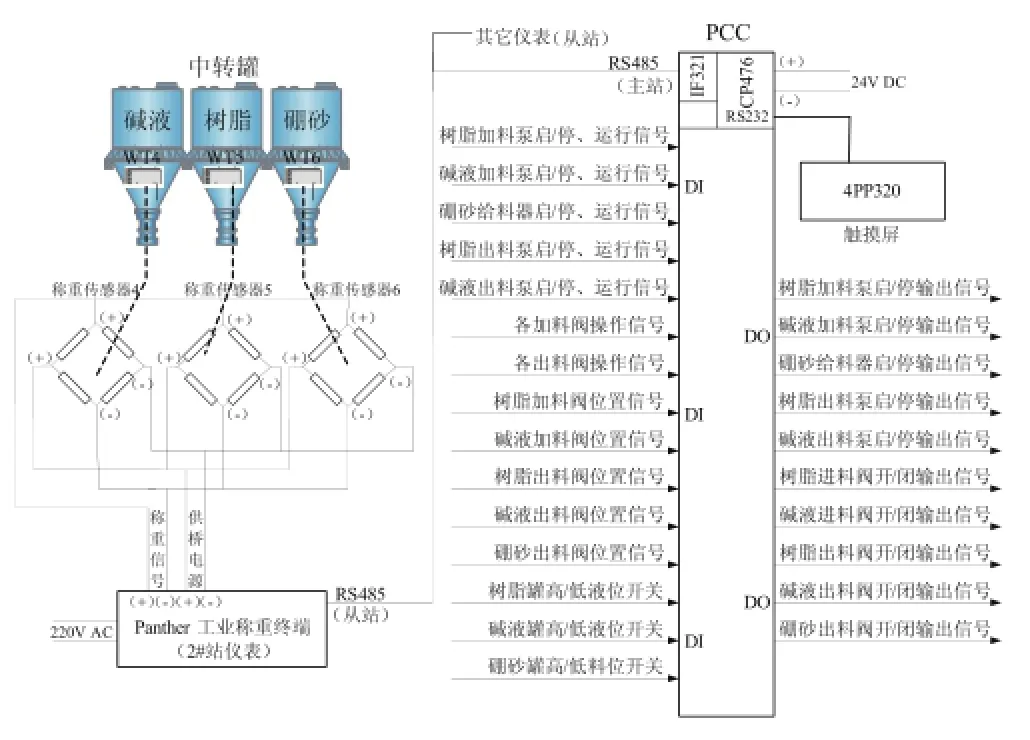
图5 中转罐称量注料/配料控制单元简化原理图
由2.2节工艺流程中所述,按照事先输入的制胶配方,在PCC的控制下依次从存储罐分别往中转罐加树脂、碱液和硼砂,并根据工艺要求从中转罐分别往主罐加入树脂、碱液和硼砂;通过多次称量和计算得到该三种物料的实际配料重量值。其称量注料和胶水称量配料的程序流程图分别如图4和5所示,这两幅图中的逻辑是连续的。
(2)主罐称量
采用梅特勒-托利多的传感器和PANTHER工业称重终端,主罐采用3只传感器把主罐托起,其重量输出信号并联后接至该二次仪表上,测量主罐的重量。每只传感器的量程为2000kg,精度为0.05%,该称量系统精度为 0.5%,可以在HMI触摸屏上设置称量参数。
(3)成品罐称量
由于对成品罐重量的测量精度要求不高,故采用间接称量方式。即在每个罐底部的引出测量管道上各装设一台压力变送器(输出信号4~20mA),满量程对应于2000kg,精度优于1%。通过压力变送器间接测量成品罐内的液体高度,然后根据罐的几何尺寸和相关液体的密度计算出各罐内的物料重量。
(4)配料误差补偿
该系统采用PCC逻辑控制各气动加料阀门的动作,由于加料阀门的动作延迟和物料的落料延迟,如不采取对应措施将可能导致物料控制偏差,因此,系统中采用了配料误差补偿程序进行调节,可较好地控制精度。
3.2.4加水控制
胶水工艺配方中要求水的加入量较大,若要减少加料误差,则加料速度不能过快,但加料速度过慢又会影响制胶效率,因此系统设置快/慢加水方式自动切换。在快加水方式时,快加水阀门打开,保证加水效率,在动态计量值接近设定值之前自动切换到慢加水控制方式,以保证控制精度。
3.2.5淀粉输送控制
在淀粉储蓄罐中,配备了螺旋输送机和振动给料器,设有高、低料位传感器。振动器的作用是把淀粉振松,振散,以免加料时结块;当有高料位信号输出时,不能再往贮罐中加淀粉,而当低于最低料位时,系统则自动报警并启动振动器自动给料。该系统设有淀粉缺料、加料故障、加料超时、超温以及设备故障等报警信号。
3.2.6主罐胶水温度控制
为保持主罐内胶水的流动性,除配备了搅拌装置外还设置了蒸气加热和相应的温控设备。该温度控制单元配置了一个温度测量点(采用铂电阻测温元件)、一台蒸汽控制阀和一台带RS485总线通讯接口的温度二次仪表(参见图2),温度设定范围为10℃~50℃(可由触摸屏设置),控制偏差在+/-2℃内。PCC与该测温仪表通过RS485总线进行数据通讯,它们互相配合按预先编制的程序实现二位式带死区的间断温度自动控制。
4 结束语
该系统由于采用了具有分时多任务处理机制的PCC和高精度的称量装置,保证了其某些快速任务的循环执行和称量配料的精度。应用先进的自动化技术,确保了胶水质量的稳定性和粘合纸箱的剥离强度,并降低了生产成本。该设备投产后运行正常,故障率极低。
;
[1]齐蓉.可编程计算机控制器原理及应用[M].西安:西北工业大学出版社,2002.
[2]齐蓉,肖维荣.可编程计算机控制器技术[M].北京:电子工业出版社,2005.
[3]樊惠芳.一种新型可编程序控制器 PCC[M].北京:电子工业出版社,2007.
[4]刘光伦,张兆毅.S7-300 PLC在自动配方生产过程中的应用[J].自动化信息,2014(1).
[5]何正兵,李秀英,龚有明.称重控制装置在集装箱灌装物流系统中的应用[J].自动化信息,2014(6).
