基于MasterCAM的DMU60P四轴机床后处理开发*
2016-08-31杨莉杨志何波
杨 莉 杨 志 何 波
(①四川工程职业技术学院机电工程系,四川 德阳 618000;②中国电子科技集团公司第二十九研究所,四川 成都 610031)
基于MasterCAM的DMU60P四轴机床后处理开发*
杨莉①杨志①何波②
(①四川工程职业技术学院机电工程系,四川 德阳 618000;②中国电子科技集团公司第二十九研究所,四川 成都 610031)
针对DMU60P四轴机床的特殊运动关系,开发了实现DMU60P四轴机床自动编程的MasterCAM通用后处理程序文件、机床文件和控制器文件,拓展了MasterCAM的编程功能,并通过模拟仿真和加工验证了其正确性和可行性,解决了四轴编程困难、程序调试周期较长与加工效率低等实际生产问题。对同类多轴机床的后处理开发研究有一定的推广价值。
DMU60P数控机床;MasterCAM;四轴后处理;VERICUT仿真加工
MasterCAM是由美国CNC Software公司开发的CAD/CAM软件系统,可以提供2~5轴铣削、车削中心、变锥度线切割四轴加工等编程功能[1]。MasterCAM的三维曲面造型设计和自动编程功能强大,后置处理灵活多样,软件操作简单易学,因而在航空航天、汽车、模具等行业的多轴加工中应用广泛。近年来,国内外行业专家根据不同类型的机床,利用不同自动编程软件已经开发出许多针对性很强的专门后置处理。Jung Y H等[2]开发出了针对TRT型五轴数控机床的后置处理器,并在系统中加入了刀具路径优化算法;蔺小军等[3]开发出了针对UG刀位文件并适应特定数控机床的专用数控加工后置处理系统;Tung C等[4]开发出了针对特殊6轴数控机床后置处理器;徐智卿[5]开发了针对HEIDENHAIN iTNC530数控系统的DMU80P douBLOCK机床,用Pro/E生成刀轨文件的特殊五轴数控机床的专用后置处理系统。利用MasterCAM软件开发四轴机床的后置处理的研究却很少。
