汽车车身铝合金板材热冲压模内淬火工艺技术
2016-08-31王清仙黄艳灵陈春龙
王清仙 黄艳灵 陈春龙
(浙江吉利控股集团有限公司,浙江 杭州 311228)
汽车车身铝合金板材热冲压模内淬火工艺技术
王清仙黄艳灵陈春龙
(浙江吉利控股集团有限公司,浙江 杭州 311228)
热冲压成形及模内淬火工艺(HFO)是一种针对于复杂冲压形状的高强度铝合金板材的先进生产工艺方法,可以提升高强度铝合金板材的冲压性能,同时又避免了热成形后的材料性能严重下降,可大规模提升铝材料的应用在轻量化车身中所占比重,对于汽车轻量化开发具有很重要的研发价值。对HFQ工艺流程、在汽车上的应用以及目前的研发进展进行了系统的介绍。
汽车车身;铝合金;冲压;热冲压成形及模内淬火
汽车的轻量化在节能减排中占有非常重要的地位。试验表明,在其他条件相同情况下,汽车的重量每减轻100 kg,每百公里的燃油消耗将减少0.4~l L,汽车的重量每减少10%,燃油的消耗可降低6%~8%,汽车的燃油量下降,汽车的废气排放也会有明显改善。因此,汽车轻量化是提高汽车的经济性和节约资源减少污染的重要途径。
铝合金材料具有密度小、比强度高、耐蚀性好和成本低等一系列优点,目前越来越多的用于高档轿车轻量化设计。如奥迪公司生产的全铝A8高级轿车,车身全部用铝合金生产,使得车身重量降低了40%,取得了较好的轻量化效果。但是铝板与钢板相比,均匀伸长率相等,局部伸长率低,且弹性系数仅为钢板的1/3,因此,在常温下冲压成形性能较差,成形时金属流动困难,从而其应用受到一定的限制[1]。
由于铝板的冲压成形性能比钢板材料差,高强度铝板的冲压性能更差。因此在汽车车身结构件的应用上,传统的冷成形工艺不再适用,必须采用热成形等新工艺,但是热成形工艺会严重降低铝合金的材料性能。如何使铝合金板材的冲压性能与材料性能兼顾,使铝合金板材能广泛地用于汽车车身复杂结构件,国内外都一直在进行探索研究。
热冲压成形及模内淬火工艺( heat treatment, forming and in-die quenching process,简称HFQ)是近年来正在研究中的一种针对于复杂冲压形状的高强度铝合金板材的先进生产工艺方法。HFQ工艺使高强度铝合金板材具有极好的可塑性、良好的成形性能及热加工性能,复杂零件也可以经过一次冲压成形完成,其回弹力比冷冲压减少90%以上,从而减少零部件数量。相比普通多件拼接结构设计,使用HFQ一体成形热冲压件可使重量减少20%以上。
1 HFQ工艺流程
HFQ工艺技术是由帝国理工学院和伯明翰大学研究,瑞典AP&T公司和英国PAB、ITL等公司合作,基于生产出重量更轻、强度更高、形状更复杂、尺寸稳定性更高的零部件的目的共同开发的最新技术。
HFQ工艺是非等温成形过程,且成形与淬火同步实现。其工艺过程如图1所示,图中T表示温度,t表示时间。成形时,先将板材加热到热处理温度,高温保温一段时间,然后被迅速移入通过水冷等方式保持室温的冷模具中,在短时间内成形、淬火并保压。成形前要对模具涂抹润滑剂。在板材成形初期属于热成形范畴,而模具对板材的冷却作用使其成形的同时达到淬火的目的[2]。
这样的工艺过程可以保证铝合金板材的微观组织在淬火时迅速成为过饱和固溶体状态,降低材料硬度,降低板材冲压成形时的流动应力、提高板材的成形性,削弱了冲压成形回弹,并且降低了所需设备的吨位。
对成形淬火后从模具中取出的铝合金零件进行后续人工时效,可以显著提高成形零件的强度。

HFQ工艺关键参数主要包括:预热温度、成形速度、模具温度、模具保压时间、人工时效温度、人工时效时长。工艺参数的选择直接关系到成形零部件的性能,不同系列的铝合金板材的工艺参数如何选择需要通过大量模拟试验来确定。表1给出了6082牌号铝合金板材工艺参数的参考值。
表16082铝板HFQ工艺参数参考值
