基于S7- 400PLC的三盘磨浆机控制系统的应用与实现
2016-09-05邱锦强刘庆立胡连华
汤 伟 邱锦强,* 刘庆立 胡连华
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学自动化研究所,陕西咸阳,712000)
·盘磨机控制·
基于S7- 400PLC的三盘磨浆机控制系统的应用与实现
汤伟1,2邱锦强1,2,*刘庆立2胡连华1,2
(1.陕西科技大学电气与信息工程学院,陕西西安,710021;2.陕西科技大学自动化研究所,陕西咸阳,712000)
以制浆生产线为背景,以三盘磨浆机为主要控制对象,基于S7- 400PLC、Profibus-DP总线、工业以太网通信技术构建DCS,实现对磨浆机的全自动控制。实际运行效果表明,该方案不仅进刀时间短、调节速度快、超调量小,而且可以有效地保护盘磨机的磨盘。
盘磨;占空比;恒功率
打浆是制浆造纸过程中的一个关键环节,通过改变纤维的物理结构和物理化学行为来改善纤维特性,从而使抄造的纸张具有一定特性。由于原料多种多样,同时打浆过程中还存在着很多扰动,这些因素会影响成浆质量,因此有必要对打浆过程进行自动控制。
对于打浆控制已研究了很多先进的控制方式,鉴于成本、硬件稳定性、算法实现性的考虑,国内的打浆控制在很长的一段时间内仍然是以恒功率控制方式为主。恒功率控制也称棒-棒控制,控制流程是根据公式计算得到2个门槛功率,低功率段快速进刀,高功率段慢速进刀,设置的慢速进刀的占空比是快速进刀占空比的1/4。但是恒功率控制方式具有粗略、开环的缺点,其控制效果不稳定,其设计的门槛功率也让系统的参数整定变得更困难。本课题针对该缺点对控制方式[1]进行改进,设计了基于S7- 400PLC的三盘磨浆机控制系统,本文对此进行介绍,以供参考。
1 三盘磨浆机控制系统
1.1控制原理
在稳定控制纸浆浓度和流量的基础上,通过检测打浆设备主电机功率传感器,动态地对打浆设备的刀距进行调节从而实现对三盘磨浆机设备的控制[2]。
通过调节出口定盘的移动,使动盘两侧产生压力差,从而间接调节动盘的移动,达到调节盘磨间隙的目的。间隙调节装置为涡轮蜗杆调节装置,调节电机为0.25 kW的变频器专用VPWM电机。在工业过程控制中,常规的PID控制器因为其自身特性占据了95%的工业过程,但是其最大的缺点就是PID参数难以整定,并且一般情况下都会产生超调,而进刀过大,使磨盘间隙过小,严重时会发生碰刀事故,显然在盘磨机进退刀的控制上超调非常危险。