本文主要针对DMU60P四轴机床的铣削加工功能,研究利用MasterCAM软件进行后置处理功能开发,将其应用于典型工件的数控四轴铣削加工,实现产品多样化、复杂化和精密化设计加工的要求[6]。
1 DMU60P四轴机床的特性分析
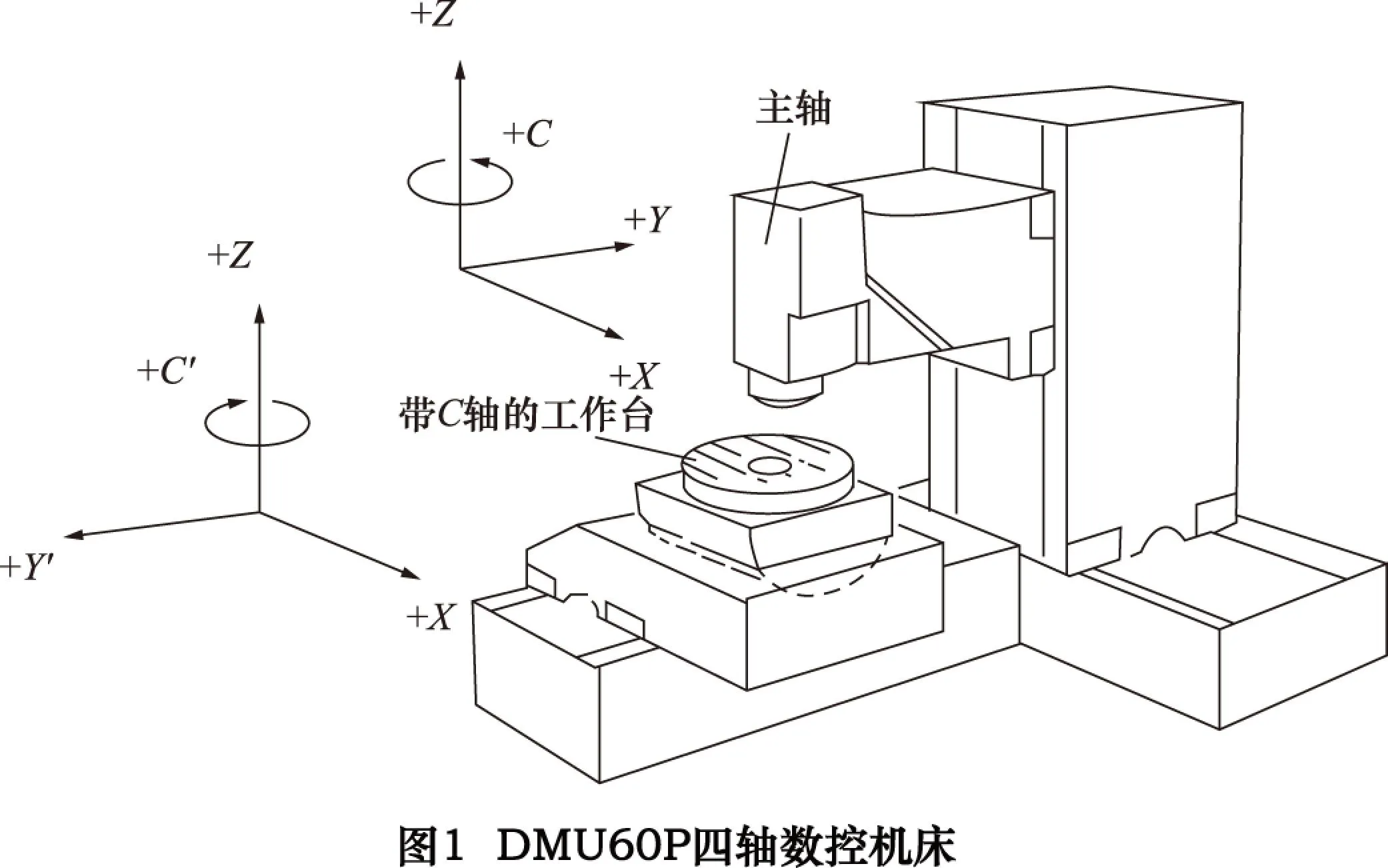
某公司的DMU60P数控机床,是带旋转工作台的四轴立卧两用式的数控机床,有3个直线坐标轴X、Y、Z轴和一个旋转坐标轴C轴,且5个轴可以联动,如图1所示。
该机床的运动关系较为特殊,直线X、Y、Z轴和旋转C轴的联动加工过程与绝大部分带A轴的四轴机床区别较大,无法借鉴其他四轴机床的后处理设置,需要单独开发后处理[7],而且可针对立轴和卧轴两种形式进行后处理开发。
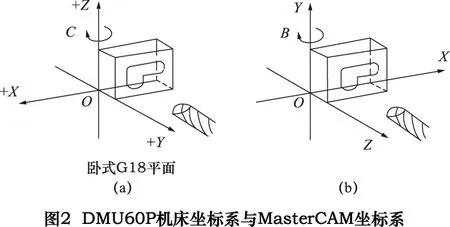
机床的结构决定了后置处理程序如何根据刀位轨迹计算刀具转角及位移[8]。当使用卧式加工时,DMU60P机床主轴与Y轴方向平行,其坐标轴之间的关系如图2a所示,而在MasterCAM工作环境下的坐标轴关系与DMU60P数控机床实际坐标轴关系不同,如图2b所示,此时在进行后处理程序文件配置时,需要将各坐标轴的关系进行变动并重新设定,即在程序输出格式中将旋转轴设置为C轴,并将Y轴和Z轴互换,同时,X轴方向反向。
2 DMU60P后处理开发
MasterCAM系统的后处理程序文件由3部分文件组成,后处理文件、控制文件和机床文件。根据DMU60P机床结构特点和控制系统类型(Heidenhain mill plus控制系统),对其进行修改创建,完成DMU60P数控机床四轴后处理程序文件配置和优化。
2.1后处理文件配置
