大型齿轮磨削余量快速识别方法研究*
2016-08-31郭召
郭 召
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
大型齿轮磨削余量快速识别方法研究*
郭召
(秦川机床工具集团股份公司,陕西 宝鸡 721009)
针对大型齿轮热变形不规律,磨削余量分布不均,造成齿轮磨偏、磨不全及烧伤等问题,提出一种大型齿轮磨削余量快速识别方法,有效解决了上述问题,为大型,超大型齿轮的精密磨削,提供了一种可靠的磨削工艺方案。
大型齿轮;磨削余量;快速识别
大型、高精度硬齿面齿轮是重型机械传动行业中关键的动力传动元件。随着船舶、军工、风电、核电、冶金、矿山等重型机械行业对产品使用寿命、承载能力、可靠性等要求进一步提高,对作为基础传动元件的齿轮提出了更高的要求,普遍要求齿轮传动在高速、重载、冲击多变及恶劣环境下可靠性高、运行寿命长和振动噪音低。只有硬齿面高精度齿轮才能满足要求。齿轮在完成粗切齿加工后,进行热处理,热变形大,尤其是大型齿轮,热处理变形导致齿轮精度大幅降低,磨削余量分布不均匀。
大型硬齿面齿轮需要磨削加工保证精度。传统方法是采用任意齿槽对刀后进行磨削,起始位置的磨削余量分布是随机的。如果起始位置余量小于平均余量,那么当执行循环磨削程序到达磨削余量较大的齿槽,材料去除量急剧增大,造成齿面烧伤。如果起始位置左右齿面余量差异较大,会出现偏磨的现象,导致局部齿面加工不完整,造成工件报废。
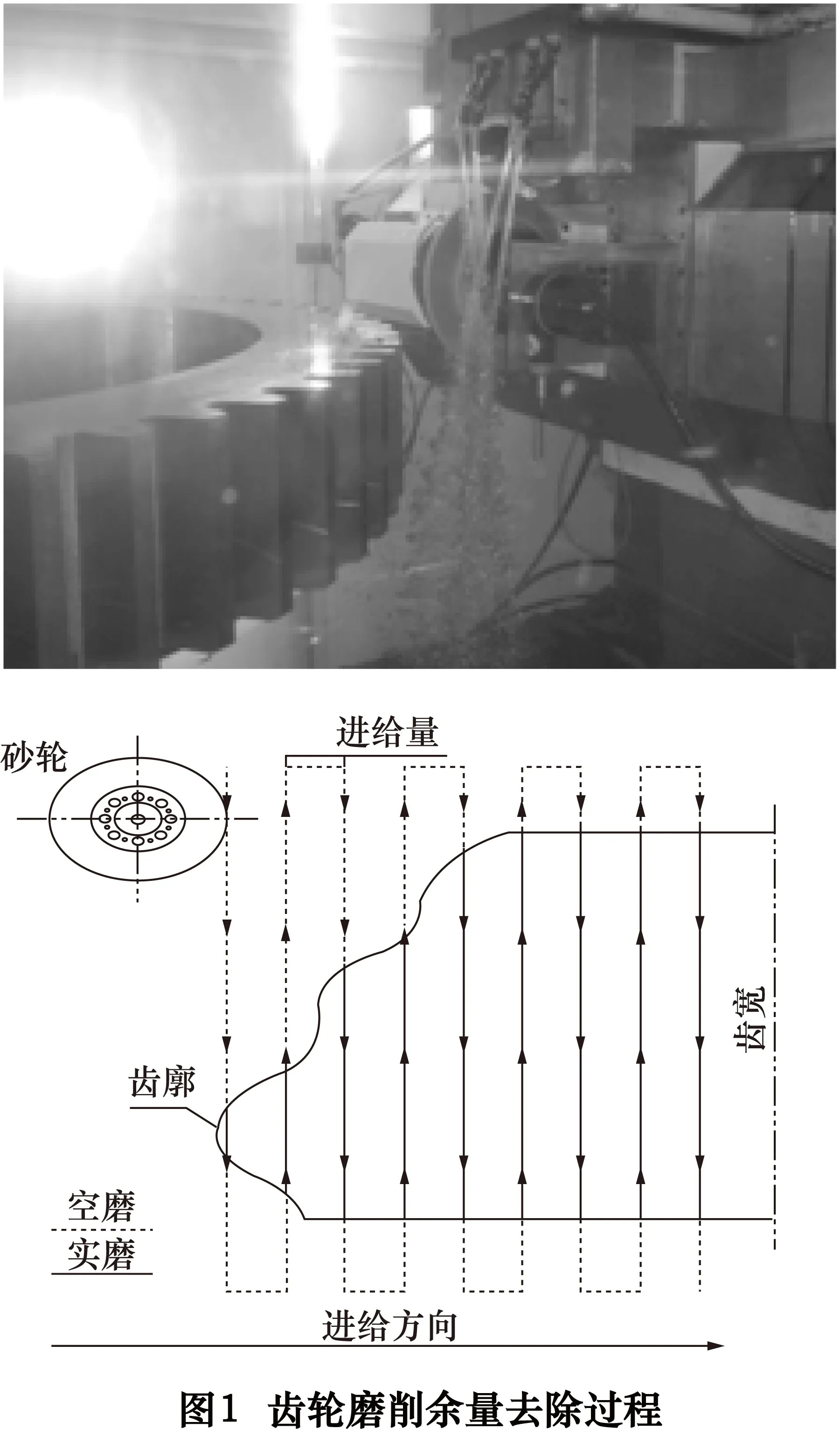
在生产过程中为了避免这类问题,在大型齿轮磨削过程中,采取放大齿坯磨削余量的方法。根据工件参数,凭经验在设计的磨削余量基础上增加0.2~0.5 mm,将砂轮的进刀起始位置进行调整。如图1所示,放大毛坯余量后,磨削冲程增多,但最初几个磨削冲程仅去除了少量材料,大部分时间处于空磨状态,加工费时,设备利用率低。在磨削过程中仍难以避免齿轮局部热变形过大引起的齿面烧伤问题。
为了克服上述不足,本文针对大型齿轮磨削提出了大型齿轮磨削余量快速识别方法。齿轮工件在机床中安装校正后,通过检测装置对轮齿廓形数据进行采集。在磨削前,掌握轮齿磨削余量分布情况,根据磨削余量分布情况,采取相应的磨削工艺,提高磨削效率,保证加工质量,避免偏磨、烧伤、报废。
1 大型齿轮磨削余量分布快速识别
大型齿轮磨床配置在机测量装置,用于对磨削完成的齿轮进行精度检测。测量装置使用触发式测头,测头与齿面接触,相互运动,达到触发力后,系统获得中断位置信号,机床数控系统记录机床转台及径向进刀轴坐标位置。对齿轮齿廓进行快速测量(图2),通过中断位置记录的机床坐标位置计算齿廓形状。
将测量数据和理论轮齿廓形对比,计算出齿坯余量分布情况,如图3所示。调整砂轮与齿轮的最佳起始磨削位置,跳齿磨削,将余量较大的个别齿廓集中磨削,均化磨削余量,提高加工效率,保证每一齿廓都可以完全磨削到。