但是简单的恒功率控制不够灵活,对纸浆浓度、流量等其他因素的变化比较敏感,不能简单有效地控制盘磨机。为此笔者在项目中结合具体设备,对恒功率控制进行改良,设计了随功率变化的脉冲控制器[3- 4]。
1.2脉冲控制器的设计
为了使盘磨机从启动开始迅速进入到正常磨浆状态,将整个过程分为3个阶段进行控制。同时需要确定3个功率值,分别是空载功率P0、有效功率PE、正常工作功率PW。空载功率即盘磨主机电机空转未拖动负载时的功率;有效功率是快速进刀阶段后盘磨机的主电机功率;正常工作功率是满足工艺要求(一般为打浆度指标)的情况下,盘磨机主电机的工作功率。
盘磨机启动过程如图1所示。由图1可以看出,盘磨机启动过程分3个阶段:①主电机启动至稳定状态。由于三盘磨浆机配用的主电机功率较大,需要通过软启动器启动,当主电机开启之后,功率稳定在空载功率P0时,才能够开启上浆泵。避免浆料泵送过早导致主电机带负载启动而导致启动失败。所以此阶段,盘磨机功率设定为空载功率P0。②主电机功率上升到有效功率PE阶段。上浆泵启动之后,盘磨机开始进料,此时盘磨机主电机功率开始上升,当流量、压力、浓度等过程变量都上升至最低打浆界限时,调节电机开始进刀,功率开始上升。三盘磨浆机的定盘及动盘的初始磨盘间隙较大,盘磨机的空转、机械摩擦、纸浆的泵送以及浆料温升消耗了大部分的功率。有效功率PE是这些损耗功率的和,当盘磨机主电机功率超过有效功率PE时,对浆料才有打浆效果。③进入正常工作功率阶段。当盘磨机主电机功率达到有效功率PE时,停止进刀,进退刀的选择、快慢速的切换由控制算法决定。此时,动盘与定盘间隙较小,为了保护磨盘,同时为了保护这个阶段控制器控制效果的平稳性,功率设定值不能突变,而是沿着斜坡攀沿上升的。这样可以保证实际功率也是平稳上升的。

图1 盘磨机启动过程中功率设定值的变化图
由上述3个阶段可以看出,盘磨机控制中,最重要的是由有效功率PE过渡到正常工作功率PW的过程,如何保证这一阶段平稳安全并且准确地到达设定状态,是盘磨机控制的难点也是最重要的一部分。
为此,专门设计了盘磨机进退刀控制算法,定义了误差百分比e,其定义公式见式(1)。
(1)
式中,e代表实时功率值与设定值的差值在整个量程中所占的百分比,SP为设定的正常工作的磨浆功率,PV为盘磨机主电机实时功率,SPMAX为盘磨机主电机的最大功率。
e越大则代表盘磨机的当前功率距离设定的工作功率的差值越大,所需要的脉冲的占空比越大;e越小则表示越接近工作状态,进刀脉冲占空比不能过大。因此,e值的大小就可以表示盘磨机当前状态下需要进行进退刀行程的大小,可以e为核心变量构建脉冲控制器。