在后处理文件中主要对坐标轴代码分配、X轴的正负计算、机床类型等进行设定配置。
2.1.1坐标轴代码输出
根据DMU60P数控机床的机床结构特点,结合MasterCAM软件的工作坐标系,为旋转B轴分配输出代码C,旋转轴的参数分配如表1所示。
表1旋转轴代码分配
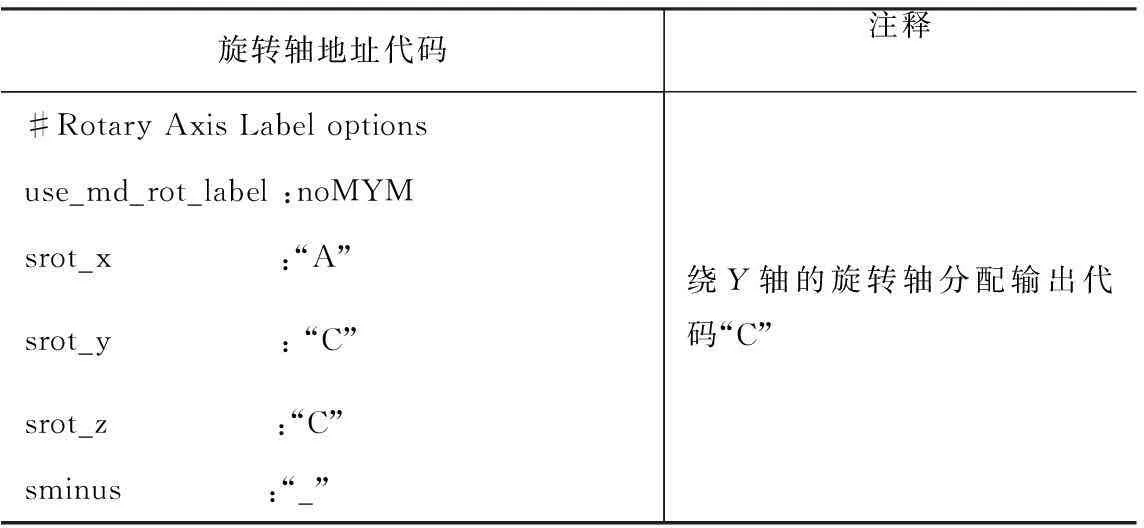
旋转轴地址代码注释#RotaryAxisLabeloptionsuse_md_rot_label:noMYMsrot_x :“A”srot_y :“C”srot_z :“C”sminus :“_”绕Y轴的旋转轴分配输出代码“C”
将直线坐标轴Y轴和Z轴互换,同时,圆弧的圆心坐标J、K互换,直线轴的参数分配如表2所示。
表2直线坐标轴代码分配
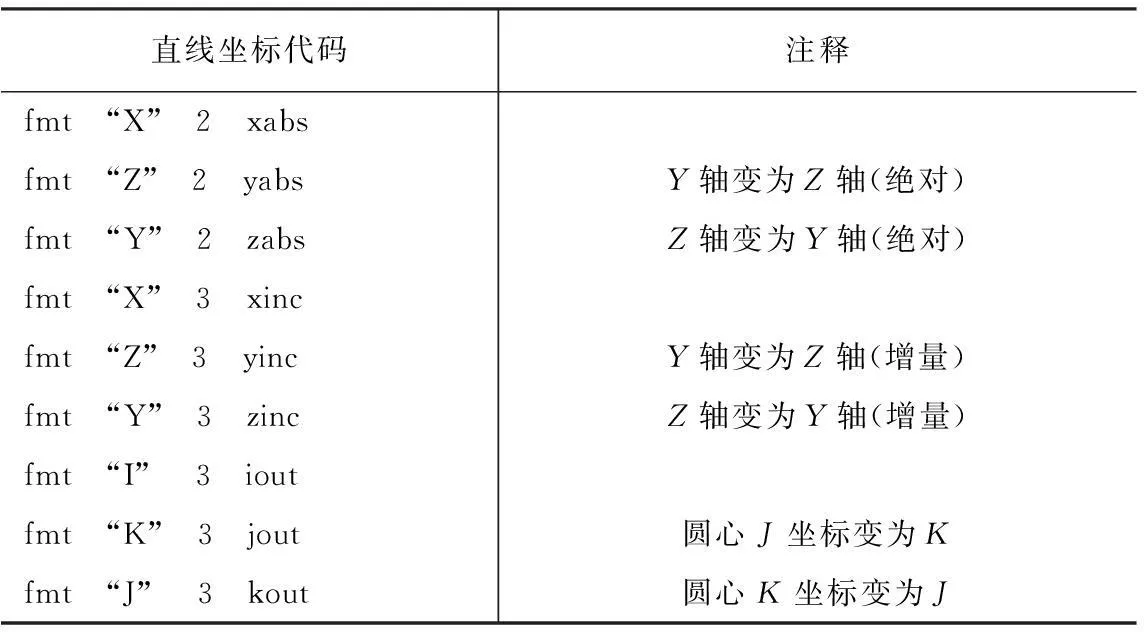
直线坐标代码注释fmt “X” 2 xabsfmt “Z” 2 yabsY轴变为Z轴(绝对)fmt “Y” 2 zabsZ轴变为Y轴(绝对)fmt “X” 3 xincfmt “Z” 3 yincY轴变为Z轴(增量)fmt “Y” 3 zincZ轴变为Y轴(增量)fmt “I” 3 ioutfmt “K” 3 jout圆心J坐标变为Kfmt “J” 3 kout圆心K坐标变为J
2.1.2坐标轴代码输出坐标正负计算
根据DMU60P数控机床的结构特点得知,机床主轴与Y轴方向平行,在MasterCAM环境下的坐标系统与DMU60P数控机床的X轴方向相反,X轴正方向反向,圆心坐标I值相反。在相应的MasterCAM后处理文件中输出坐标正负计算的设置如表3所示。
2.1.3机床类型
DMU60P四轴数控机床主要有立式和卧式两种工作方式。卧式方式的DMU60P可归为卧式四轴加工中心,此种方式的MasterCAM后处理文件的设置如表4所示。
2.2控制文件设置
