发动机缸盖气门座圈加工圆度研究*
2016-08-31何娜琴
何娜琴
(一汽解放汽车有限公司无锡柴油机厂,江苏 无锡 214026)
发动机缸盖气门座圈加工圆度研究*
何娜琴
(一汽解放汽车有限公司无锡柴油机厂,江苏 无锡 214026)
随着粉末冶金材料在缸盖气门座圈上越来越多的应用,其高硬度及残余多孔结构对座圈的加工提出了更高的要求,而座圈导管专用复合刀具的发展应用,可以较好保证座圈相对导管的跳动要求,而座圈圆度成为较难保证的项目。为此,研究了各类工艺方案对气门座圈加工圆度的影响。
发动机缸盖;气门座圈;加工圆度
1 加工背景
采用各类专用复合刀具进行组合加工缸盖气门座圈及导管,进气座圈锥面140°,排气座圈锥面120°,进、排气座圈凡尔线锥面圆度要求0.008 mm。进、排气座圈材质均为粉末冶金,具体成分特性如表1所示。
2 工艺方案
2.1锪座圈方案
新品试制时,为节约成本,通常在加工中心上采用锪座圈加工方案,利用法兰刀柄调节刀具跳动。首先,用导引刀具粗锪座圈凡尔线锥面(同时锪其它的一个或两个锥面),留0.15 mm左右精加工余量,再用精加工刀具精锪座圈凡尔线锥面,到位后停留几转修光。这种刀具结构简单,刚性好,调节方便,精加工凡尔线锥面时只有一枚刀片在加工,排除其它刀片加工振动的影响,可以得到较高质量的座圈凡尔线锥面。
表1气门座圈成分特性

