10000m3减压渣油罐现场安装技术
2016-09-05张瑞达
张瑞达
(广东寰球广业工程有限公司, 广东 广州 510655)
10000m3减压渣油罐现场安装技术
张瑞达
(广东寰球广业工程有限公司, 广东 广州 510655)
介绍10000m3减压渣油拱顶储罐底板、罐壁、拱顶在项目现场的预制,和储罐的组装、焊接工序流程,以及充水试验的详细施工流程。
减压渣油储罐 ;组装 ; 充水试验
常压储罐在项目现场的安装制备是项复杂的施工工艺,安装方法具备多样性,另外,在项目现场制作安装储罐容易受到外界因素(气候条件)的影响。结合项目工程实例,本文介绍10000m3减压渣油拱顶储罐的现场组装过程。
1 储罐施工准备和基本工序流程
1000m3减压渣油拱顶储罐主要设计参数如下:内径28000mm,储罐高度16900mm,储存介质:减压渣油,主要受压元件的材料为Q345R 和Q235B。储罐现场施工的主要工序流程为:施工准备-基础复验-基础放线-材料检验-储罐壁板、罐底板、罐顶板的下料和预制-铺设环形边缘板和中幅板-焊接环形边缘板外端300m的焊缝并经探伤检测-顶层壁板的组对、焊接-包边角钢与罐顶板的组对、焊接、检测-临时拱顶支撑架的安装-储罐顶板的组对、焊接、检测-电动倒链提升装置的组装-剩余壁板的组焊-焊接中幅板-其余边缘板对接焊缝的焊接、探伤-龟甲缝的组焊、探伤-检验储罐-充水试验-涂漆防腐及保温-验收。
储罐的主要施工准备工作包括:施工材料、施工设备、施工人员的准备、施工技术的准备工作,以及施工现场水、电、路、通讯和工场地平整的准备。
2 储罐的预制
2.1 底板预制
(1)在准备预制储罐底板前,应先根据工程图纸的要求和底板尺寸进行排板,且适当放大罐底板的排板直径,其中环形边缘板放大0.15%,中幅板放大0.1%;
(2)保证罐底边缘板最小直角边以及沿着罐底半径方向的最小尺寸L的大小,使L≥700mm;
(3)保证中幅板在宽度和长度方向的尺寸大小,其中宽度≥1000mm,长度≥2000mm;
(4)适当错开底板相邻焊缝之间的距离,保证焊缝之间的错开量≥300mm;
(5)严格控制中幅板和边缘板的几何尺寸偏差,使其符合GB 50128-2014[1];
2.2 壁板预制
(1)储罐各带壁板的纵向焊缝逐圈相互错开,错开量应取板长的1/3,并且不小于300mm;
(2)控制罐底边缘板对接焊缝与储罐底圈壁板纵焊缝的错开量≥300mm;
(3)清扫口预制完毕并检验合格后应进行整体消除应力热处理[2];
(4)严格控制壁板的尺寸偏差,使其符合GB 50128-2014[1];
(5)根据各壁板的曲率半径滚弧,将滚弧预制好的壁板立在平台上,检查外形尺寸(弧度、平直度)偏差。
2.3 拱顶预制
(1)拱顶预制前,先绘制排板图,排板时应控制拱形顶板任意相邻焊缝之间的距离,使其大于或等于200mm;
(2)在胎具上组装加强肋,先组装径向加强肋,后连接环向肋。肋板与顶板之间的空隙应保证在2mm以内。
3 储罐的安装
根据项目施工条件,利用倒装法组装减压渣油储罐,主要施工流程为:在罐底的限位板上组装顶圈罐壁,在临时拱顶支架上组装顶板,利用电动倒链提升拱顶和顶圈壁板,组焊下一圈壁板,反复操作,直至完成全部壁板组焊。
3.1 罐底组装
