黑化处理对2A14铝合金激光-TIG复合焊焊缝成形的影响
2016-08-31康泽军李先芬许新猴
康泽军 李先芬 陈 俊 许新猴 华 鹏 周 伟②
(①合肥工业大学材料科学与工程学院,安徽 合肥 230009;②新加坡南洋理工大学机械与宇航工程学院,新加坡 639798)
黑化处理对2A14铝合金激光-TIG复合焊焊缝成形的影响
康泽军①李先芬①陈俊①许新猴①华鹏①周伟①②
(①合肥工业大学材料科学与工程学院,安徽 合肥 230009;②新加坡南洋理工大学机械与宇航工程学院,新加坡 639798)
为了提高铝合金对激光的吸收率,改善焊缝表面成形质量,对3 mm厚的2A14铝合金黑化后进行激光-TIG复合焊接实验。黑化采用的是对激光具有较高吸收率的碳素墨汁,将其在焊接前涂覆于工件表面,然后施焊。对比研究了黑化处理对焊缝成形质量、显微组织以及显微硬度的影响,并改变黑化宽度进行分析。结果表明:黑化处理可以提高激光吸收率。但是黑化宽度的变化对焊缝成形的影响不大。
激光-TIG复合焊接;铝合金;黑化;显微组织;显微硬度
铝合金由于具有较高的比强度、优良的耐蚀性和良好的加工性能,已经成为重要的金属结构材料,被广泛地应用于航空、航天以及汽车、高铁等行业。在航天工业中,铝铜合金是宇宙飞行器结构件和运载火箭的重要材料[1-2]。目前,国内外高速列车车体主要采用大型铝合金型材和板材焊接而成[3]。研究结果表明,铝合金结构比钢结构能减轻轨道车辆自重35%~66%,能分别增效和节能10%以上[4-5]。
激光电弧复合焊接通过激光与电弧的相互作用,避免了单一热源焊接的缺陷,使得焊接过程的稳定性和焊缝成形得到显著改善;同时大大降低了对坡口的准备和装配精度的要求,提高了桥接能力。然而,铝合金对激光的吸收率很低,表1所示为纯铝对不同激光的吸收率。金属材料对激光的吸收率随温度升高而增大,当温度升高到接近熔点时,吸收率可达到40%~50%[6-8]。金属材料对激光的吸收率除受波长和温度的影响外,还受其表面状态的影响。为了提高金属热处理的光能利用率,经常采用在材料表面涂覆一层对激光吸收率较高的物质。在激光功率为150 W,扫描速度为10 mm/s时40钢的表面涂覆0.15 mm厚的石墨层,对激光的吸收率达到0.63[6,9]。
表1铝对不同波长激光的吸收[6]

材料(20℃)吸收率准分子(250nm)红宝石(700nm)Nd:YAG(1060nm)CO2(10600nm)Al0.180.110.080.019
本文以2A14铝合金为研究材料,采用碳素墨汁作为黑化处理的材料,分析了激光-TIG复合焊在不同黑化宽度的情况下对焊缝成形质量、显微组织以及硬度的影响,为提高激光吸收率的研究提供指导。
1 实验设备及方法
1.1实验设备
本次实验采用的激光焊接设备如图1所示,激光波长λ=1.06 μm,最大输出功率P0=1 kW,焦距f=120 mm,焦点光斑直径D=0.6 mm。激光作用点与钨极尖端的水平距离定义为热源间距,设定热源间距为1 mm。实验采用的电弧焊接设备为直流电弧焊机WSM-400(PNE61-400P),钨极直径为1.2 mm。

1.2实验材料
实验材料采用的是2A14铝合金,热处理状态为退火态,属于可热处理强化铝合金。实验采用的铝合金焊件的规格为:200 mm×100 mm×3 mm平板件。2A14的化学成分见表2。
表22A14铝合金的化学成分(质量分数,%)

SiFeCuMnMgNiZnTiAl0.6~1.20.73.9~4.80.4~1.00.4~0.80.10.30.15余
1.3实验方法
实验前,先用丙酮清洗工件,然后用吹风机吹干。对工件进行焊前黑化处理,即在工件表面涂覆不同宽度的碳素墨汁,然后在烘干炉中进行低温烘干。待烘干完成后进行激光-TIG复合焊接,具体参数如表3所示。焊接前黑化处理后的工件表面如图2所示。实验完成后,用砂纸打磨焊缝截面,然后用30%的NaOH溶液对截面进行宏观腐蚀,直至出现焊缝轮廓,利用数码相机对焊缝的熔深、熔宽进行拍照记录。采用keller试剂对金相试样进行腐蚀,其中keller试剂的具体配比为1 mlHF、2.5 mlHNO3、1.5 mlHCl、和95 mlH2O。采用光学金相显微镜进行微观组织观察和分析。采用MH-3显微硬度计测定从焊缝至母材的显微硬度变化,加载200 g,加载时间为10 s。
表32 A14铝合金的焊接参数