化学成分/(%)CSiSCrMoCoWFe其他密度/(g/cm3)硬度/HRC进气座圈0.7~1.30.3~1.00.1~0.51~45~1017~21-↑↑7.2~7.827~42排气座圈0.7~1.30.3~1.0-3.0~6.06.0~9.017~211.5~3↑<27.2~7.835~50
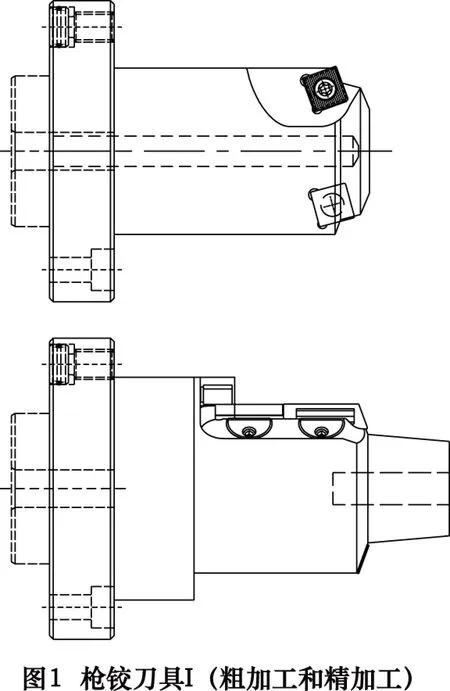
2.1.1枪铰刀具I
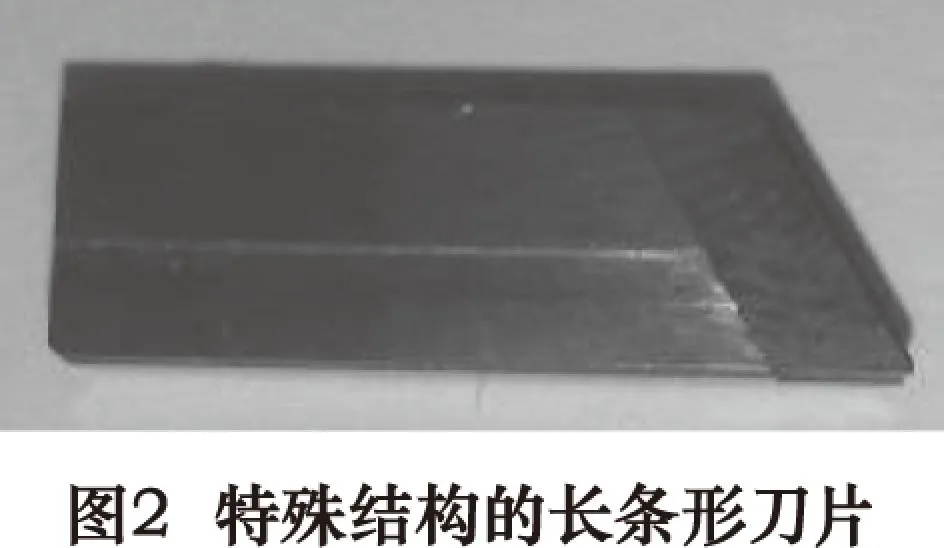
枪铰刀具I座圈粗加工采用常规的四方形可转位刀片,精加工时采用特殊结构的CBN长条形刀片,并在刀体上镶有3块支撑导条,当刀片切入工件时,支撑导条也紧随着在对应的位置起支撑作用,并吸收切削所引起的振动,如图1所示。特殊结构的长条形刀片带有供刀片夹紧用的V型槽,如图2所示,压板前端与V型槽构成稳固的楔形夹紧,提高调刀的精确性及切削时的稳固性。长条形刀片可通过两端的调整螺钉调节刀尖回转直径和刀片倾角。
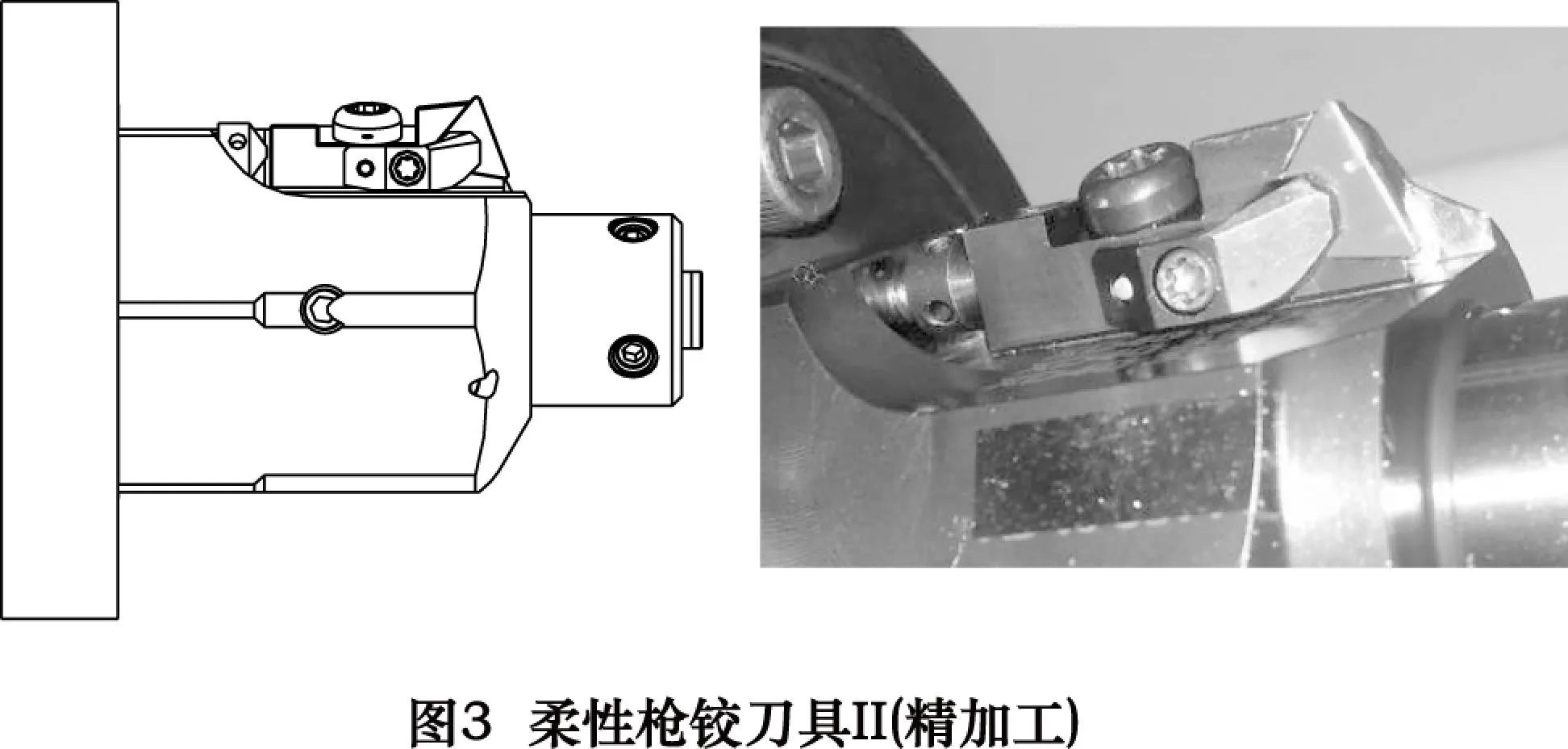
2.1.2柔性枪铰刀具II
柔性枪铰刀具II采用刀夹结构,如图3所示,对于尺寸相近产品可通过更换相应刀夹实现座圈的柔性加工,降低生产成本。柔性枪铰刀具II粗、精加工均采用三角形可转位CBN刀片,刀片刚性好,稳固安装于刀夹对应V型凹槽内,通过调整刀夹的高度及倾角(带动刀片一体)调节加工相关位置及锥面尺寸。
2.2车座圈方案