随着工艺要求的不同,磨浆所需要的功也是随之变化的,但是盘磨机主电机功率范围是固定的(0~375 kW)。使用设定值与实时值的差值绝对值与测量范围的比值进行脉冲触发器的构建,可以避免在设定值不同时产生不同的控制效果。
之后,在e的基础上构建占空比(一般用q表示)函数。设计原则是当e值越小,变频器输出给调节电机的脉冲占空比越小。当e值接近设定值时,设计一个固定占空比为1/10,并且在设定值附近设计一定的死区。
设计脉冲基本长度为2 s,经过调试得到用于调节间距的占空比表达式见式(2)。
(2)
式中,q表示的是输出脉冲的占空比。
当SP值不变时,随PV值逼近SP值时,以一次调试过程为例,脉冲占空比随PV的变化如图2所示。
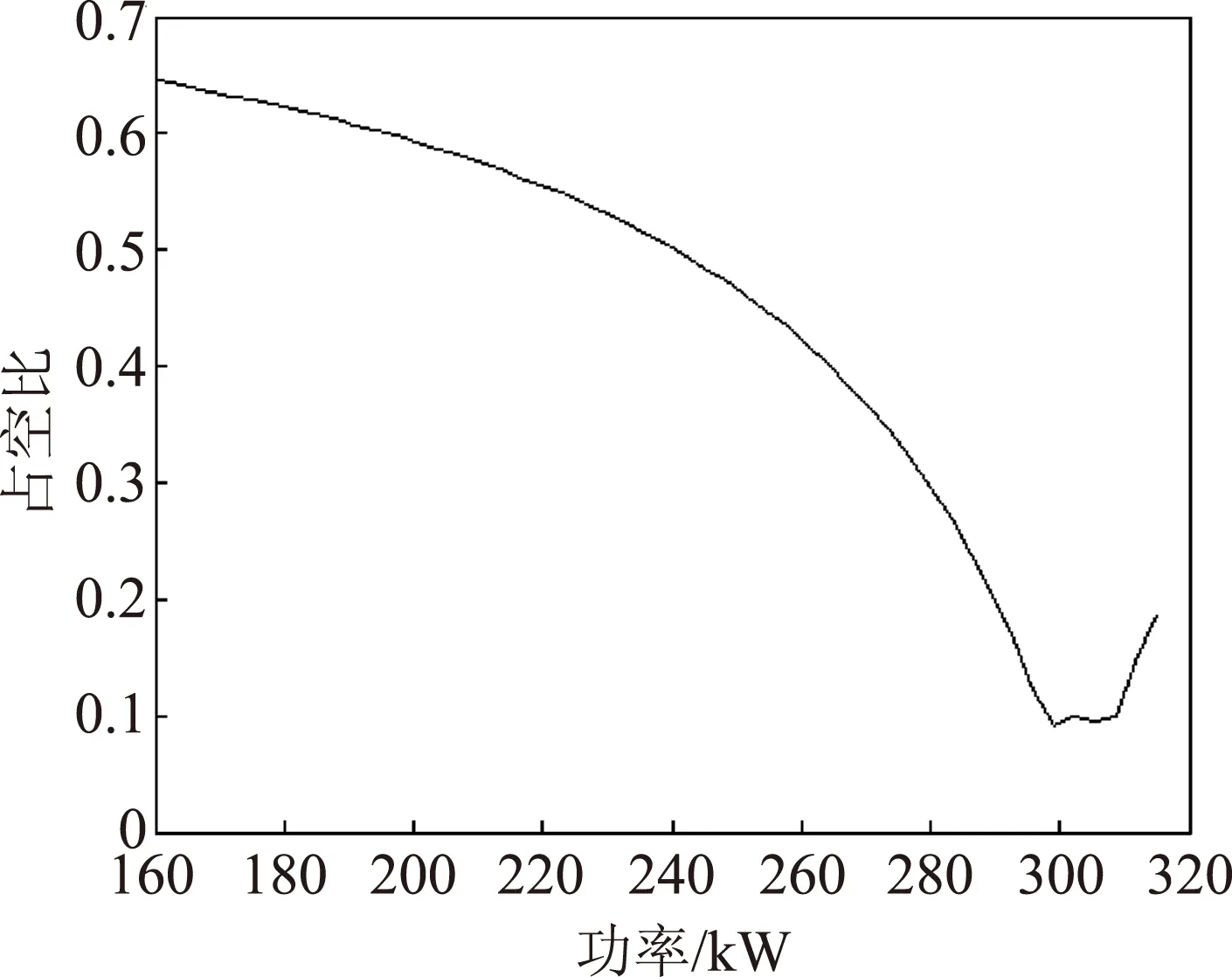
图2 脉冲占空比与PV关系图
在功率从有效功率PE(160 kW)上升到正常工作功率PW(308 kW)的过程中,随功率上升,变频器输出的脉冲占空比不断减小,且工作状态为慢速进刀。在靠近PE时,占空比会保持在0.1,这是因为在调试过程中发现,过小的脉冲不足以驱动间隙调节机构。当实时功率稍微超过设定功率时,调节机构慢速退刀,使盘磨机维持恒功率打浆。
另外,在软硬件上设计了诸多连锁来保护磨浆设备[5- 6],主要包括:密封水流量小于最小值;盘磨机进料口压力小于低限,出料口高于高限;盘磨机出口浆温超限;盘磨机流量上下限;功率变送器离线报警。

图4 盘磨机运行组态画面
2 盘磨机控制运用
上述的三盘磨机控制系统已经成功地应用于河北保定某卫生纸厂的生产线。该生产线以3台盘磨机和多圆盘为核心,结合原有生产线的白水组成了一条集制浆、纤维回收为一体的纸浆生产线。
2.1盘磨机系统的组态实现
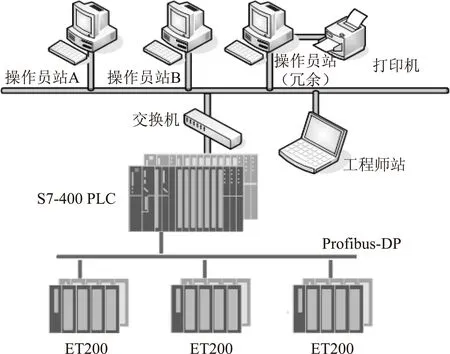
图3 盘磨机控制系统组态结构图
整条生产线以S7- 400PLC为核心,Profibus-DP总线以及工业以太网组成3级DCS,具体系统组态拓扑结构如图3所示,通过从站ET200上的I/O扩展模块与现场的三盘磨浆机、多圆盘及其外围仪表设备进行数据交换。主站支持硬件冗余,通过Profibus-DP总线电缆与从站通信。主站与上位机监控系统通过双绞线连接。上位机监控系统包括2个操作员站、1个冗余操作员站和1个工程师站。
