1 000 t油压机回转压头间隙消除的改进措施
2016-08-24吴松华
吴松华
(南通中远川崎船舶工程有限公司,江苏 南通 226005)
1 000 t油压机回转压头间隙消除的改进措施
吴松华
(南通中远川崎船舶工程有限公司,江苏 南通 226005)
针对油压机在工作状态下因压头回转需要,在回转压头的上压盘、压头之间须存在间隙,在频繁的加压、提升过程中,此间隙会给回转压头带来部件损坏等问题,通过增加夹紧装置消除该间隙,降低设备的故障率,减少维修工作量,增加设备的可靠性和安全性。
1 000 t油压机;回转压头;间隙消除
1 000 t油压机是造船厂常用的弯曲设备,可实现对板材、型材及构件的弯曲成形、折弯、校正等作业,主要用来加工船艏及波状壁等船用冷弯工件。在实际使用过程中,回转压头的上压盘与压头间会存在间隙,加压时由此带来的冲击不仅会导致部件的损坏,还存在安全隐患,故决定对回转压头进行间隙消除的改进。
1 回转压头工作原理及使用状况
1 000 t油压机的回转压头结构见图1。油压机的主油缸为活塞缸,油压机工作时,油缸的活塞杆(含与其连接的连接盘、上压盘、大齿轮、压头)作垂直上下运动。压头下部的T形槽用于固定可拆卸式的上模具,在油压机的工作台上装有下模具。当所要加工弯曲的板材通过布置在机体两侧的输送辊道送至上、下模具之间时,油缸上腔进油,活塞杆向下做加压动作,板材弯曲成型。随后,油缸下腔进油,活塞杆上升收回,上模具上升。
为满足不同的弯曲曲率,在压头上用螺栓固定一大齿轮,由摆线针轮减速机驱动,用于压头带动上模具一起旋转。同时,位于工作台上的下模具也会同步旋转。
由图1可见,压头(含大齿轮)是通过中间吊轴、平面推力轴承、开槽锁紧螺母固定于上压盘上,上压盘又通过连接盘吊装在活塞杆上。压头是通过摆线针轮减速机和变频制动电机驱动旋转的,为满足灵活旋转功能,压头与上压盘间需留有0.3~0.5 mm的间隙。在使用过程中,发现此处的间隙有不利的影响。
1)油压机每天需要工作2班制,16 h,油缸活塞杆上下做加压动作次数超过2 000次。压头很频繁地上、下运动,受力不同,压头与上压盘间存在的间隙对平面轴承、锁紧螺母有冲击。随着使用时间的延长,出现锁紧螺母松动、间隙变大,最终需要拆卸紧固螺母并调小间隙。
2)存在安全隐患。锁紧螺母松动后,因使用冲击会导致中间吊轴与其配合的外螺纹滑牙。压头及其下部吊装的上磨具重量达2 t,一旦轴头螺纹滑牙,此重量会瞬间落下至工作台上,可能会造成下模具损坏、人员受伤。