绿色大豆的早期田间管理对绿色大豆的整体生长质量、产量和生产质量有着非常重要的影响。在田间管理过程中,要保证绿色大豆田苗木整齐、健康,并定期疏松土壤。只有这样,才能为绿色大豆的生产提供重要保证,保证绿色大豆的质量和总产量。
锪座圈加工方案切削力较大,对刀具刚性要求较高,而且刀刃磨损快,会在座圈锥面上复映锪刀切削刃的各种缺陷,而车削加工可以避免该问题的发生,故批产时通常在专机上采用车座圈加工方案。
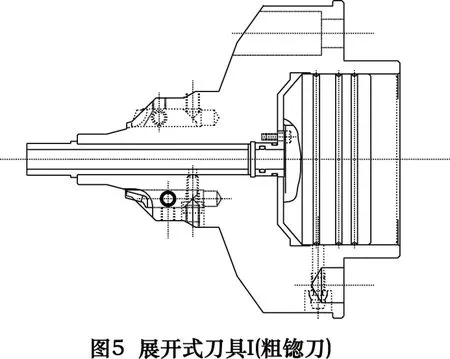
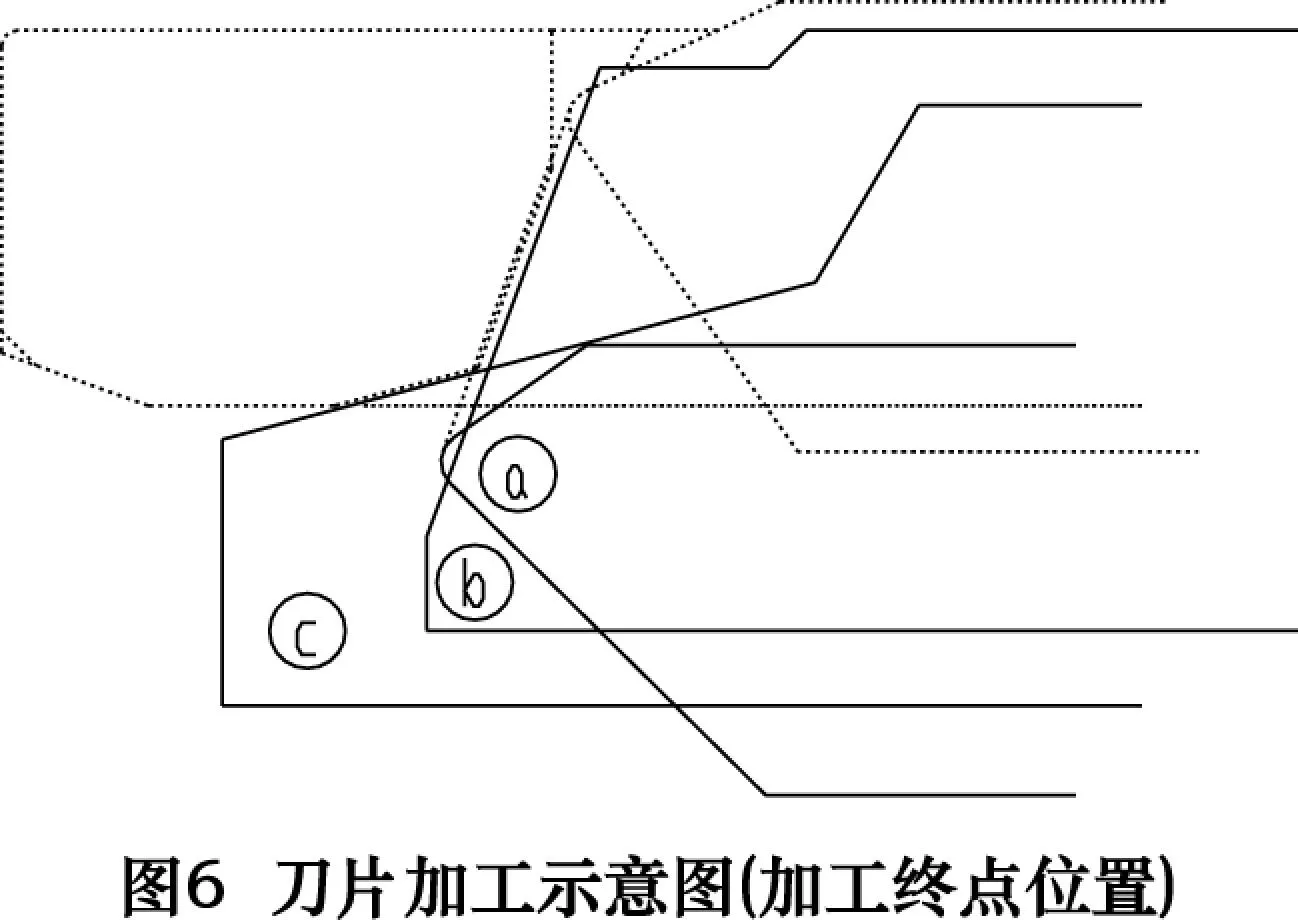
2.2.1展开式刀具I
展开式刀具I(如图4、5所示)加工时,首先,主轴进给,通过固定安装的特制CBN锪刀片(如图6中b、c所示)粗锪座圈凡尔线锥面(同时锪其他的锥面),留0.05 mm精加工余量,接着,主轴后退0.2 mm,使粗锪刀片脱离工件加工表面,精车刀处于待加工位置,然后,通过心轴推动滑块带动特制CBN精车刀片(如图6中a所示)由外向内精车座圈凡尔线锥面。

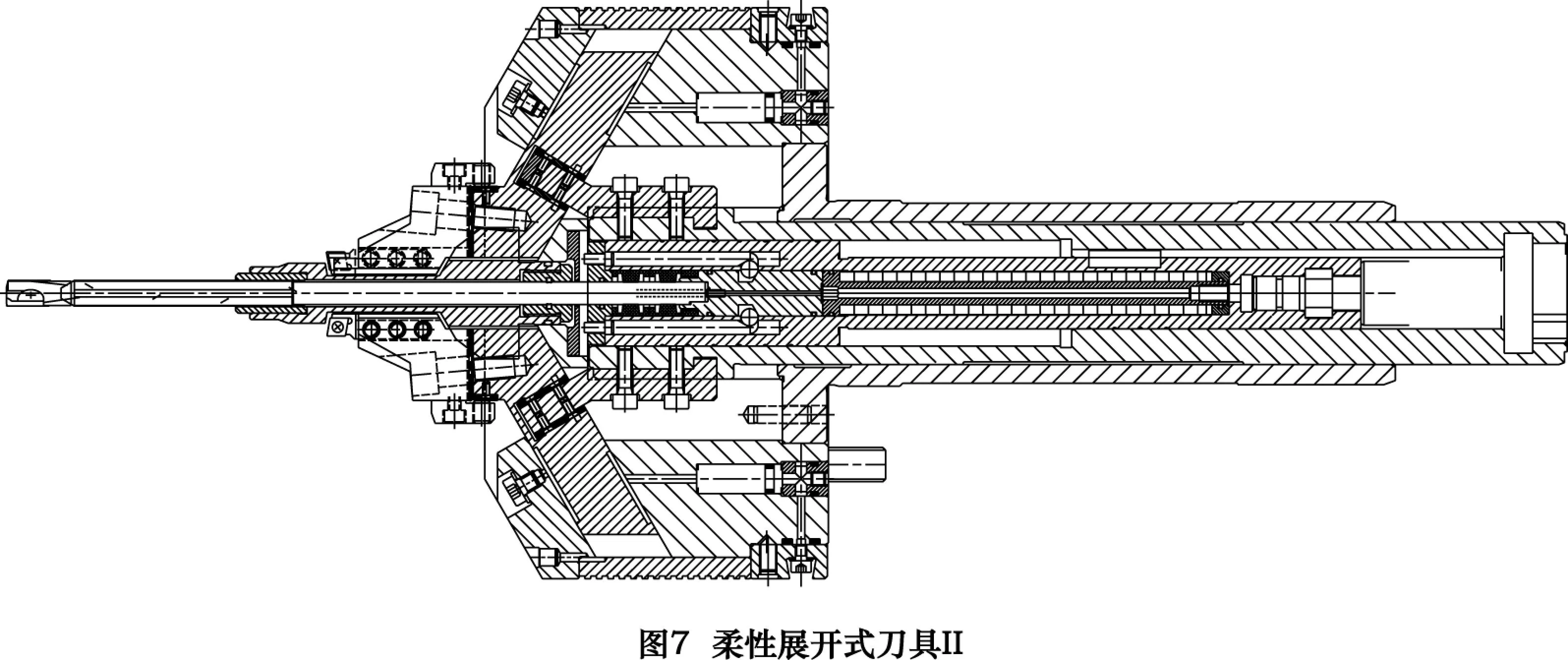
2.2.2柔性展开式刀具II
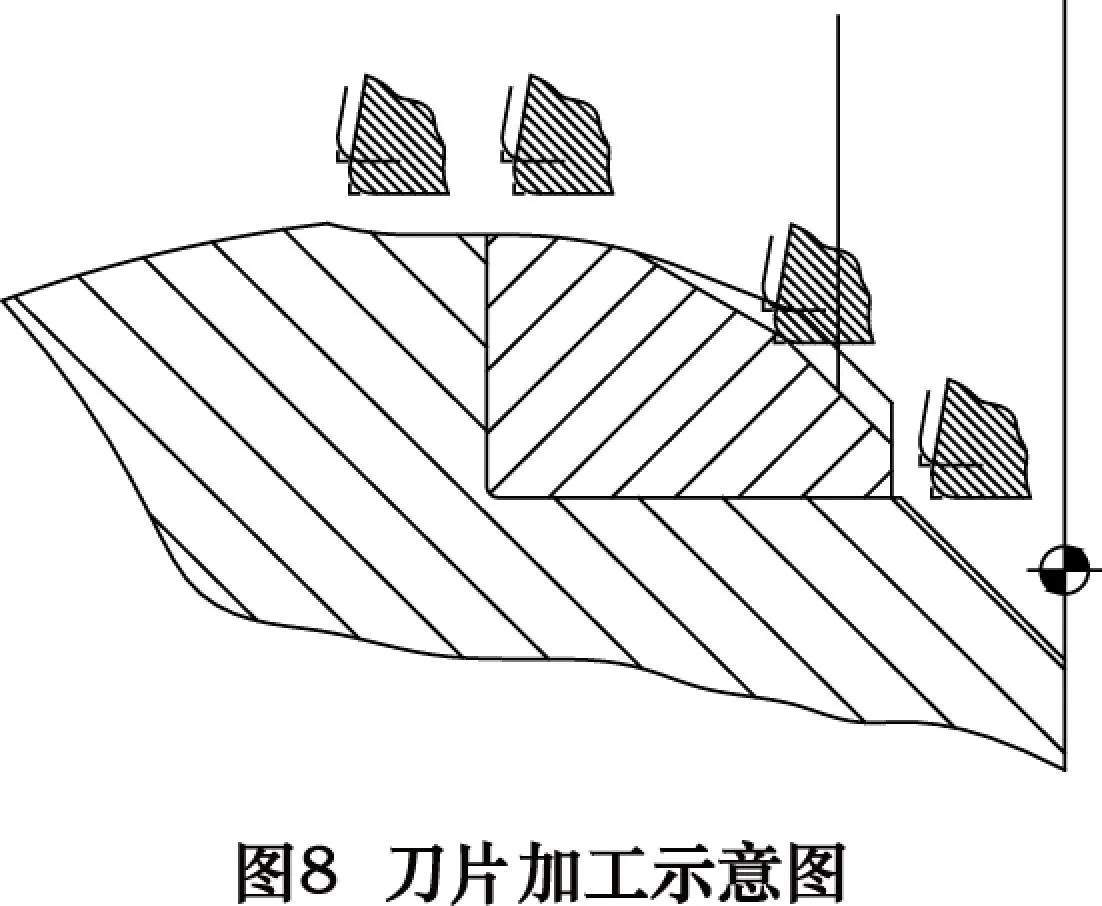
柔性展开式刀具II(如图7所示)可在一定范围内实现不同角度、不同大小缸盖座圈锥面的加工。发生头刀具包含粗车刀和精车刀,均为菱形刀片,两刀片轴向、径向均相差小段距离,粗车刀切削在前,精车刀在后,可根据需要调整粗车、精车加工余量的分配,减小精车切削力,保证座圈表面质量。加工时,通过主轴与心轴(推动滑套的轴)两轴联动进给,适应座圈不同角度锥面的组合加工,由外向内完成座圈所有锥面的粗车和精车加工(如图8所示)。