根据DMU60P四轴机床控制器文件类型特点,在后处理控制文件中主要对圆心坐标类型、旋转轴单位等进行设置,如图3与图4所示。
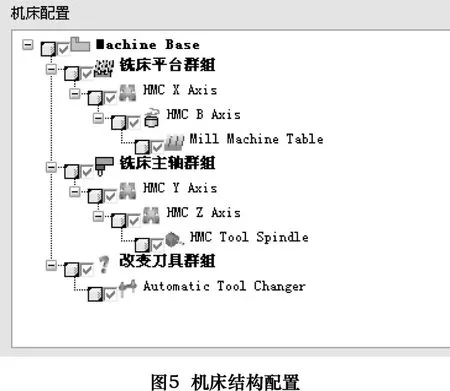
2.3机床文件设置
在机床文件中根据机床特点,结合MasterCAM工作坐标系,进行机床结构配置,如图5所示。
表3坐标正负计算
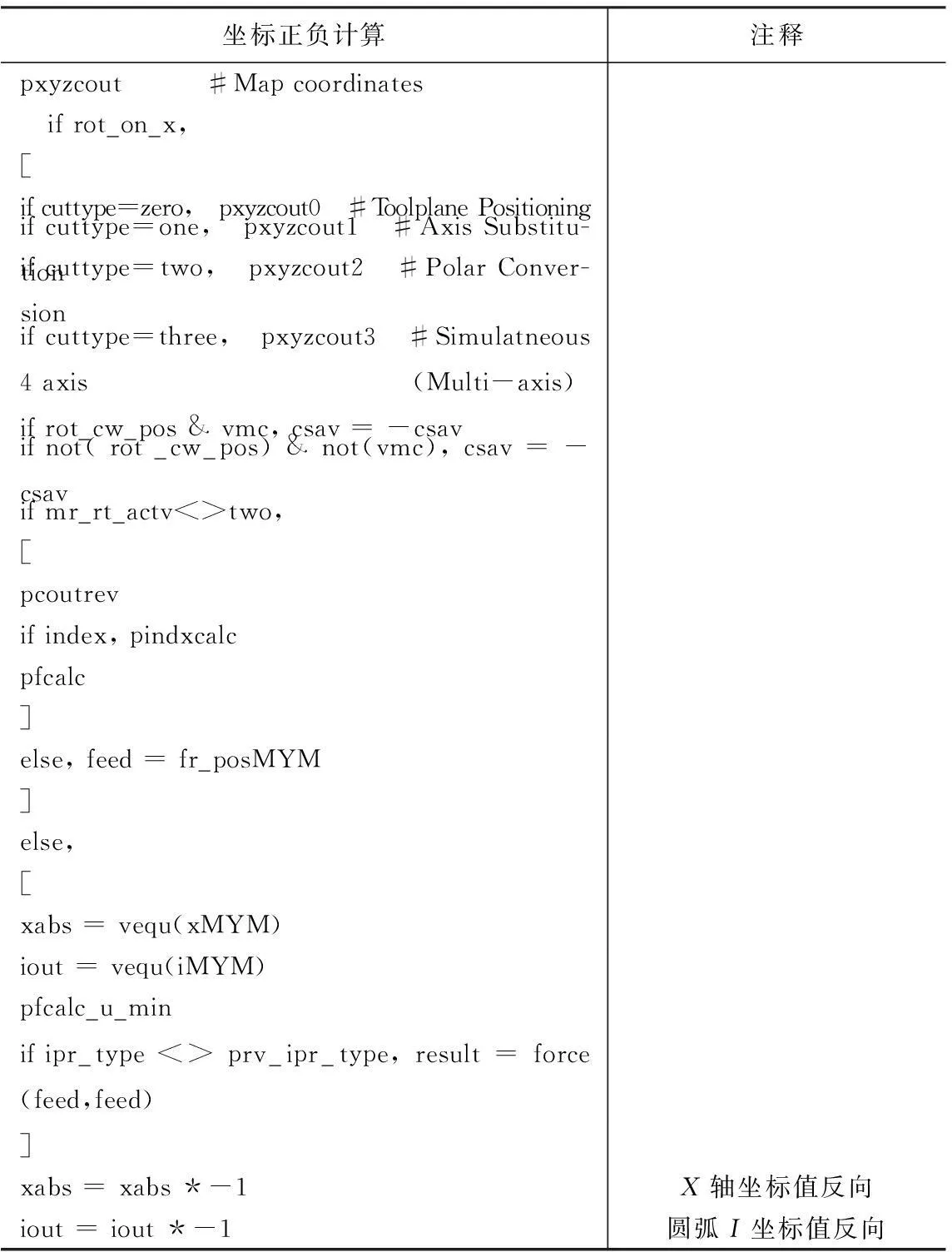
坐标正负计算注释pxyzcout #Mapcoordinates ifrot_on_x,[ifcuttype=zero, pxyzcout0 #ToolplanePositioningifcuttype=one, pxyzcout1 #AxisSubstitu-tionifcuttype=two, pxyzcout2 #PolarConver-sionifcuttype=three, pxyzcout3 #Simulatneous4axis(Multi-axis)ifrot_cw_pos&vmc,csav=-csavifnot(rot_cw_pos)¬(vmc),csav=-csavifmr_rt_actv<>two,[pcoutrevifindex,pindxcalcpfcalc]else,feed=fr_posMYM]else,[xabs=vequ(xMYM)iout=vequ(iMYM)pfcalc_u_minifipr_type<>prv_ipr_type,result=force(feed,feed)]xabs=xabs*-1X轴坐标值反向iout=iout*-1圆弧I坐标值反向
表4机床类型设置
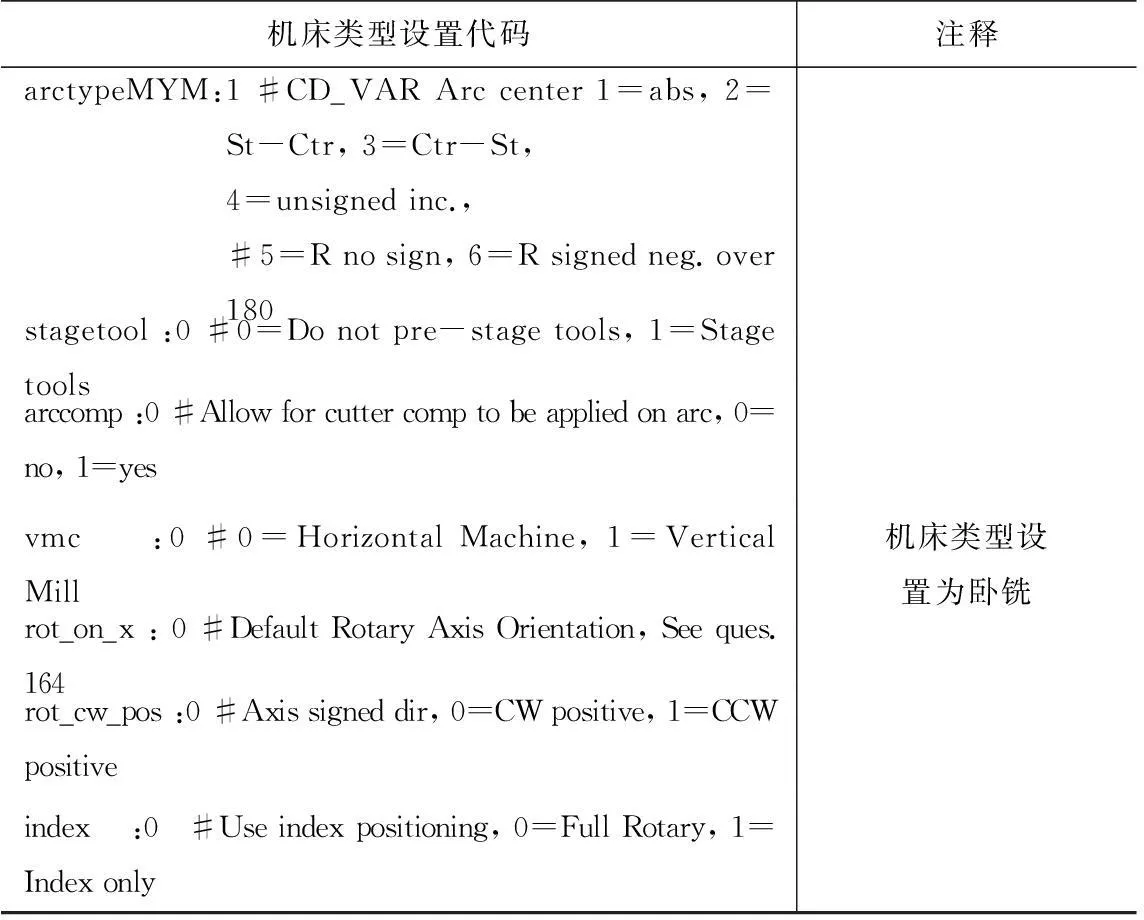
