五轴联动激光焊系统在汽车锂电池焊接中的应用
2016-08-26王明睿李培申付园园QIUJuWANGMingruiZHAIJingLIPeishenFUYuanyuan北京机械工业自动化研究所北京100120
邱 菊,王明睿,翟 靖,李培申,付园园QIU Ju, WANG Ming-rui, ZHAI Jing, LI Pei-shen, FU Yuan-yuan(北京机械工业自动化研究所,北京 100120)
五轴联动激光焊系统在汽车锂电池焊接中的应用
邱菊,王明睿,翟靖,李培申,付园园
QIU Ju,WANG Ming-rui,ZHAI Jing,LI Pei-shen,FU Yuan-yuan
(北京机械工业自动化研究所,北京 100120)
介绍了用IPG激光焊机结合五轴联动技术实现车用锂电池极片与电池的焊接,并实现了锂电池在激光焊机上的无夹具焊接的问题,利用工控机结合板卡并与外围PLC通讯实现电池的自动定位、焊接过程中的定位纠偏、每片电池的自动夹紧并焊接,大大提高了焊接质量和效率并优化了生产工艺。
激光焊;五轴联动;定点压紧;控制策略
0 引言
激光焊接是一个将正负极材料、隔膜和电解液等原材料化零为整的融合制造过程,是整个动力锂电池生产流程中的关键工艺。新能源汽车动力锂电池模组全自动激光焊接系统应用于汽车电池模组装配线中。全自动激光焊接设备主要通过自动激光焊接设备的XY电控伺服工作台带动聚焦系统进行移动,并拍照,确定焊接位置,同时激光测距仪测量焊接物距,微调后进行焊接,完成全自动焊接作业。