3 检测结果
3.1检测方法
采用三坐标测量机,以缸盖底面为基准面,在座圈下沉量尺寸平面位置,探针连续走圆,采集众多数据点,消除采点少及反复接触、离开工件产生的误差,提高测量不确定度,具备一定的测量精度。但是,由于三坐标结构为正交的线性轴,而这种圆度检测需要联动两个轴且不断变换方向,转点的滞后会引起一定的测量误差。本文检测中使用的计量型三坐标,其测量误差约1.3 μm。
3.2检测数据
3.2.1锪座圈方案
经检测,枪铰刀具I加工座圈圆度在0.008 mm上下,数据波动略大;柔性枪铰刀具II加工座圈圆度在0.008 mm左右,数据波动较小。切削试验中发现,切削参数的调整对座圈加工圆度影响不明显,适当延长孔底停留光整时间对座圈圆度有一定改善。
此外,据有关研究表明,座圈加工中,为实现平稳切削并不存在理想的切削参数,而刀片几何结构却有一定影响,对刀片刃口负倒棱进行倒圆对切削力、加速度和圆度有很大影响,试验显示倒圆半径约60 μm时,振动最小,加工座圈形状、圆度最佳。
3.2.2车座圈方案
经检测,展开式刀具I加工座圈圆度在0.008 mm左右,略有波动;展开式刀具II加工座圈圆度可以较好地控制在0.008 mm以内。