上位机监控系统采用PCS集成的WINCC7.0组态软件设计,主要包括备浆流程显示、盘磨运行状态监视、多圆盘运行显示以及报表系统。操作员站A、操作员站B分别对盘磨机和多圆盘部分进行操作和监控,加上冗余操作员站,三者之间画面均可以无扰切换,保证突发情况下系统的正常运行。
具体盘磨机运行状态画面如图4所示,单台盘磨机需要用到的是参数设置,调节电机状态和报警信息。参数设置画面主要用于实际工艺情况调节盘磨机正常工作功率,以及显示盘磨机磨浆过程中的空载功率和有效功率。调节电机状态在调试初期和故障修理时用于调节机构的调零,当调试完成,调节电机的手动控制方式将被锁定,调节电机的动作将由DCS进行控制,避免因操作工误操作而发生碰刀的情况。盘磨机报警信息画面主要是显示盘磨机连锁保护中涉及的各项过程变量的状态,便于检查以及排除故障。
2.2盘磨机运行效果
从归档的数据曲线与浆料实际打浆度的测量情况来看,在这套控制方案下,盘磨机运行情况稳定,各项数据、运行曲线都在程序设定的范围内。
当浆料浓度偏高时,盘磨机开磨过程的功率上升曲线如图5所示。浆料浓度过高导致盘磨机进刀时会出现功率超限的情况,此时连锁保护程序为了保护刀片,系统会执行快速退刀的指令,重新从有效功率开始爬升,说明本系统可以有效地保护磨盘。
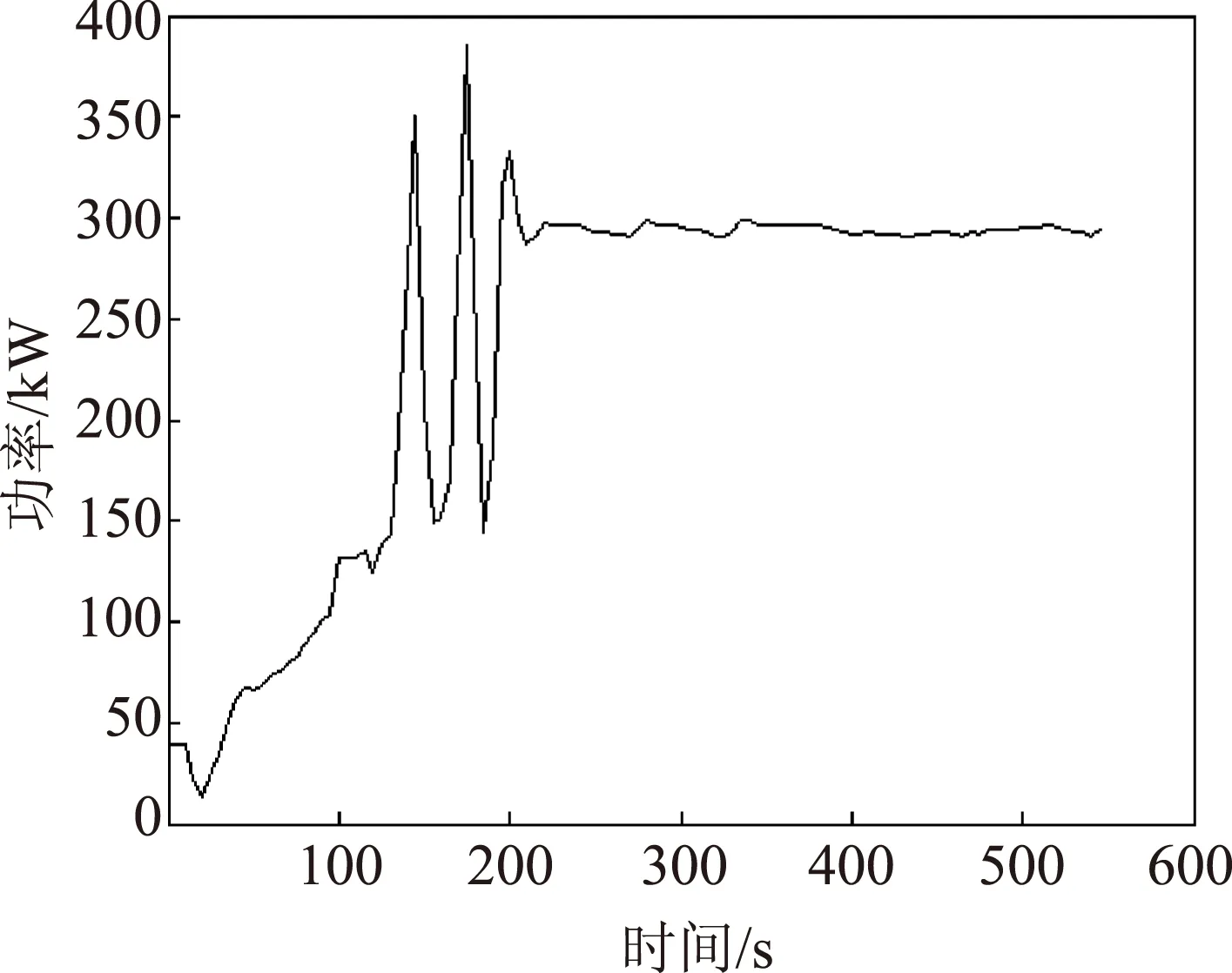
图5 浆料浓度过高时盘磨机功率上升曲线
图6描述的是一次顺利开磨的情况,最后一次进刀时的功率超过了正常工作设定功率,但是并没有超出报警上限。此时控制脉冲与慢速进刀时相同,间隙调节机构由进刀变成退刀,最终将功率稳定在设定值,所设计的控制算法可以有效地将功率稳定在设定值。
由图5和图6的盘磨机功率上升曲线表明,在这种控制方式下盘磨机启动时间在4 min之内就可以进入正常工作状态。

图6 正常开磨时盘磨机功率上升曲线
3 结 语
本课题以制浆生产线为背景,以三盘磨浆机为主要控制对象,基于S7- 400PLC、Profibus-DP总线、工业以太网通信构建DCS,使用功率差值百分比数来构建脉冲占空比函数,并且将盘磨机控制分成3个阶段采取不同的进退刀方式。实际运行效果表明,这种控制方式具有进刀时间短、调节速度快、超调量小并且可以有效地保护盘磨机磨盘的优点。
[1]TANG Wei, LUO Bin, ZHOU Hong, et al. The Progress of Refining Process Control[J]. Transactions of China Pulp and Paper, 2009, 24(1): 122.