编号脉宽/ms频率/Hz焊速/(mm/min)气流量/(L/min)离焦量/(mm)激光电流/A电弧电流/A黑化宽度/mm12.03030010-1100100022.03030010-1100100332.03030010-1100100542.03030010-11001007

2 实验结果分析
2.1黑化处理对焊缝成形的影响
图3所示为未黑化处理和黑化处理的焊缝形貌,1号为没有进行黑化处理获得的焊缝,3号为黑化处理5 mm获得的焊缝。由图3a可知,3号焊缝比1号焊缝宽,并且3号焊缝中间呈灰色,两侧呈黑色,而1号焊缝整体呈黑色。由图3 b可知,黑化处理获得的焊缝熔宽、熔深明显大于未黑化处理的。表4为两条焊缝的熔宽、熔深尺寸,由表直观看出黑化处理可以增大熔深、熔宽。

表4焊缝的熔深、熔宽对比

编号熔深/mm熔宽/mm11.73.232.03.5
图4所示为未黑化处理和黑化处理的热影响区的显微组织对比。未黑化处理的热影响区晶粒生长方向明显,并且尺寸较大,而黑化处理后晶粒生长方向不明显,并且晶粒尺寸较小。
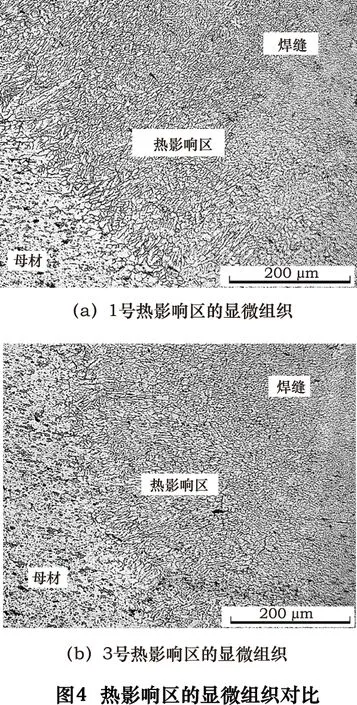
图5所示为未黑化处理获得的焊缝与黑化处理获得的焊缝的显微硬度的对比。本次焊接实验采用的母材2A14为退火态,所以硬度的整体变化规律为硬度值沿着母材、热影响区、焊缝的方向不断增加。由图可知,黑化处理获得的焊缝中心和热影响区的显微硬度都略低于未黑化处理的焊缝中心和热影响区。

2.2黑化宽度对焊缝成形的影响
由以上黑化处理和未黑化处理的焊缝成形对比分析,可知黑化处理可以提高激光的吸收率。为此进行深入研究,分析黑化宽度对焊缝成形的影响。
图6所示的2、3、4号焊缝分别由黑化宽度3 mm、5 mm、7 mm时获得。由图6可知,随着黑化宽度的增大,焊缝的宽度也逐渐增大,但焊缝宽度的增大幅度逐渐减小,并且3号焊缝的正面形貌是较好的。表5所示为不同黑化宽度下获得的焊缝熔宽、熔深的尺寸对比。由表可知,随着黑化宽度的增大,焊缝的熔深变化不大,而焊缝的熔宽会小幅度的增大。
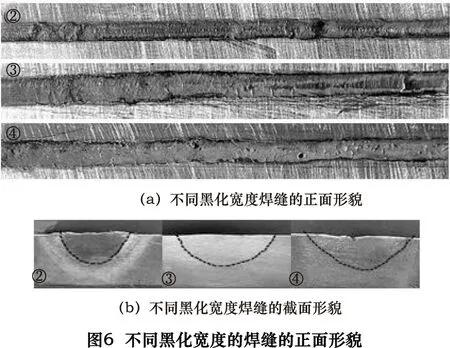
表5不同黑化宽度的焊缝熔深、熔宽对比