刀具旋转时存在的不平衡量会产生离心力而引起振动,对主轴轴承、刀具寿命和加工质量造成不利影响,故使用前必须做动平衡试验,根据测出的不平衡量采用去重或配重的方法保证其平衡,此类刀具动平衡一般采用DIN ISO 1940标准G2.5级。
4 结语
发动机缸盖气门座圈加工圆度车座圈方案要优于锪座圈方案,试验中,车座圈方案可将座圈圆度稳定控制在0.008 mm以内,而锪座圈方案只能在0.008 mm左右。而刀具结构对座圈加工圆度有一定影响,尤其对刀具的刚性要求较高,须尽可能缩短悬伸,刀片结构稳固,装夹方式建议采用中间固定,保证刀片装夹可靠,有效减小切削振动,提高座圈表面质量和加工圆度。
本文主要试验了相关刀具对座圈加工圆度的影响。当然,除此之外,还有很多其它因素对座圈加工圆度有综合影响,如对机床主轴跳动有一定要求,工装夹具尽量选用稳定可靠的液压夹具,以及切削液的冷却润滑性、润滑压力、过滤精度等。此外,由于座圈圆度要求较高,三坐标检测误差相对较大,建议寻求专业的座圈圆度检测设备。
[1]吉祺炜. MAPAL刀具在缸盖座圈和导管加工中的改进[J]. 机械制造,2006,44(502):52-54.
[2]金霞,张磊. 气缸盖气门座圈和气门导管的加工技术研究[J]. 装备制造技术,2010(5):154-155,159.
[3]易刚,林剑峰,候延星,等. 发动机缸盖加工关键工艺研究[J]. 机械设计与制造,2011(6):84-85.
[4]胡劲松. 发动机缸盖座圈和导管孔的加工[J]. MC现代零部件,2014(2):43-45.