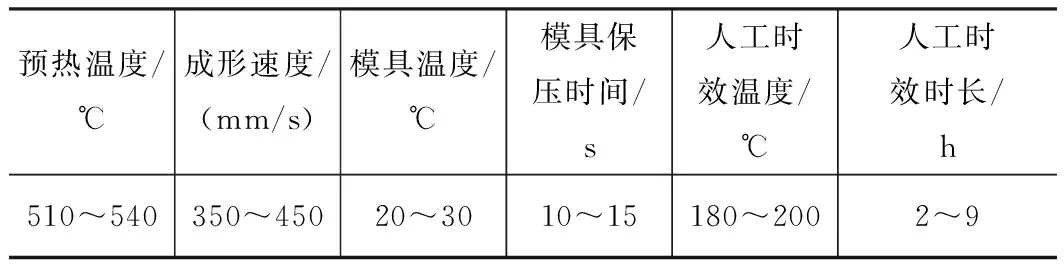
预热温度/℃成形速度/(mm/s)模具温度/℃模具保压时间/s人工时效温度/℃人工时效时长/h510~540350~45020~3010~15180~2002~9
人工时效时长对HFQ零件具有显著影响,需要根据不同的铝合金材料、人工时效温度来试验确定所需的人工时效时长。如图2所示,经过HFQ工艺处理后的6082牌号铝合金板材,在人工时效2 h以后,材料强度提高约75%。当人工时效时间在2.5~3.75 h范围内,成形件强度变化不明显。这表明成形件强度在人工时效2.5 h以后达到峰值。如果人工时效时间达到9 h,与2~3.75 h短人工时效相比零件强度由于过时效而降低10%。因此,可以得出结论,在190℃进行人工时效2.5 h,可以达到最大强度。
HFQ工艺与传统冲压工艺相比有如下优点:增强铝合金板材的冲压成形性能,使复杂结构冲压零件可以一体成形,不需要拆分;使用高强度铝合金板材一体成形,在同等性能条件下可极大减少结构内部加强板,精简零件数量,避免了多重部件连接;减少了模具数量,降低了冲压设备压力机吨位,并且不需要在模具和零件设计时考虑零件回弹补偿。

2 HFQ对铝合金车身设计的应用
铝合金牌号用四位阿拉伯数字来表示,其中第一个数字代表了主要的合金元素,不同系列的铝合金根据添加的不同合金元素而具有不同的特性。如表2所示。
表2铝合金系列牌号
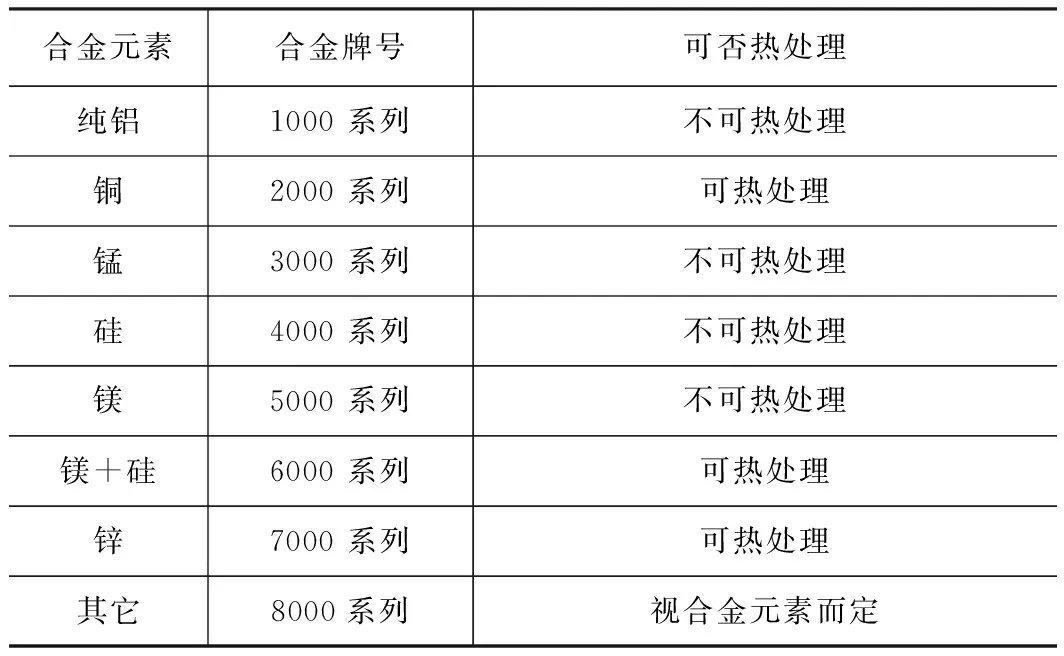
合金元素合金牌号可否热处理纯铝1000系列不可热处理铜2000系列可热处理锰3000系列不可热处理硅4000系列不可热处理镁5000系列不可热处理镁+硅6000系列可热处理锌7000系列可热处理其它8000系列视合金元素而定
美国铝业公司、加拿大铝业公司及日本神户钢铁公司都进行了5000系、6000系铝合金汽车板的生产和应用研究, 并已批量生产和应用。目前国际上采用较多的铝合金汽车板型号有:6016,6022,6111,6005,6009,6010,5182,5754,5052等,在宝马、奔驰、捷豹等高端汽车车身上应用于A柱、B柱、边梁、保险杠等结构件。但是对于前防撞梁、车门防撞梁这种对碰撞安全相关的关键零部件,需要用到强度更高的材料,而铝合金中高强度的7000系铝板冲压性能极低,目前普遍还是采用高强钢。
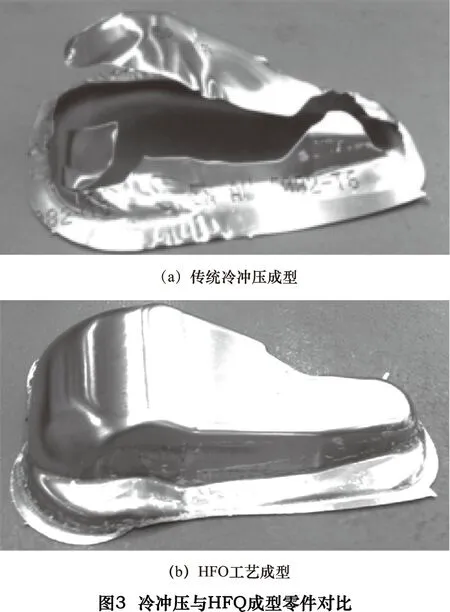
与冷成型相比,HFQ工艺显著提高了铝合金成型极限,克服了传统铝合金板材热成型后材料性能严重下降的缺点,尤其适合用于复杂结构的高强度铝板冲压零件,在保证强度刚度等性能条件下达到轻量化的目的。
国外已采用这种新工艺生产出了首批样件。图3是莲花汽车车身上材料为铝合金6082 T6的一个深冲零件,采用传统冲压工艺无法成形,通过HFQ工艺实现成形。
采用HFQ工艺的零件在设计时可以实现传统冲压件设计所不可能达到的可能性。图4为一个复杂结构的汽车车门内板铝合金冲压件设计断面示例。a处表示可以实现深度冲压而不需要分件连接;b处表示可以实现尖锐的台阶特征设计,用于加强零件强度、设计周边零件配合面;c处由于HFQ工艺可忽略回弹,从而实现直角冲压角度;d处表示可实现尽可能小的弯曲半径。

HFQ成型过程可通过使用FEA工具进行全过程仿真分析并优化,除了常规的冲压成形分析、零件强度分析、模具可行性分析等,还可以针对模具内冷却的温度变化周期进行淬火分析。
3 铝合金板材HFQ生产线介绍
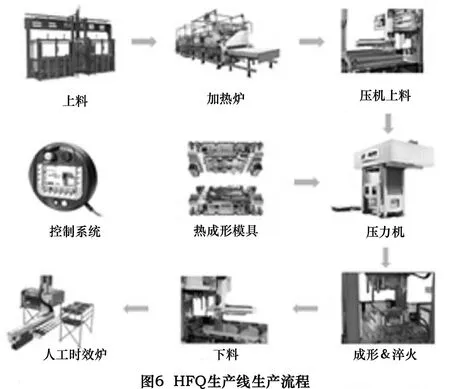
AP&T公司已于2016年第一季度成功交付全球第一条基于HFQ技术的铝板热成形生产线,并将于2016年第二季度开始正式投入生产。Impression Technologies Ltd(ITL)为这条生产线的采购方,并拥有HFQ®的注册商标。该生产线完成了铝合金板材HFQ工艺的全自动化,显著提高了生产效率和产品质量的稳定性。图5是该生产线概念图。

