基于开槽法的钢结构件加工变形控制研究
2016-08-31范大伟
崔 鑫 郑 骥 葛 佳 杨 程 范大伟
(①天津航天长征火箭制造有限公司,天津 300462;②首都航天机械公司,北京 100076)
基于开槽法的钢结构件加工变形控制研究
崔鑫①郑骥②葛佳①杨程①范大伟①
(①天津航天长征火箭制造有限公司,天津 300462;②首都航天机械公司,北京 100076)
某整体钢结构件由于材料残余应力大、材料去除量大,导致加工过程中变形严重,加工效率很低。为提高加工效率,采用大切除量的工艺方案,但加工后变形量超过使用需求。通过研究基于开槽法的应力释放技术,有效地控制了加工后零件的变形程度,提高了产品加工效率。
开槽法;残余应力;应力释放;变形控制
为提高结构件的强度和韧性、减少装配工作量,零件越来越多地采用整体结构加工而成。但是整体结构件毛坯材料多为经过锻造、轧制、热处理等工艺加工而成,材料残余应力较大且分布不均。在加工过程中随着材料的切除,残余应力得到释放,导致加工变形。整体结构件的加工变形问题是数控加工领域公认的难题。本文通过采用基于开槽法的应力释放技术,对某整体钢结构件的加工变形控制进行研究。
1 产品状态
某钢结构件采用30CrMnSiNi2A钢锻件整体机械加工而成,加工中材料去除量高达89%。毛坯为整体钢锻件,由于锻造过程经过高温锻压、热处理等多道工序,原材料残余应力较大,且分布十分不均。
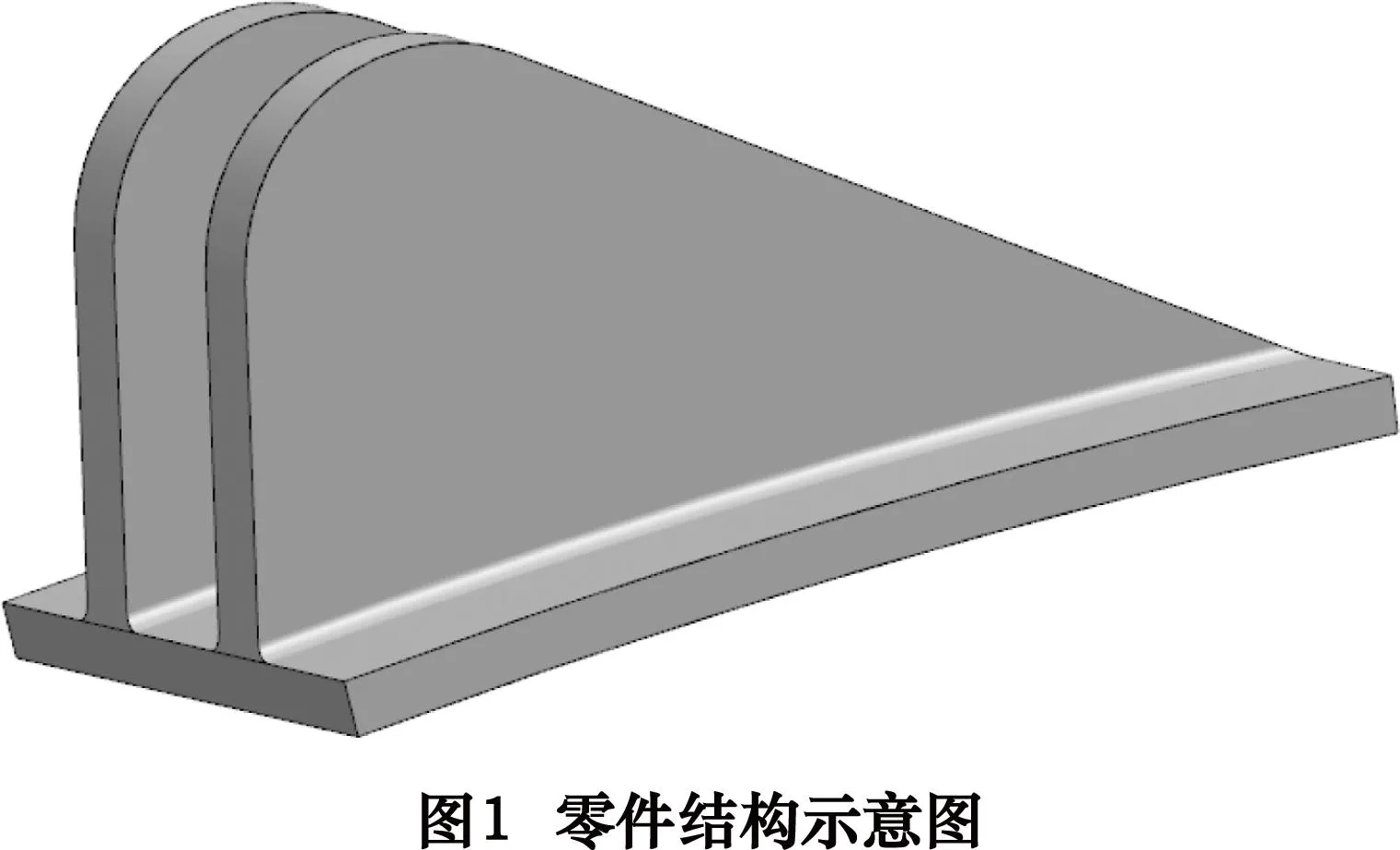
零件底面为直径超过5 000mm的弧面,厚16mm,弧长325mm,零件结构形式如图1所示。底弧面为装配接触面,因此对机械加工后底弧面的形状精度要求较高,允许变形量为±0.3mm。若底弧面发生加工变形,难以通过校形来校正,易导致产品报废。
2 加工方案
2.1铣削加工方案
铣削加工方案中工件底弧面经粗加工、多次半精加工后留0.5~1mm余量。待底弧面应力释放、充分变形后,使用球头铣刀精铣底弧面。铣削加工方案的工艺流程如图2所示。采用铣削加工方案加工后,底弧面尺寸满足使用需求。多次半精加工的间隙实际上是对底弧面残余应力释放,使其充分变形的过程。通过加工过程中的应力释放,使精加工前工件残余应力减小,精加工后底弧面变形量小。