目前激光焊接技术、伺服电缸、PLC控制、总线通讯等软硬件技术发展比较成熟,能够满足市场上绝大多数自动化生产设备对高精度、柔性化的生产要求,对动力锂电池模组全自动激光焊接设备而言亦是如此。实际中采用伺服工作台、激光焊接头、视觉系统、自动对焦调节系统、同轴CCD监视系统等模块相互配合工作,最终能够稳定、精准完成激光焊接技术要求。
1 硬件总体设计
1)系统配置
锂电池激光焊系统主要由:光纤激光器、激光焊接头、自动对焦调节系统、视觉定位系统、五轴联动工作台、CCD监视系统及净化抽风装置组成。
2)焊接机主要结构
焊接运动过程简述:
(1)模组由产线运送到焊接工位,顶起定位。
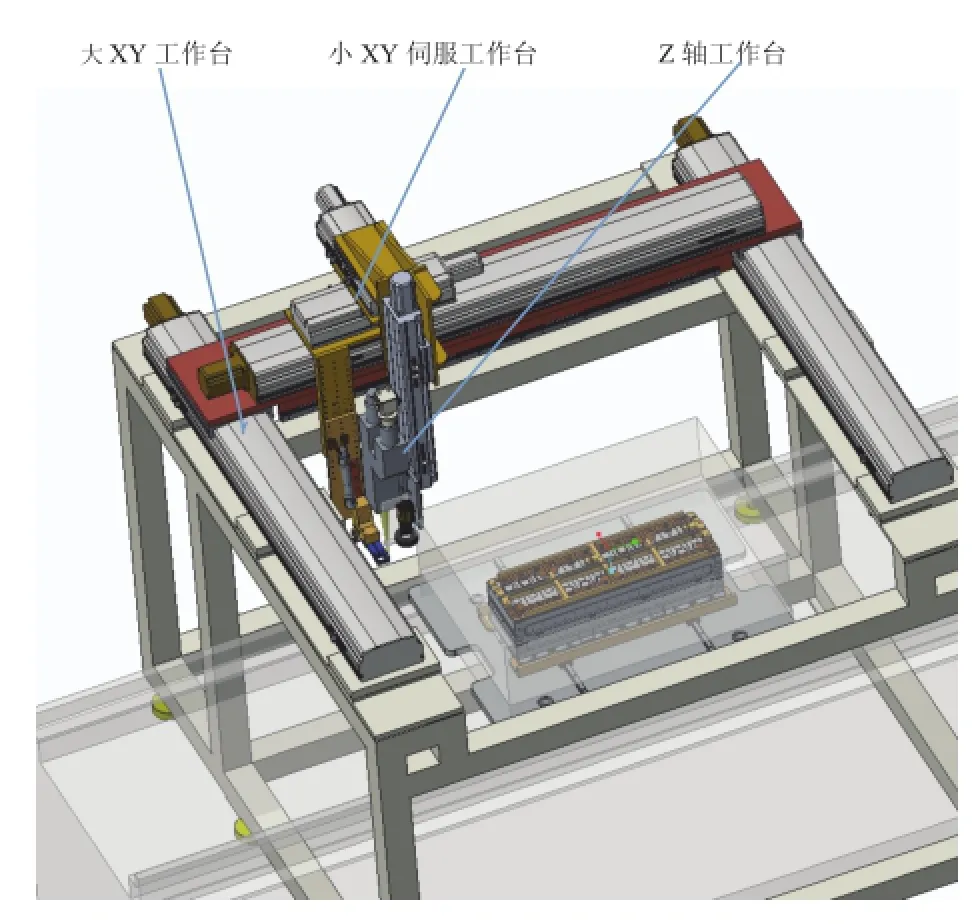
图1 五轴联动焊接机结构
(2)“大YX工作台”带动“小XY工作台” 及视觉和测高组件对第一个焊接区域进行测高和视觉定位。
(3)“大YX工作台” 带动气动压紧组件对第一焊接区域的连接片进行压紧。
(4)“小XY工作台” 带动测高组件对焊接区域进行二次测高,以此调整聚焦系统的离焦量。
(5)“小XY工作台”带动聚焦系统按预定的焊接轨迹进行焊接。

图2 固定电级具体结构
(6)气动压紧组件抬起,进入下一焊接循环。
激光焊对焊接间隙要求较高,一般须小于0.3mm,否则会影响焊接质量,出现焊接不牢,熔深不够等焊接缺陷。
电池模组各待焊极耳平面度难以保证,焊接焦距须根据极耳平整度进行自动调整。
针对电池模组特点,定制压头对铝排焊接面的两侧区域进行大面积压紧保证压头都能够压紧到位。
同时,采用激光测距进行引导跟踪,实时检测待焊极耳的平面度,并将此数据反馈到Z轴伺服机构,借此调整焊接焦距。
2 软件流程分析
