二氧化碳吸收塔上段中部筒体现场更换方案
2016-08-26谢仁庆
谢仁庆
(智胜化工股份有限公司福建永安366013)
二氧化碳吸收塔上段中部筒体现场更换方案
谢仁庆
(智胜化工股份有限公司福建永安366013)
智胜化工股份有限公司(以下简称智胜公司)220 kt/a合成氨生产装置采用本地无烟煤为原料,半水煤气经脱硫、变换、脱碳、精炼和合成等工序生产合成氨。二氧化碳吸收塔是MDEA法脱碳装置中的一个重要设备,由于工艺介质、工作压力及温度等因素的作用,该塔上段中部筒体局部发生了严重腐蚀。该吸收塔属于塔器类大型设备,总高46 650 mm,存在着腐蚀隐患,严重威胁到生产的安全运行和操作控制。腐蚀发生后,一方面分析了装置腐蚀的原因,并相应采取减缓腐蚀等补救措施;另一方面,报请福建省特种设备检验研究院重新复核该设备强度并监督运行,利用生产系统大检修的停车机会,对吸收塔进行修理或更换处理。2010年9月,智胜公司结合现场实际情况,优化方案,统筹施工,创新性地采取“对半”切割、倒置组装的工艺,高效、圆满完成了吸收塔上段中部筒体的现场更换工作。
1 二氧化碳吸收塔主要技术参数
二氧化碳吸收塔主要技术参数见表1。
2 腐蚀情况及原因分析
2010年5月小修检验时,发现二氧化碳吸收塔上段中部筒体的内壁呈块状腐蚀,面积较大、分布广,但主要集中在长度约2 570 mm的中部筒体上。根据腐蚀面检查,认为二氧化碳吸收塔中部筒体内壁属于冲刷腐蚀,即金属表层的钝化膜被冲刷后,碱性溶液(如碳酸根离子等)引起金属材料的侵蚀性腐蚀。发生冲刷腐蚀的原因必然是工艺气体、液体介质的流速过快,或者是其流速、压力发生较大的变化所致。
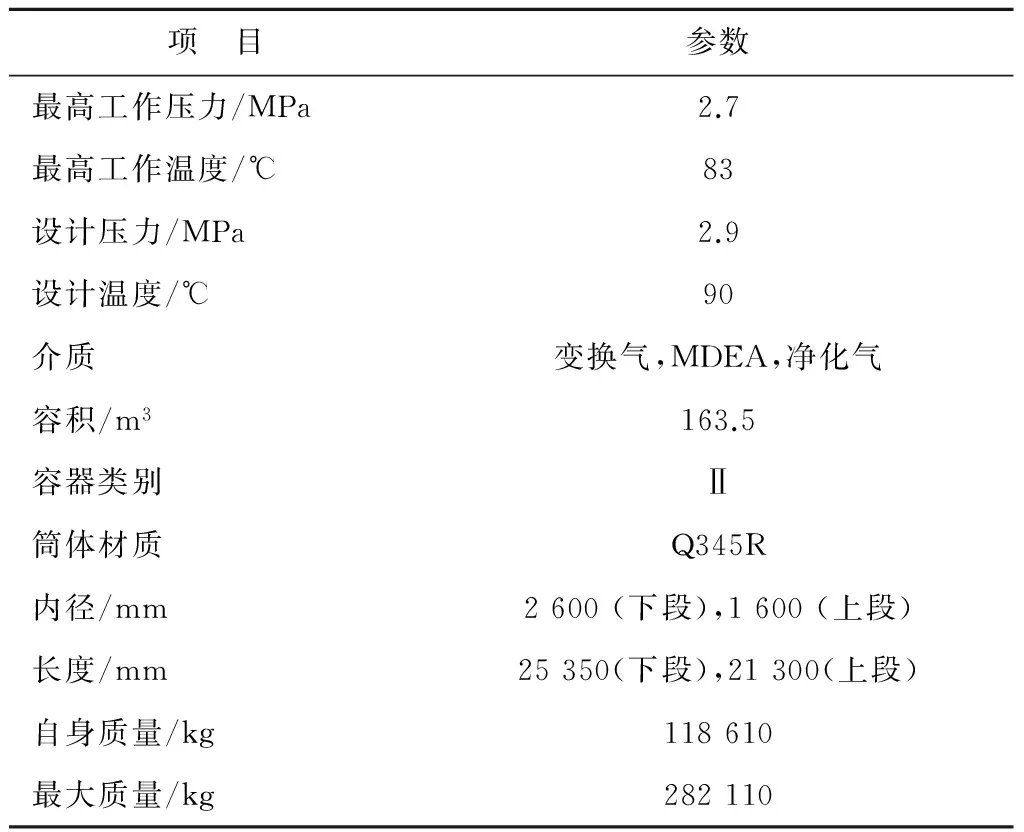
表1 二氧化碳吸收塔主要技术参数
3 二氧化碳吸收塔筒体现场更换方案
3.1修理作业的难点分析和方案优化
针对该吸收塔出现的腐蚀状况,智胜公司成立了修理项目组,针对腐蚀损坏可能造成的影响和修理施工难点制定出相应的措施。修理施工主要难点有以下几个方面。
(1)该吸收塔属于塔器类大型设备,腐蚀损坏的特征是腐蚀部位相对比较集中。经进一步测厚检查确认,除筒体外其余内壁未发现异常腐蚀,而且该设备造价高,制造、安装周期长,因此,适宜局部修理而不宜整台设备更换。