Application of B&R's PCC in Gluewater Preparation Device of Paper Board Mill
The application of automation technologies in glue water preparation equipment of paper board production line can avoid the instability of glue quality caused by human factors,and ensure the peeling strength of conglutinant cartons.Moreover,no special people are needed to make glue,which significantly reduces the production cost.The applications of the B&R's automation system and the Toledo's weighing devices in the gluewater preparation equipment for paper products agglutinating are described in this paper.The device is equipped with the automation system by taking the PCC as the core and the weighbatching as the primary technological means,which realizes the fully automatic control for the processes of gluewater making,conveying and using.The authors provide an overview of the equipments composition,technological process and technical requirements of the production line with the emphasis on the descriptions of the configuration and working principle of the control system,especially on the relatively complicated materials weighing and batching logics of the intermediate tank.
Paperboard manufacturing;Gluewater preparation;Automatic control system;Programmable Computer Controller(PCC);Automatic weighing-batching
B
1003-0492(2016)07-0090-04
TP29
左苏平(1980-),女,现任贝加莱工业自动化(中国)有限公司技术部资深工程师。曾先后在和利时工业自动化有限公司和贝加莱工业自动化(中国)有限公司工作,一直从事工业自动化方面的技术工作,主要技术专长为基于贝加莱APROL和PCC的过程控制系统设计和调试。
周晓霞(1966-),女,现就职于贝加莱工业自动化(中国)有限公司,从事媒体协调与市场支持工作。