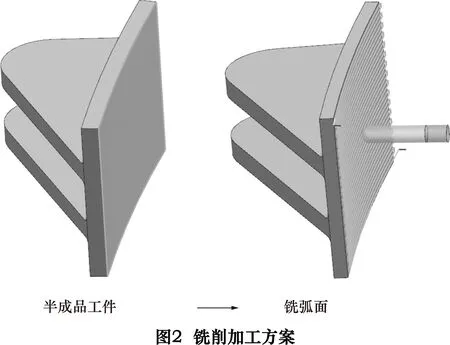
但是铣削加工方案需要安排多次半精加工,进行多次应力释放,产品生产周期长。采用球头铣刀铣削,刀具与工件为点接触,走刀路径为往复形式。为了保证加工表面粗糙度,不得不减小走刀步距。因此铣削加工中刀轨路径非常长,加工效率非常低,刀具磨损严重。
2.2线切割加工方案
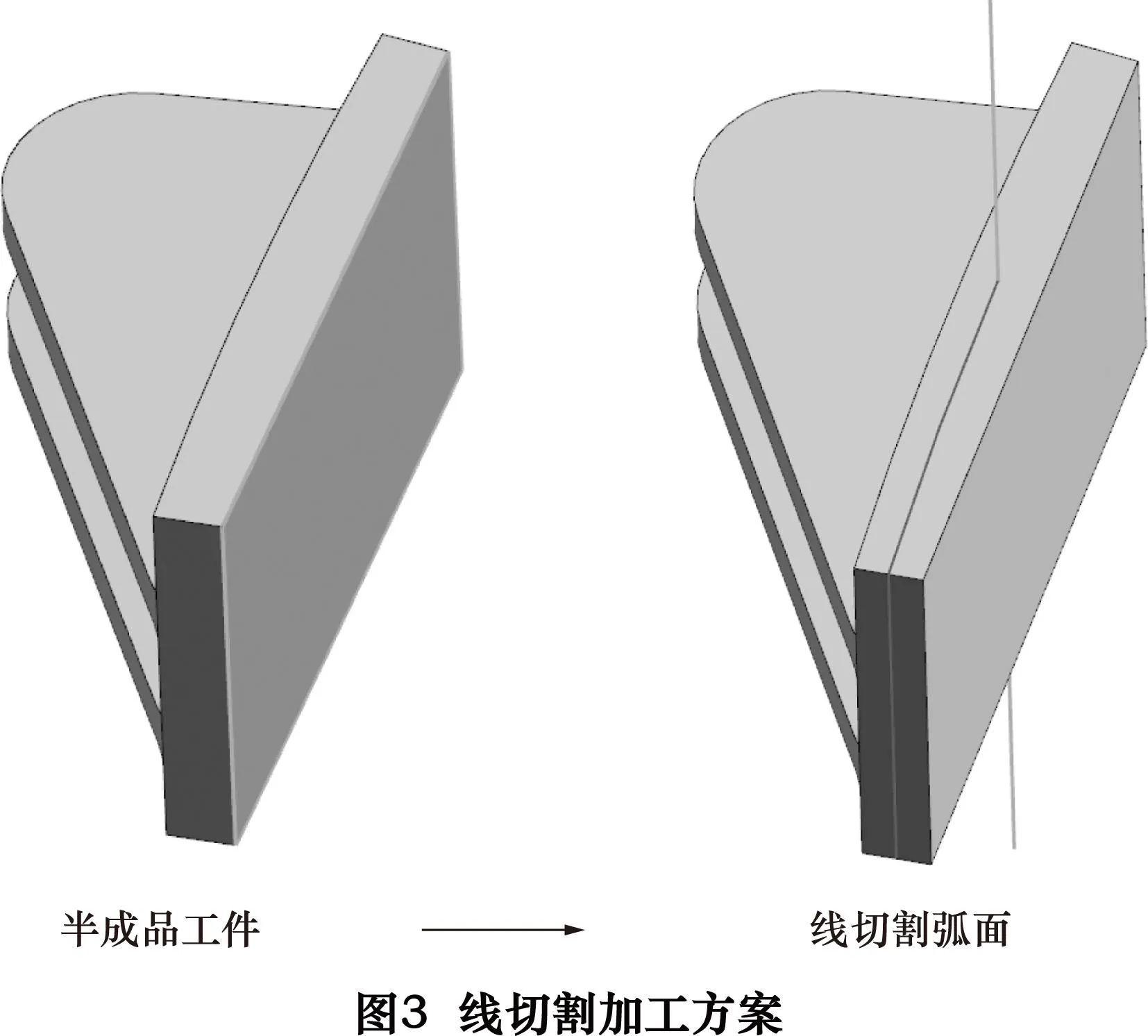
线切割加工方案中工件底弧面经粗加工后留较大余量。底弧面精加工采用线切割方式切割。线切割加工方案的工艺流程如图3所示。采用线切割加工方案,工件底弧面可留较大余量,取消了铣削加工方案中底弧面的半精加工工序,有效缩短了产品生产周期。线切割与工件为线接触,精加工一次成形,加工效率得到有效提升,避免了刀具磨损产生的生产成本。
但是经线切割精加工后,底弧面产生较大变形,变形量达1mm,不满足使用需求。变形后的底弧面难以校正,影响装配精度,造成产品报废。
3 改进加工方案
3.1开槽法加工方案
基于开槽法的加工方案是在线切割加工方案的基础上进行的。首先工件底弧面经粗加工后留较大余量,然后在底弧面余量处加工应力释放槽。应力释放槽宽20mm,深度方向留精加工余量,横向均匀开3个槽,纵向中心位置开1个槽,所有槽贯通弧面余量。待底弧面的残余应力经槽应力释放、充分变形后,采用线切割精加工底弧面。开槽法加工方案的工艺流程如图4所示。

采用开槽法加工后,底弧面尺寸满足使用需求。通过加工应力释放槽,使底弧面残余应力得到释放,降低了精加工时底弧面的残余应力。精加工后变形量小,变形量控制在±0.2mm范围内,满足使用需求。另外结合线切割加工方案,加工效率得到有效提升。
3.2原因分析