该生产线的构成包括: AP&T多层箱式加热炉、6 000 kN高速热成形压机、人工时效炉、高速机械手、工艺及温度监控系统,以及针对相关工艺的成形模具、制氮机和水冷却设备。图6为生产线生产流程。
4 结语
热冲压成型模内淬火(HFQ)工艺技术可大幅度提高高强度铝合金板材的冲压性能,同时又避免了热成形后的材料性能严重下降,可大规模提升铝材料的应用在轻量化车身中所占比重,对于汽车轻量化开发具有很重要的研发价值。目前,国外对铝合金的HFQ工艺的研究开发已经取得了很大的进展,但由于研发及设备投入成本较高,现只在国外高档轿车车身上有少量零部件应用。随着国外第一条HFQ生产线的建立,国内汽车生产厂和研究机构对外合作的展开,HFQ工艺技术必将成为今后的研究热点。
[1] Palumbo G, Tricarico L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens[J]. Journal of Materials Processing Technology, 2007,184(13): 115-123.
[2]Lorenz D, Roll K. Modeling and analysis of integrated hot forming and quenching processes[C]. Proceedings of the Sheet Metal 2005 Conference, 2005 : 787-794.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Heat treatment, forming and in-die quenching process used on aluminum alloy sheet pressing
WANG Qingxian, HUANG Yanling, CHEN Chunlong
(Zhejiang Geely Holding Group Co., Ltd., Hangzhou 311228, CHN)
Heat treatment, forming and in-die quenching process(HFQ)is a production method for stamping complex-shaped aluminium components from high-strength and ultra-high-strength alloys. HFQ can improve the formability of high-strength aluminium alloys and avoid the reducing of material performance. HFQ can be used to enhance the application of aluminum materials in lightweight body, and it is important to the development of lightweight vehicle. Presents HFQ process and it’s application in the automotive, and the current development.
car body; aluminium alloy; pressing; HFQ
TG3
A
10.19287/j.cnki.1005-2402.2016.08.006
王清仙,女,1984年生,硕士,中级工程师,主要从事铝合金车身开发方面的研究。
2016-05-31)
160817