3)间隙所导致的冲击易使连接盘与上压头的一圈紧固螺栓松动、折断,需要定期紧固,还要费劲将断螺栓取出。
4)间隙的存在而引起的冲击会加速中间吊轴的疲劳,影响轴的使用寿命。
5)间隙的存在影响工作效率。
2 改进思路和措施
总体思路:在压头升降、加压等动作过程中,通过夹紧装置将间隙消除,只有在压头旋转时才会产生间隙。
在活塞杆内部增加一套夹紧装置,用于消除间隙。安装位置如图2所示的圆圈处。
2.1夹紧装置
夹紧装置由活塞杆、弹簧座、缸体、碟形弹簧、套筒、密封件等组成,通过螺栓固定于连接盘上,见图3。
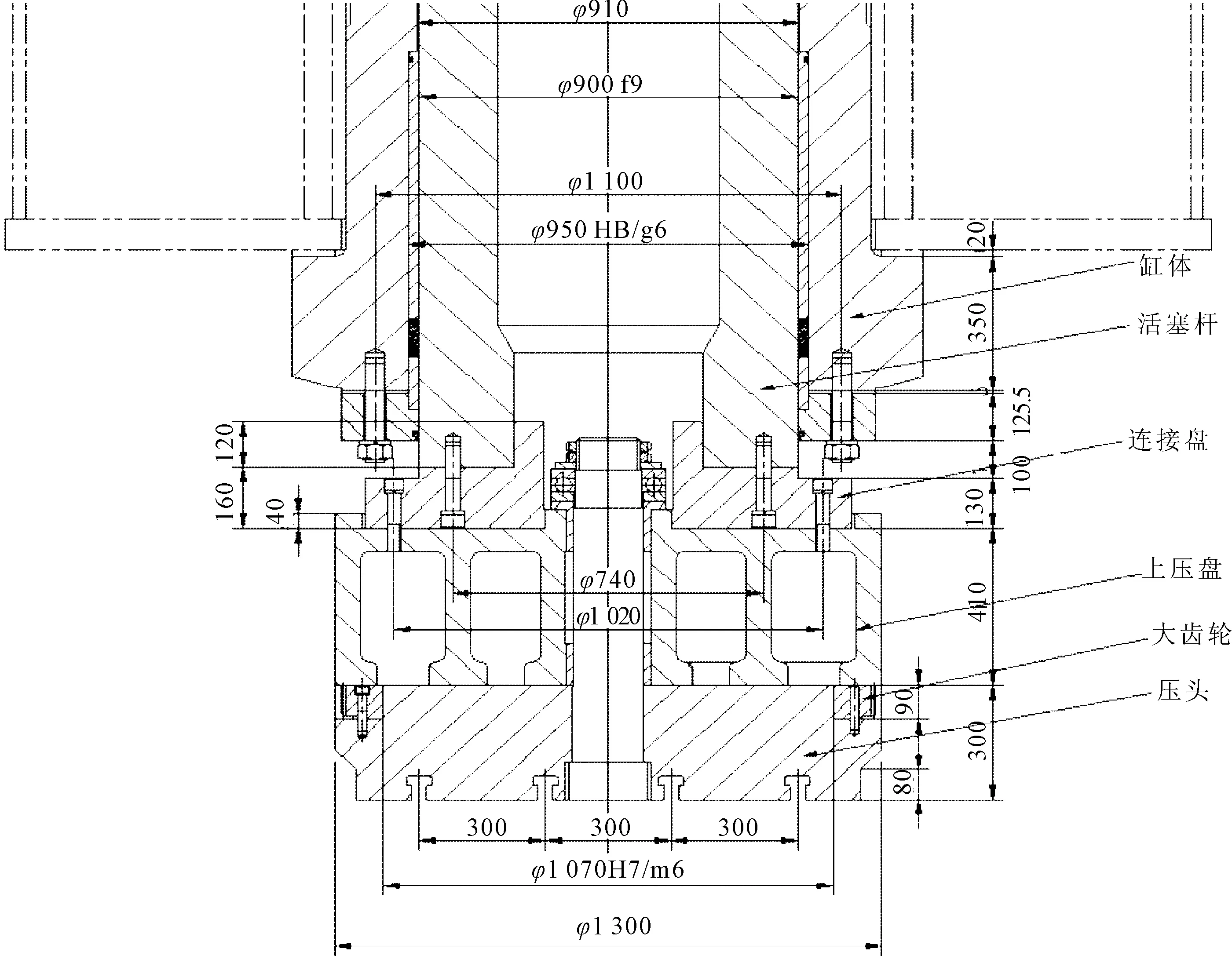
图1 回转压头构造

图2 夹紧装置安装图(图中圈处)

图3 夹紧装置
当压头升降、加压等状况下,通过碟簧的弹力将活塞杆向上提升,达到消除间隙的目的;只有当压头需要回转时,活塞杆上部通入压力油,克服碟簧的弹力,活塞杆下降,在上压盘、压头间产生间隙。初始间隙通过活塞杆最下端的螺母进行调节。
其中,用活塞杆和轴套替代了原来的中间吊轴,活塞杆热处理调质至230~260 HBS[1]。
夹紧油缸放大图如图4所示。
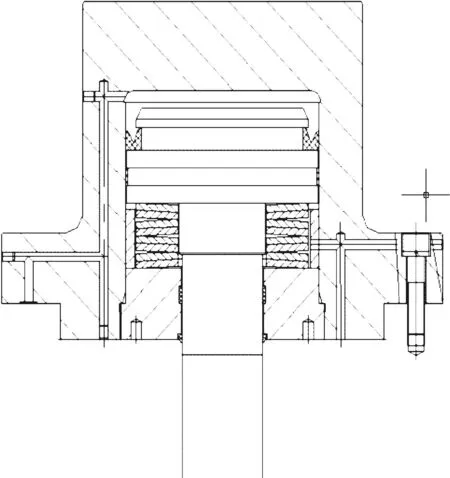
图4 夹紧油缸放大图
采用碟形弹簧的规格为160 mm×82 mm×10.5 mm×6 mm,如图5所示,安装于夹紧装置的有杆腔与碟簧座之间,特性曲线如图6所示[2]。
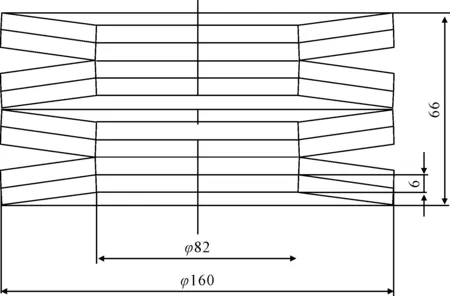
图5 碟形弹簧组合形式

图6 复合碟形弹簧特性曲
当上压盘、压头及上模具安装固定在活塞杆上后,碟形弹簧产生初始压缩量。再通过紧固活塞杆下部的螺母,弹簧进一步压缩,提升力会逐步加大,直至上压盘、压头的间隙满足0.3~0.5 mm。单片碟形弹簧尺寸见图7。
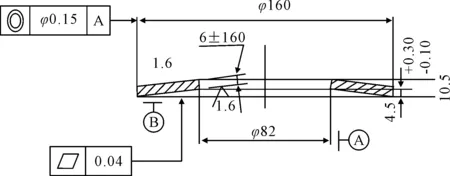
图7 碟形弹簧尺寸
2.2增加控制油路
在该1 000 t油压机液压系统中[3]的控制回路中增加一路控制阀,即2位4通阀D3W20BNJP。在压头需要回转时,电磁阀得电右位接通;压头回转到位时,电磁阀失电[4]。
另外,需要在连接盘上钻横竖向Φ8油孔,连通活塞的无杆腔。
2.3电气修改
在操作台上增加一只拨钮开关,用于控制电磁阀,操作夹紧装置的夹紧和放松。
3 结论