开槽法是切削加工前,在工件材料开槽释放工件中残余应力的方法,用于减小加工过程中残余应力释放引起的加工变形。在需要去除材料的部位加工应力释放槽,使大部分的残余应力得以释放,使工件充分变形。并在下一步的加工过程中,把由于应力释放引起的变形加工掉。
研究证明,应力释放槽深度产生的变形影响大于宽度产生的变形影响;横向应力释放槽应力释放效果要优于纵向应力释放槽;应力释放槽数目越多,残余应力释放效果越好。因此,在本研究中优先选用横向应力释放槽。加工结果表明开槽法的应用有效地释放了工件内部的残余应力,工件加工变形得以控制。
4 结语
随着航空航天工业的高速发展,越来越多的零件采用整体结构加工而成。随之产生的加工变形控制技术,是国内外学者研究的重点。开槽法可以有效地释放工件内部残余应力,减小整体结构件的加工变形。在毛坯残余应力释放过程中,其应用效果尤为显著。由于具有处理时间短、易操作、加工成本低的优点,在小批量生产中具有广阔的应用前景,可广泛用于各类整体结构件残余应力释放、加工变形控制技术中。
对基于开槽法的加工变形控制技术的研究仍处于起步阶段,对应力释放槽结构参数的选择主要依据经验水平。目前主要采用的有限元分析对开槽法的研究,只能针对特定结构和众多影响因素中的某个因素进行,仿真的精度相对较低,只能为加工变形控制提供指导性意见。基于开槽法的加工变形控制技术有待进一步理论研究,应力释放槽的结构参数有待进一步优化。
[1]白鹰,金伟英,顾丹.航天大尺寸薄壁圆盘的加工变形控制研究[J].制造技术与机床,2014(8):122-124.
[2]刘秦龙,华军,贾瑞艳.开槽应力释放法优化整体结构件切削加工研究[J].机械设计与制造工程,2014,43(4):21-24.
[3]马海营,何宇,李亮,等.基于开槽法的毛坯内应力释放数值研究[J].中国制造业信息化,2010,39(7):30-33.
[4]马海营.基于开槽法的航空结构件加工变形控制技术研究[D].南京:南京航空航天大学,2010.
[5]林震宇,刘庆华,黄官平,等.大型铝合金机翼整体壁板加工变形控制技术[J].航空制造技术,2013(1/2):146-149
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Study on machining distortion control for steel monolithic component based on slotting method
CUI Xin①, ZHENG Ji②, GE Jia①, YANG Cheng①, FAN Dawei①
(①TianjinLongMarchLaunchVehicleManufacturingCo.,Ltd.,Tianjin300462,CHN;②CapitalAerospaceMachineryCompany,Beijing100076,CHN)
Becauseoflargeresidualstressandlargeremovalofthematerial,asteelmonolithiccomponentappearsseriousmachiningdistortion,andthemanufacturingefficiencyisverylow.Wetrytouseamassremovalprocessplantosolvetheseproblems.However,themachining-distortedextentisoutofdesignrequirements.Inthisarticle,themachiningdistortioncontroliswellachievedthroughexploringstressreleasebasedonslottingmethod,andthemanufacturingefficiencyisimproved.
slottingmethod;residualstress;stressrelease;distortioncontrol

TG501;TH161文献识别码:A
崔鑫,男,1987年生,硕士研究生,工程师,从事航天整体结构件数控精密加工工艺技术研究。
(编辑李静)(2015-08-18)
160326