机床类型设置代码注释arctypeMYM:1#CD_VARArccenter1=abs,2=St-Ctr,3=Ctr-St,4=unsignedinc.,#5=Rnosign,6=Rsignedneg.over180stagetool:0#0=Donotpre-stagetools,1=Stagetoolsarccomp:0#Allowforcuttercomptobeappliedonarc,0=no,1=yesvmc :0#0=HorizontalMachine,1=VerticalMill机床类型设置为卧铣rot_on_x:0#DefaultRotaryAxisOrientation,Seeques.164rot_cw_pos:0#Axissigneddir,0=CWpositive,1=CCWpositiveindex :0 #Useindexpositioning,0=FullRotary,1=Indexonly
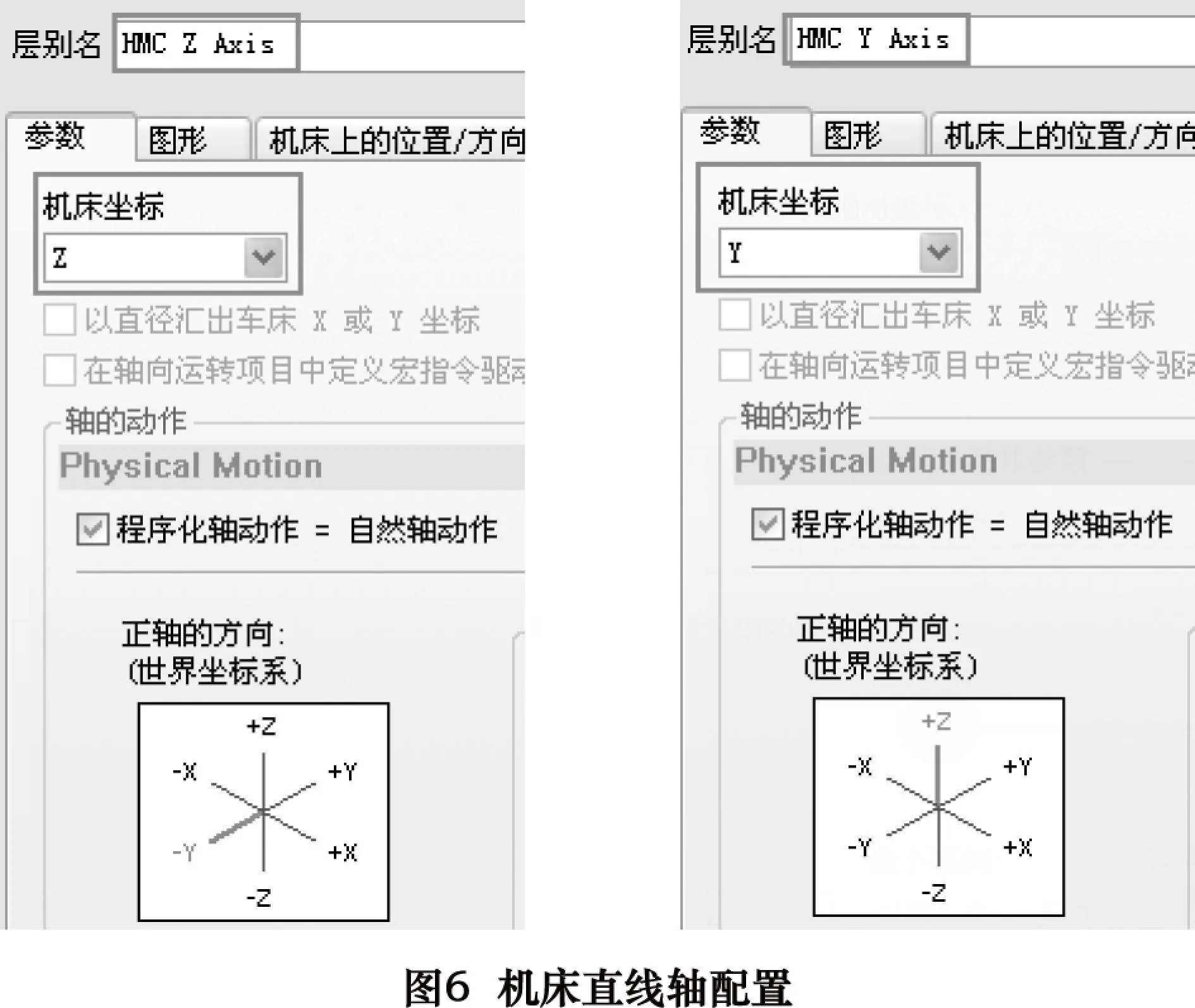
利用MasterCAM进行卧式铣床的程序编制时,工件实际装夹位置放置在MasterCAM的俯视图中,然后在刀具/绘图平面为前视图的环境下进行四轴编程。对机床各坐标轴进行设置,如图6所示。


3 DMU60P后处理加工验证
通过以上MasterCAM后处理程序文件的开发和优化后,该后处理即可用于DMU60P四轴卧式加工中心的自动编程使用,输出的数控加工程序在VERICUT数控仿真软件中进行仿真加工和比较优化后,可以在DMU60P数控机床上进行试切加工验证。通过实验和检验,验证该后处理的正确性。
3.1MasterCAM编程
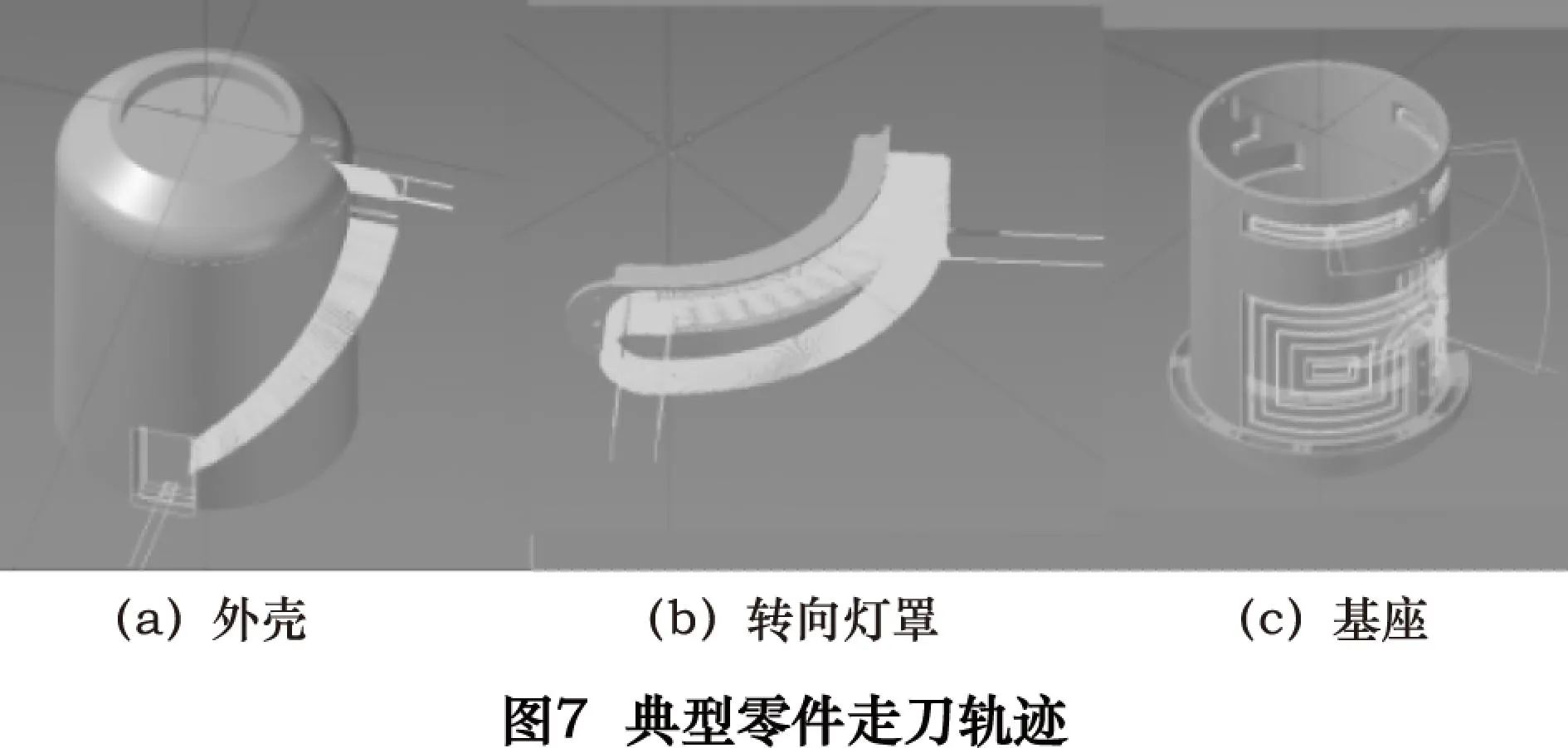
在MasterCAM中,利用五轴曲线、四轴旋转和旋转轴替换法等典型四轴加工策略进行数控编程,典型工件如外壳、转向灯罩和基座的刀具轨迹图如图7所示。