2 工程应用
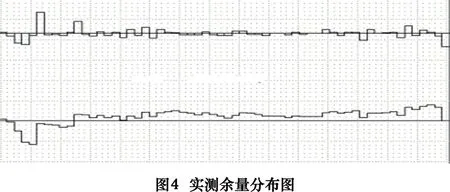
第一步对齿坯磨削余量进行检测,获取齿坯磨削余量分布图如图4所示。
第二步对磨削余量较大的个别齿廓,进行单独磨削,以均化余量分布。
第三步调整砂轮与齿轮的最佳起始磨削位置,保证每一齿廓都可以完全磨削到,进行循环磨削。
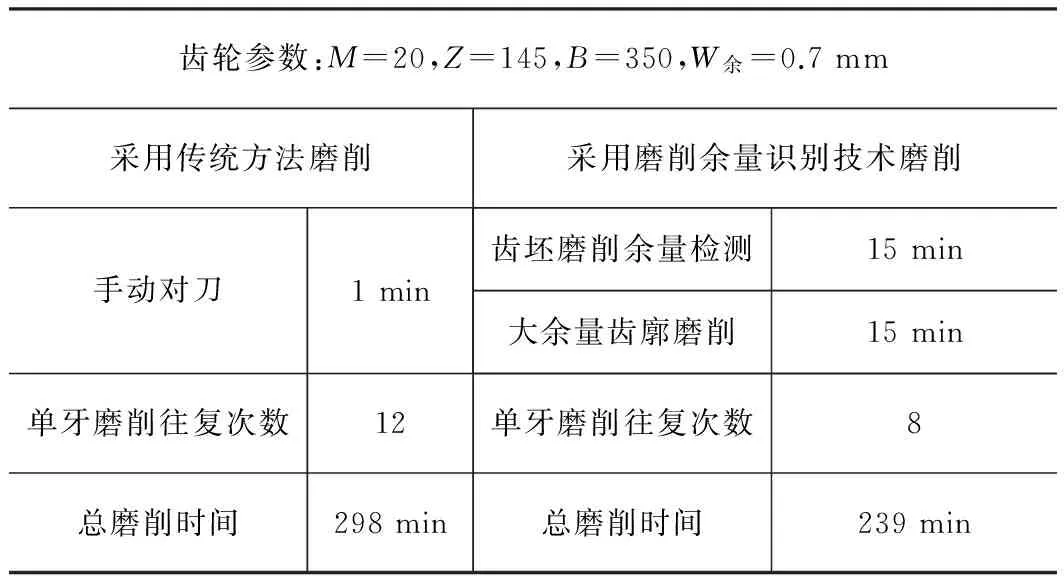
表1 磨削效率比较
3 结语
对大型齿轮齿坯进行磨削余量分布检测,并依次优化磨削工艺,可以显著提高磨削效率(见表1)。有效避免因为余量分布不均,起始磨削位置选择不合理造成的部分齿廓磨不出的问题,避免了由于磨削余量突然增大造成的齿面烧伤问题,为大型,超大型齿轮的精密磨削,提供了一种可靠的磨削工艺方案。
[1]李文龙,商向东,金嘉琦.大齿轮在机测量关键技术分析[J].工具技术,1997(11):32-24.
[2]李文龙. 大型齿轮在机测量原理与技术研究[D].大连:大连理工大学,2000.
(编辑李静)
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Research of rapid identification method to large gear grinding stock
GUO Zhao
(Qinchuan Machine Tool﹠Tool Group Co.,Ltd., Baoji 721009, CHN)
Due to the heat treatment distortions of a gear, the stock per flank varies along the profile of the teeth and the face width. As a result of that, the gear flank is grinded partially or burned. Put forward a rapid identification method to large gear grinding stock and effectively solve the above problem. The method provides a reliable grinding technology project for large, precision gear grinding.
large gear; grinding stock; rapid identification
TH39
B
郭召,男,1985年生,硕士,工程师,主要从事齿轮磨削机床设计及磨削技术研究工作,已发表论文4篇。
2015-05-19)
160125
*国家科技重大专项(2014ZX04001-191)