在铺设罐底板前,复核储罐基础的几何尺寸,确保符合项目及规范要求。检查合格后,利用经纬仪确定边缘板的外圆周线。
底板铺设时按下述形式进行:
3.1.1 铺设垫板
根据排板图确定垫板位置后开始铺设,并在上表面标识中心线,用于确保精准铺设中幅板及边缘板。由于龟甲缝位置会有较大的收缩变形量,应在此处预留30mm的空隙。
3.1.2 铺设中幅板
铺设中幅板前,复核中幅板的几何尺寸及外观。以铺设好的垫板中心线为基准,从中心向两端铺设中幅板,如图1所示。其大致铺设顺序为:Ⅰ-Ⅱ-Ⅲ-Ⅳ-Ⅴ,每排中幅板铺设顺序为:1-2。焊接中幅板前打磨处理焊接坡口。组对坡口时,控制其错变量在允许偏差值(±1mm)内。
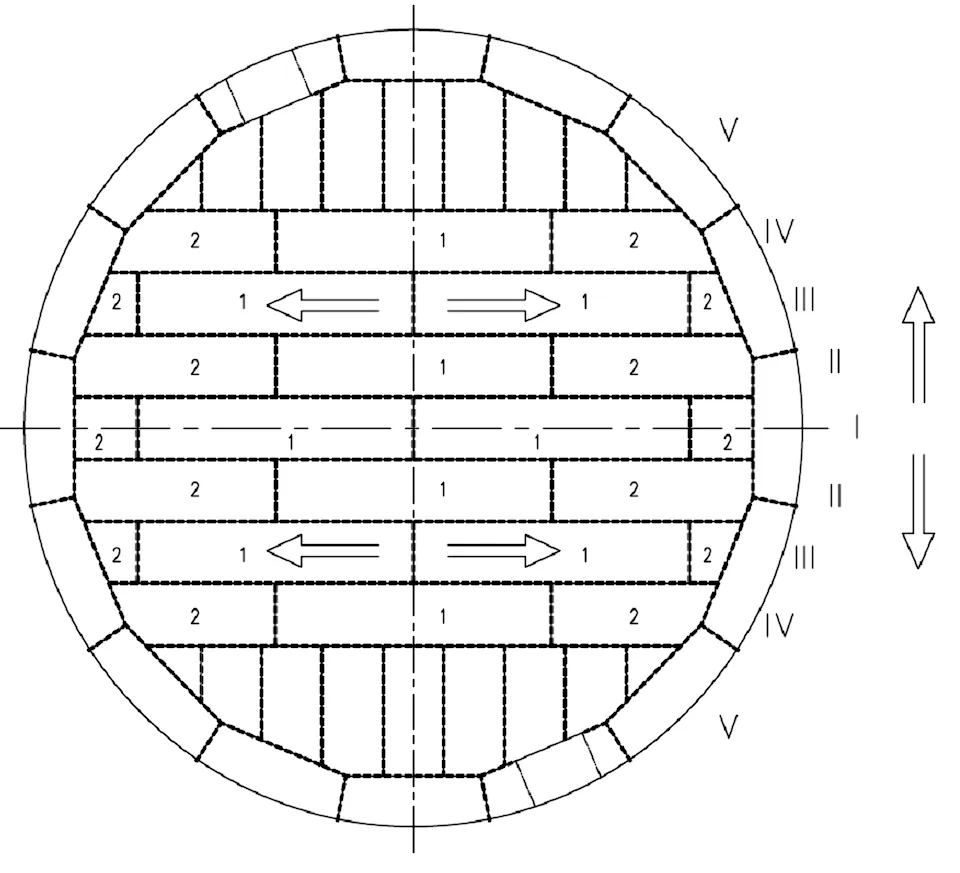
图1 中幅板铺设顺序
3.1.3 铺设边缘板
以边缘板外圆周线及铺设好的垫板中心线为基准线铺设边缘板,边缘板的外圆在铺设时始终保持对齐,同时控制边缘板内外侧的间隙,其中内侧间隙在8~12mm间,外侧间隙在6~7mm间。调整组对边缘板后,为了在焊接龟甲缝时方便下料,画出内侧延长线。在边缘板之间安装防变形板,防止焊接时产生的过大变形量。
3.2 顶圈壁板的组装
在组装罐壁前,应复验预制好的顶圈壁板的各项几何参数,合格后根据工程图纸的排板依次吊放在限位板上;如需校正几何尺寸,应避免出现锤痕。顶圈壁板组装完毕后,应检验其上下周长、水平度和垂直度是否满足工程规定及规范要求,合格后焊接纵缝。检验顶圈壁板的组装质量后,在顶圈罐壁上组装包边角钢。
3.3 拱顶组装
在罐底搭设的临时支撑圈胎架上组装拱顶。在组装前,根据罐顶工程图纸的排板等分包边角钢和临时胎架,确定位置线后在等分线上组装挡板;在罐体0°、90°、180°、360°四个方位上定位好拱顶板,沿着同一方向均匀铺设其他拱顶板,并调整好顶板之间的搭接位置。
4 储罐的焊接
4.1 储罐底板的焊接
(1)对边缘板外侧300mm的焊缝施焊,并进行检测(PT,MT和真空试验)。在底圈壁板与边缘板之间的角焊缝焊接完毕后,完成边缘板对接焊缝剩余部分焊接工作。为了控制焊缝收缩变形,在储罐圆周方向上预留6个焊缝口做为补偿焊缝收缩变形的收缩缝,并在最后焊接,打底焊采用跳焊法焊接收缩缝。为了控制边缘板变形,在其外侧设置引弧块。
(2)焊接中幅板时,短焊缝焊接完毕后,才进行长焊缝的焊接工作,采用焊条电弧焊打底,埋弧焊自动焊填充的焊接方法,采用跳焊法焊接初层焊道。
(3)组焊大角焊缝前,应先检查底圈壁板的垂直度。根据罐体周长等分安排若干名焊工,沿着相同方向采用跳焊法焊接罐壁内侧初层焊道,之后焊接罐体外侧角焊缝。大角焊缝在整个储罐中是受力最为集中的部位,属于高应力集中区,必须严格控制焊接质量,焊脚高度不能低于设计值,采用砂轮机打磨内侧焊缝,保证焊缝的圆滑过渡,并对其磁粉探伤。
(4)在大角缝、边缘板剩余对接焊缝焊接完毕后,开始焊接龟甲缝。为了防止龟甲缝焊接时产生过大的变形,安装龙门板加背杠。焊接龟甲缝时,安排均布的焊工沿着相同的方向焊接焊缝。
4.2 罐壁的焊接
先立向往上焊接外侧罐壁纵焊缝,之后采用砂轮机对罐壁内侧进行清根处理,再施焊。完成相邻罐壁纵焊缝的施焊后,开始焊接相邻量圈壁板的环焊缝,进行环焊缝的施焊时,沿圆周方向安排若干名焊工沿着相同的方向焊接焊缝。
4.3 拱顶的焊接