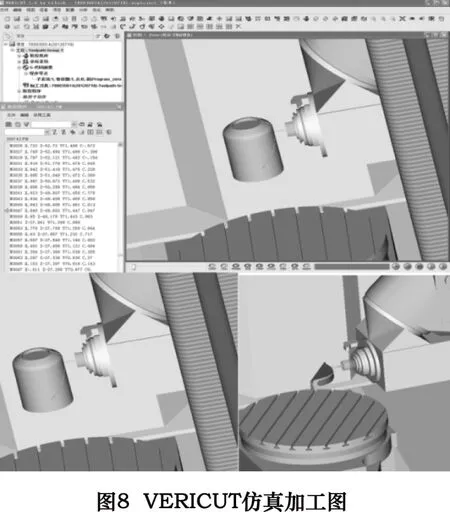
3.2VERICUT仿真加工
VERICUT是一款专为制造业设计的CNC数控机床加工仿真和优化软件[9]。它取代了传统的切削试验部件方式,通过模拟整个机床加工过程和校验加工程序的准确性,减少试切的工作量和劳动强度,降低试切风险,提高工件加工的安全性和生产效率。仿真加工效果如图8所示。
3.3DMU60P机床加工
通过VERICUT仿真软件对四轴程序仿真加工及模型比较,确认数控程序的正确性后,在DMU60P数控机床上进行实际工件加工。加工后的典型工件如图9所示。
4 结语
利用MasterCAM软件实现对DMU60P四轴机床的专用后处理程序开发,不仅解决了DMU60P四轴联动加工的困扰,节约了编程时间和加工成本,提高了企业效益,同时为其他机床和软件的后处理开发提供了一种有效的方法和途径,为实现产品的多样化、复杂化和精密化加工和及时加工提供了技术保障。
[1]石从继,周严.基于MasterCAM的螺旋槽四轴数控加工[J]. 制造业自动化,2011,33(04):38-39.
[2]Jung Y H, Lee D W, Kim J.s,et al.NC post-processor for 5-axis milling machine of table-rotating/tilting type[J].Journal of Materials Processing Technology,2002,130:641-646.
[3]蔺小军,任军学,汪文虎,等.数控加工后置处理系统[J].组合机床与自动化加工技术,2003(10):60-61.