汤伟, 罗斌, 周红, 等. 打浆过程控制的新进展[J]. 中国造纸学报, 2009, 24(1): 122.
[2]ZHANG Shu-gang. Automatic Control of the Refiner of P-RC APMP Production Line[J]. China Pulp & Paper, 2008, 27(2): 41.
张书刚. P-RC APMP系统盘磨机的自动控制[J]. 中国造纸, 2008, 27(2): 41.
[3]WANG Meng-xiao, MIAO Hai-feng, JIANG Li-bo, et al. Improvement of Refiner Control and Application of Expert System[J]. China Pulp & Paper, 2007, 26(1): 37.
王孟效, 缪海峰, 姜丽波, 等. 盘磨控制的改进及专家系统在其中的应用[J]. 中国造纸, 2007, 26(1): 37.
[4]WU Xiaoxu, SUN Yu, ZHANG Genbao, et al. The control model of power-controlled pulp-beating degree based on disc refiner and its algorithm[J]. China Pulp & Paper Industry, 2004, 25(8): 52.
吴小许, 孙瑜, 张根宝, 等. 盘磨比能量控制打浆度的控制模型及其算法[J]. 中华纸业, 2004, 25(8): 52.
[5]JING Xiao-yu. Research and application of refiner control in APMP pulping process based on S7- 400[J]. Electrical Drive Automation, 2012, 34(3): 59.
景晓渝. 基于S7- 400的APMP制浆中盘磨控制的研究与应用[J]. 电气传动自动化, 2012, 34(3): 59.
[6]ZHANG Gen-bao, ZHOU Hai-jun, ZOU Wei, et al. An Example of Application of Siemens PLC on Controlling Conical Refiner[J]. Paper and Paper Making, 2006, 25(5): 65.
张根宝, 周海君, 邹伟, 等. 用西门子PLC控制锥形磨浆机一例[J]. 纸和造纸, 2006, 25(5): 65.
(责任编辑:刘振华)
Application and Implement of Refiner Control System Based on S7- 400 Programmable Logic Controller
TANG Wei1,2QIU Jin-qiang1,2,*LIU Qing-li2HU Lian-hua1,2
(1.CollegeofElectricalandInformationEngineering,ShaanxiUniversityofScienceandTechnology,Xi’an,ShanxiProvince, 710021; 2.InstituteofAutomation,ShaanxiUniversityofScienceandTechnology,Xianyang,ShaanxiProvince, 712000)
The twinflo_43 refiner operation in a paper production line taken as the main control object. The DCS was built based on S7- 400PLC, Profibus-DP and internet. The goal of completely auto-controlling was achieved. The application results indicated that this system achieved shorter feeding time, faster tuning speed, smaller overshoot, and the disc blade could be protected effectively.
refiner; duty ratio; constant power
汤伟先生,博士,教授;主要研究方向:制浆造纸全过程自动化、工业过程高级控制、大时滞过程控制及应用。
2015-12-16(修改稿)
陕西省重点科技创新团队计划项目(2014KCT-15)。
邱锦强先生,E-mail:576796719@qq.com。
TP273
A
10.11980/j.issn.0254- 508X.2016.05.010
(*E-mail: 576796719@qq.com)