(2)采取局部修理方案。由于待更换的筒体位于吸收塔上段,距塔底座高度约33 m,与塔顶部高差约13 m,因此,常规方法是将上段主体(腐蚀的筒体至塔顶的全部)切割并吊装至地面,待更换腐蚀的筒体后,再回位吊装并施焊;但是,由于该设备外形尺寸大,上段筒体位置较高、质量也大,吊装更换时需用300 t以上的大吊车施工,吊装难度很大,修理费用昂贵,常规的局部修理方案亦不可选。
(3)因为待更换的筒体长度为2 570 mm左右,而钢板的宽度一般不大于2 000 mm。经商定,拟采取局部修理的优化方案,即以2个筒体对接而成(1 800 mm+770 mm),实施“对半”切割、倒置组装的工艺,并仅吊装指定损坏筒体的方式进行更换。
(4)生产系统大检修项目多、任务重、时间紧,必须统筹安排、合理施工,严格检验和验收,确保安全、优质地完成该项目。
3.2修理方案的制定和实施
根据现场实际情况,本着安全、节约的原则,采用仅吊装更换指定损坏筒体的修理技术方案,并制定出项目的施工进度表,统筹安排施工,确保优质、安全完成筒体更换工作。
(1)制定创新性的组装工艺:在吸收塔上段,指定更换的筒体外侧预先焊固1个临时性的双杆对称式支撑梁机构用于支撑和定位,再分两半更换筒体的方式施工。作业时,根据已预制的2件半筒体的纵向剖切线的方位,在原吸收塔筒体的指定高度位置,将相同方位的一半剖切并吊下,新预制的指定半筒体吊上后,其上、下两端与原设备分别组对并施焊;另一件半筒体的作业步骤同前,但该件新的半筒体必须先倒置再组对,以避免出现十字焊接头,最后施焊2个新的半筒体的纵向接头(图1)。施工中,使用1台70 t 的运行式起重机吊装,即完成了筒体更换作业。
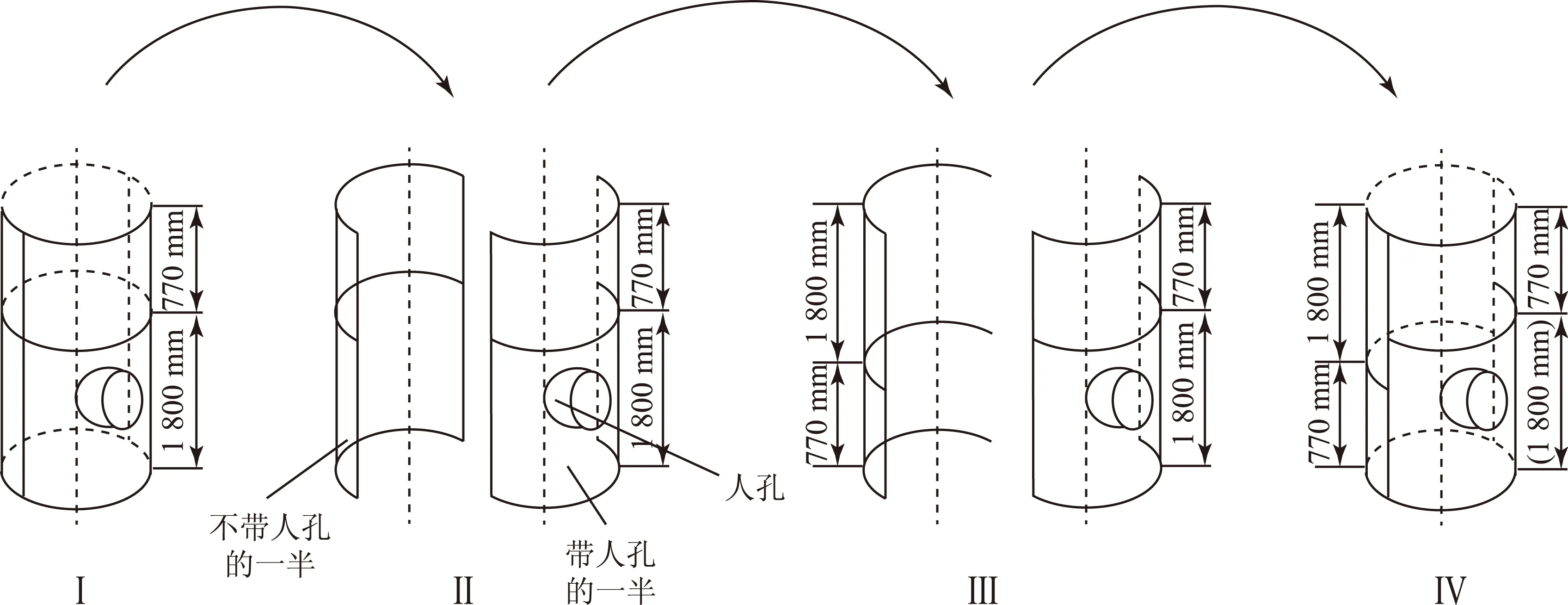
图1 吸收塔中部筒体修理组装示意
(2)根据生产系统大检修的特点,修理项目组制定出施工的进度计划横道图表,并严格实施,统筹安排、优化合理施工,避免了与其他相关作业组的冲突。
(3)按压力容器制造质量控制体系运行,完善质量控制文件,制定质量控制点,应严格过程检验和竣工验收,把好检验关,确保安全、优质地完成项目。
4 结语
该吸收塔修理项目的准备和施工过程中,智胜公司严格按照压力容器制造质量控制体系的要求,抓好各个环节的质量控制,项目一次性验收合格,成功实施了优化方案,为公司节约了修理费用,也积累了较多的工程实践经验。
2015- 04- 30)