[4]Tung C, Tso P L.A generalized cutting location expression and postprocessors for multi-axis machine centers with tool compensation[J].The International Journal of Advanced Manufacturing Technology,2010,50(9-12):1113-1123.
[5]徐智卿.“45°B轴”五轴数控加工中心后置处理程序的开发[D].上海:上海交通大学,2012.
[6]汪玉平, 王立新, 刘德平. MasterCAM软件在数控加工中的应用研究[J]. 机床与液压,2010,38(2):4-6.
[7]唐进元,尹凤.基于MasterCAM的三大类型五轴机床后处理程序编制方法[J]. 制造技术与机床,2010 (8):32-37.
[8]伍鹏.五轴数控机床开放式后置处理系统研究与开发 [D].成都:西南交通大学,2014.
[9]杨胜群,唐秀梅,李克安,等.VERICUT数控加工仿真技术[M].北京:清华大学出版社,2010.
(编辑汪艺)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Post-processing and development of DMU60P four-axis machine tool based on MasterCAM
YANG Li①, YANG Zhi①, HE Bo②
(①Mechanical and Electrical Engineering Department, Sichuan Engineering Technical College, Deyang 618000, CHN;②No.29 Research Institute, China Electronics Technology Group Corporation, Chengdu 610031, CHN)
According to peculiar motion features of DMU60P four-axis machine tool, universal post-processing files, machine tool files and controller files based on MasterCAM are developed. Programming functions of MasterCAM are expanded. Practical problems including difficulties in four-axis programming, long program debugging period, and low processing efficiency, etc have been resolved after the verification about correctness and feasibility by simulations and processing. Development and studies on multi-axis machine tools has certain values for further popularization and application.
DMU60P numerically-controlled machine tool; MasterCAM; four-axis post processing; VERICUT simulation processing
TH166;TP391.7
A
杨莉,女,1982年生,硕士,讲师,研究方向为机械设计与制造、CAD/CAM,已发表论文11篇。
2016-01-26)
160438
*四川省重点项目:重大水电设备构件系统研究与平台开发(2008GZ0149)