在回转压头上增加了夹紧装置后,有效消除了上压盘、压头之间的间隙,减少了日常维修的工作量,确保了设备使用的可靠性、高效性、安全性,使用效果良好,设备运行正常。
[1] 纪嘉明,苗润生.热处理实用技术[M].北京:机械工业出版社,2011.
[2] 张英会.弹簧[M].北京:机械工业出版社,1982.
[3] 吴松华,10 000 kN液压机液压系统故障分析[J].船海工程,2012,41(3):89-91.
[4] 李新德.液压与气动技术[M].北京:清华大学出版社,2009.
The Improvement Measures for Eliminate Rotary Head Gap of 1 000 t Hydraulic Press
WU Song-hua
(Nantong COSCO KHI Ship Engineering Co. Ltd., Nantong Jiangsu 226005, China)
The clearance between the rotary head pressure plate and the pressure head in the hydraulic press is needed during the working status. In the process of frequent pressure and rising, this gap can bring many problems to the turn head. Increasing the clamping device can effectively eliminate the gap, reduce the failure rate of the equipment and the workload of maintenance, so as to increase the reliability and safety of the equipment.
1 000 tons hydraulic press; rotary head; eliminate the gap
2015-12-08
2016-03-30
吴松华(1979—),男,学士,工程师
U672.2
A
1671-7953(2016)04-0061-04
DOI:10.3963/j.issn.1671-7953.2016.04.015
研究方向:通用设备技术管理
E-mail:wusonghua@nacks.com