[5]颜霞. 摩托车发动机气门和气门座圈密封性能不良的工艺分析及对策[J].摩托车技术,2009(3):48~50.
[6]Peter de Groot, Xavier Colonna de Lega. Valve cone measurement using white light interference microscopy in a spherical measurement geometry[J]. Society of Photo-Optical Instrumentation Engineers, 2003, 42(5): 1232~1237.
[7]Ildeu Lúcio Siqueira, Helder Barbieri Lacerda, Paulo Sérgio Martins, et al. Boring of the admission valve seats of the internal combustion engines[R]. 20th International Congress of Mechanical Engineering, November 15-20, 2009, Gramado, RS, Brazil.
(编辑孙德茂)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research of roundness in cylinder head valve seat machining
HE Naqin
( Wuxi Diesel Engine Works, FAW JIEFANG Automotive Co., Ltd., Wuxi 214026, CHN )
As the increase of powder metallurgy using in cylinder head valve seat, valve seat machining is becoming harder due to the high hardness and residual porosity. Since the development and spread applications of special compound tools, valve seat’s run-out can be well done, while its roundness may not. Several process projects have been studied in this article discussing the influence to valve seat’s roundness.
cylinder head; valve seat; machining roundness
TH16
A
何娜琴,女,1983年生,硕士,工程师,从事工作为发动机缸体缸盖机加工工艺设计。
2015-10-13)
160436
*国家高档数控机床与基础制造装备科技重大专项(2013ZX04012071)