编号熔深/mm熔宽/mm22.13.332.03.542.03.6
图7所示为不同黑化宽度下的热影响区的显微组织。由图对比可知,随着黑化宽度的不断增大,热影响区的晶粒生长方向性逐渐不明显。
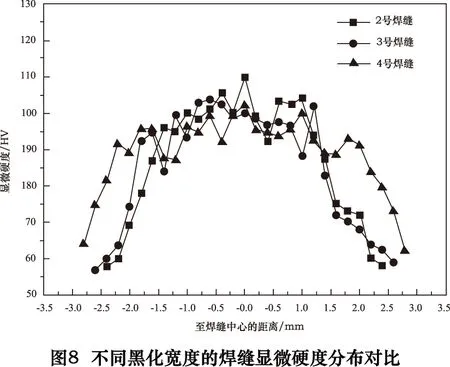
图8所示为焊缝的显微硬度分布对比,由图对比可知,随着黑化宽度的增加,焊缝中心的宽度不断增大,尤其是黑化宽度为7 mm时最宽,并且焊缝中心和热影响区的平均硬度逐渐降低。
2.3黑化机理的分析
采用碳素墨汁实施黑化工艺,进行铝合金的激光-电弧复合焊接过程中,碳素墨汁中的碳在一定程度上可以吸收激光,增加铝合金对激光利用率。
在2A14的激光-TIG焊接过程中,黑化宽度的变化会影响激光的吸收率,从而影响焊缝的成形以及其力学性能。从焊缝的截面尺寸可以看出,黑化处理后的熔宽、熔深都增大,这说明黑化处理可以增加激光的吸收率,在焊接过程中提高能量的利用率。但是,随着黑化宽度的增加,焊缝的熔深变化不大,而焊缝的熔宽会小幅度的增大。这是因为在激光焊接过程中,黑化宽度的增大,就会增大工件对能量吸收的有效面积,从而扩大了能量的吸收,但是多吸收的能量对工件的表面作用区域增大,导致获得焊缝的熔宽增大,而熔深基本不变。

从焊接接头显微硬度分布规律可知,黑化处理获得的焊缝的平均显微硬度较低,进一步证实黑化增加了能量的利用率,导致焊缝的硬度下降。而随着黑化宽度的增大,焊缝的平均显微硬度逐渐小幅度降低。
基于以上分析,黑化处理在一定程度上可以增加材料对激光的吸收率,从而增加能量的利用率,最终可以实现低能量输入的情况下获得合格的焊缝。黑化的宽度对焊缝成形影响不明显。随着黑化宽度的增大,焊缝的熔宽会小幅度增大。综合分析可知,黑化宽度为5 mm时获得的焊缝成形最好。
3 结语
本文在对2A14铝合金进行激光-TIG复合焊接实验的基础上,分析了不同黑化宽度对焊缝成形质量以及显微组织的影响,并得出了以下结论:
(1)对3 mm厚的2A14铝合金板材在激光-TIG复合焊接前进行黑化处理,可以提高铝合金对激光的吸收率,从而增加能量的利用率。
(2)黑化宽度对焊缝的影响不明显。随着黑化宽度的增大,焊缝的熔宽有所增大,焊缝的硬度有所下降。进行黑化处理的较好宽度为5 mm,此时获得焊缝成形较好。
[1] 刘春飞. 新一代运载火箭箱体材料的选择[J]. 航空制造技术,2003(3):22-29.
[2]黄绍良.变形铝合金中微量合金元素研究[J]. 上海航天,1995(5):56-59.
[3]吴圣川,朱宗涛,李向伟.铝合金的激光焊接及性能评价[M].北京:国防工业出版社,2014.
[4]王元良,周友龙,胡久富.铝合金运载工具轻量化及其焊接新技术的发展[J].电焊机,2005,35(9): 14-18.
[5]Zheng WJ,Dong ZB, Wei YH,et al.Phase field investigation of dendrite growth in the welding pool of Aluminium alloy 2A14 under transient conditions[J]. Computer Material Science, 2014,82: 520-530.
[6]曹凤国. 激光加工[M].北京:化学工业出版社,2015.
[7]浜崎正信. 实用激光加工.[M].陈敬之,译.北京:机械工业出版社,1992.
[8]左铁钏. 高强铝合金的激光加工[M].北京:国防工业出版社,2002.
[9]陈彦斌, 陈杰, 李俐群,等.激光与电弧相互作用时的电弧形态及焊缝特征[J]. 焊接学报,2003,24(1): 55-56.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Effects of carbon ink on laser-TIG hybrid welding formation of 2A14 aluminum alloy
KANG Zejun①, LI Xianfen①, CHEN Jun①, XU Xinhou①, HUA Peng①, ZHOU Wei①②
(①School of Materials Science and Engineering, Hefei University of Technology, Hefei 230009, CHN; ②School of Mechanical and Aerospace Engineering, Nanyang Technological University, Singapore 639798)
In order to increase the absorption of energy and improve the weld appearance in hybrid welding of aluminum alloy, 3mm 2A14 aluminum alloy plate being blacked with different widths was welded by laser-TIG hybrid welding. The carbon ink was coated on the workpiece surface before welding. The effect of different black widths on weld bead appearance, microstructure and hardness distribution was studied. The experimental results show that the treatment covering the plate with carbon ink can improve the absorption of laser energy and increase the weld penetration. However, the change of the width of the black area has little effect on the weld formation.
laser-TIG hybrid welding; aluminum alloy; black; microstructure; micro-hardness
TG456.7
A
10.19287/j.cnki.1005-2402.2016.08.026
康泽军,男,1991年生,硕士,研究方向为先进焊接技术(激光焊接)。
2016-01-26)
160837