根据图纸检查拱顶板排板位置和搭接量无误后,自下而上点焊固定顶板位置。隔条径向焊缝对称施焊,焊接顺序为先内侧后外侧。
5 充水试验
在储罐投用前,充水试验是检验储罐组焊质量的重要环节。充水试验前的准备工作如下。
(1)按照项目规定及设计规范复验罐体的几何尺寸和焊接质量,不允许在与严密性试验有关的焊缝上涂刷油漆。
(2)检查罐体的附件(开孔接管、人孔、梯子平台等)及其他与之相焊的构件是否完工,按规定检验通过。
(3)检查罐底板的平整度,控制凹凸变形量在50mm以内。
(4)检查临时供水管线系统和排水措施是否完善。试验用水为洁净淡水,水温不低于5℃。
进行储罐充水试验时的检验事项如下:
(1)检查罐底的严密性:以罐体焊缝无渗漏为合格,重点观察大角焊缝处、基础排水点、及底板与基础之间的渗漏情况。
(2)检查罐壁的强度及严密性:不断充水至罐体的最高液位,并保持48h以上,检查罐壁的渗漏和变形情况,无渗漏及无异样可判定为合格。
(3)固定拱顶的严密性和强度试验:当充水至最高液位以下1m时,放慢充水速度同时升高罐体内压力至试验压力,当罐壁没有出现渗漏现象及异样变形,可判定为合格。
(4)固定拱顶稳定性试验:当充水至设计最高液位之后,采用放水的方法进行检查。进行试验时,缓慢降低罐体内的压力直至试验负压,当罐壁没有出现异样变形,可判定为合格。
6 结语
本文结合10000m3减压渣油罐在现场组装实例,详细阐述储罐预制、安装和焊接,以及充水试验的工序流程,并围绕如何控制储罐组焊时产生的变形给出了施工上的建议。储罐的施工主要要求是在保证质量的前期下,缩短施工周期、提高经济效益和安全性。所以在施工期间必须始终做好过程控制,在储罐组装的各个环节中严格控制施工质量。
[1] 中国石油天然气总公司.GB 50128-2014, 立式圆筒形钢制焊接储罐施工规范[S].北京:中国计划出版社,2014.
[2] 中国石油天然气集团公司.GB 50341-2014, 立式圆筒形钢制焊接油罐设计规范[S].北京:中国计划出版社,2014.
(本文文献格式:张瑞达.10000m3减压渣油罐现场安装技术[J].山东化工,2016,45(12):92-93,95.)
10000m3Vacuum Residue Dome Tank Assemble Technique on Site
Zhang Ruida
(HQC(Guangdong) Company, Guangdong, 510655,China)
The paper mainly introduced preparation of 10000m? vacuum residue dome tank bottom plate, shell plate and roof plate. Meanwhile, the paper discussed process flow of tank assemble, welding and hydrostatic test.
vacuum residue dome tank;assemble;hydrostatic test
2016-04-15
张瑞达(1988—),广东梅州人,现工作于广东寰球广业工程有限公司,担任助理工程师,硕士学位,研究方向为化工机械设备高效节能与可靠性。
TQ050.7
A
1008-021X(2016)12-0092-02