激光焊接设备的具体工作过程如图3所示。
激光焊报警及启停,通过PLC控制数据对接,主要采用板卡IO点方式。
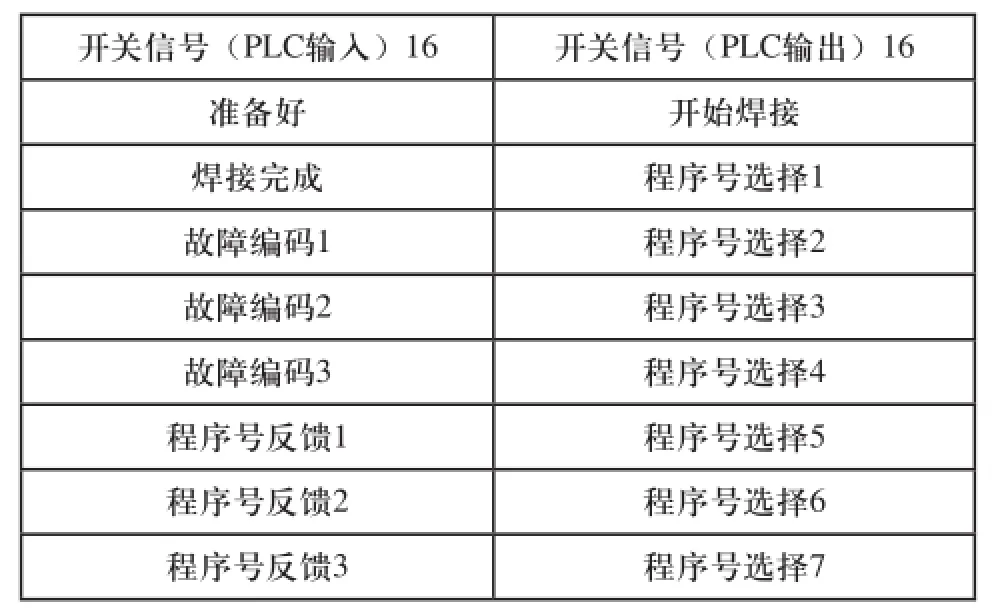
表1 激光焊设备IO点对应表
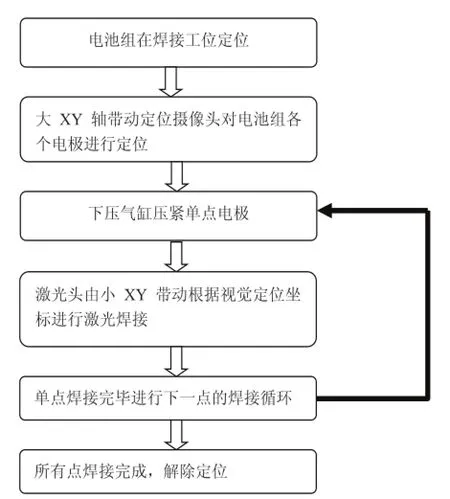
图3 激光焊工艺流程图
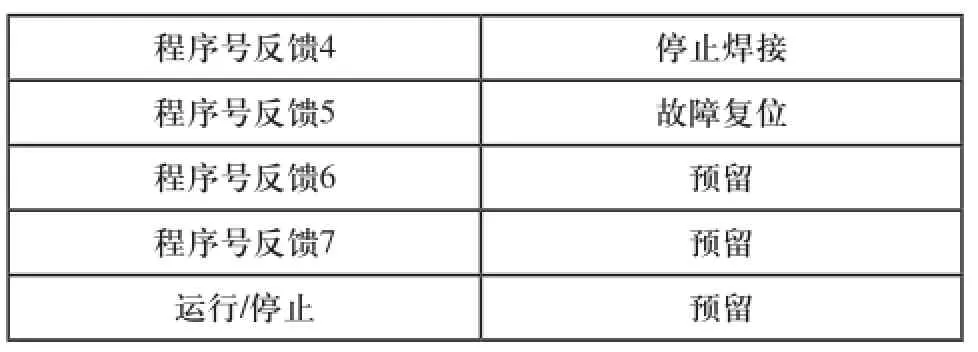
续(表1)
具备以太网连接功能,可以传输编码信号、实时功率、焊接时间、焊接完成信号和工艺参数等。
3 结束语
动力锂电池模组通过高效精密的激光焊接可以大大降低接触电阻,降低能耗,提高动力电池的安全性、可靠性和使用寿命,必将为今后新能源汽车电池技术的发展提供重要保障。
五轴联动激光焊系统大大提高了生产线的效率也节省了大量工装的制作成本,对于深入探究该工序的关键设备和工艺、提升车企的自动化水平、降低工人劳动强度和提高生产安全性具有重要意义。
[1] 李亚江.特种焊接技术应用[M].化学工业出版社,2014.
[2] 李绍炎.自动机与自动线[M].北京:清华大学出版社,2007.
[3] 王纯祥.焊接工装夹具设计及应用[M].化学工业出版社,2014.
Application of five axis linkage laser welding system in automotive lithium battery welding
TP29
B
1009-0134(2016)06-0084-02
2016-04-11
邱菊(1985 -),女,辽宁人,助理工程师,本科,研究方向为自动化生产线硬件设计。
