硬质合金焊接与镶嵌技术在模具配件中的应用
2016-08-23宁艳敏
宁艳敏
硬质合金焊接与镶嵌技术在模具配件中的应用
宁艳敏
(大连日川精密模具部品有限公司,大连 116000)
硬质合金材料的优越性能(硬度高HRA85以上,耐磨性好,稳定性高)使其在模具配件中得到广泛应用,但其价格昂贵,因此,在配件加工过程中通常采用以普通模具钢材为基体,将硬质合金焊接或镶嵌到基体上制造配件的方式。本文主要论述关于硬质合金焊接和镶嵌技术的具体应用。
硬质合金配件 焊接 镶嵌 模具配件
1 在电机模具领域的应用
1.1 在转子台阶孔冲头中的应用
1.1.1 转子台阶孔冲头加工工艺
在冲头中,转子台阶孔冲头的刃口尺寸已达到φ40,为节省合金材料,设计者将冲头做成如图1所示的结构,先端环形焊接硬质合金作为刃口(刀口),具体如图2所示。现主要讲述转子台阶孔冲头的加工工艺。
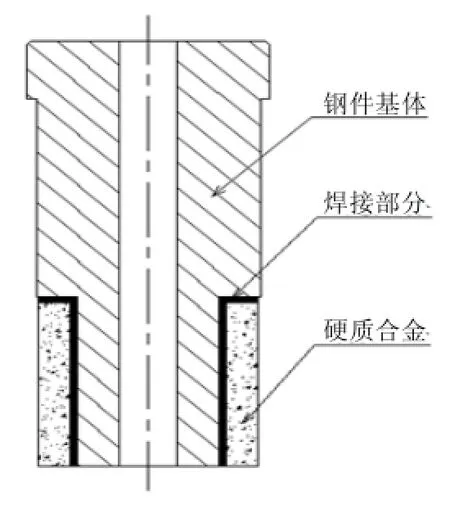
图1 转子台阶孔冲头结构图
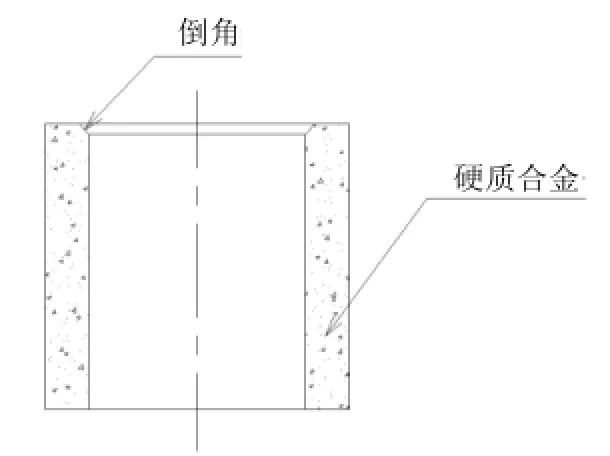
图2 刃口示意图
冲头的基体一般选用焊接性较好的材料,常用的有45钢、Cr12MoV和H13(日本牌号对应的是SKD61的热作模具钢)。图(1)中的冲头基体采用Cr12MoV材料,外形经常留单边余量0.2mm,内孔加工到量后进行热处理。
硬质合金套,外圆磨单边留量0.2,内孔根据基体的尺寸单边放大0.1mm(焊接材料的厚度)端面磨平留量0.3,一端内孔倒角保证焊接时,根部可以避空处理。
焊接,该工序是整个冲头加工过程中最重要的环节。焊接时,焊缝必须焊满,且进行保温保压处理,保证焊接的部分足够牢固。
最后用外圆磨床将焊接后的冲头外圆磨圆到尺寸,磨好平面磨床端面,保证冲头的刃口足够锋利。
1.1.2 加工中的注意事项
第一,保证基体固定部分的尺寸和先端焊接部门的同轴度,保证焊接后能磨圆;第二,硬质合金的外圆与端面的垂直度要在0.01以内,保证焊接后能磨圆;第三,焊接时一定要焊满,保证使用时不会出现松动和开焊的现象。
1.2 在电机EI片冲头中的应用
1.2.1 电机EI片冲头加工工艺
在EI片模具中,产品的尺寸都比较大,常用冲头的刃口长度达到50mm以上,因此,也采用硬质合金焊接技术。
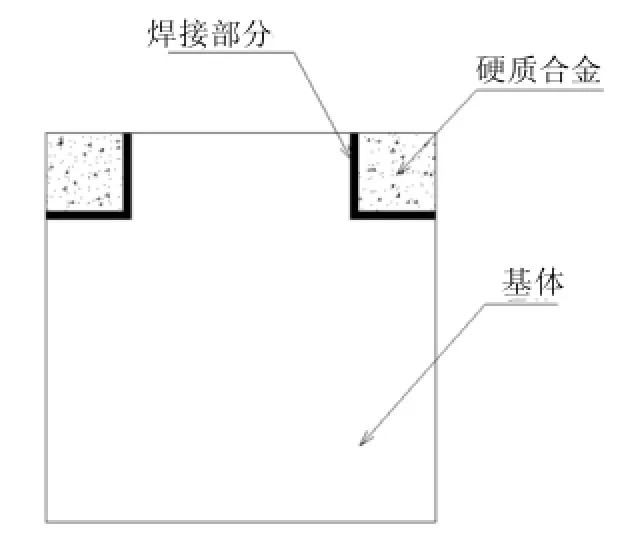
图3 电机EI片冲头
电机EI片冲头的基体材料一般选用45钢(其任性较好,且材料价格低廉),基体不需要进行热处理,普通铣床加工就可以完成。
焊接前,基体部分单边留0.2的余量,硬质合金部分磨好六方后,要在一条棱上倒角,用于焊接时,与基体的直角边避空。硬质合金的外形需要留单边量0.2,保证后续能磨平。
焊接时,焊缝必须焊满,且进行保温保压处理,保证焊接部分足够牢固。
焊接完成后,外形整体磨削加工,保证硬质合金部分的锋利,以用于加工。
1.2.2 加工中的注意事项
第一,基体为生材加工,加工过程中要注意防止碰伤;第二,基体的垂直度较为重要,一般控制在0.05以内,垂直度良好,便于焊接后的磨削加工;第三,焊接时一定要焊满,保证使用时不会出现松动和开焊的现象。
2 在弹簧加工中的应用
2.1 卷线轴加工工艺
在模具配件中,弹簧的使用比较广泛。因而,如何加工弹簧成为关注的重点问题。弹簧的加工是弹簧线绕着一个芯轴旋转,然后切断的过程。卷线轴是弹簧加工的核心部件,图4是一种弹簧卷线轴的结构,它由两部分组成,本体是轴承钢,具有非常好的韧性,先端绕线部分采用硬质合金焊接,硬质合金有较高的耐磨性,该结构使其具有较长的使用寿命。现简要介绍卷线轴的加工工艺。
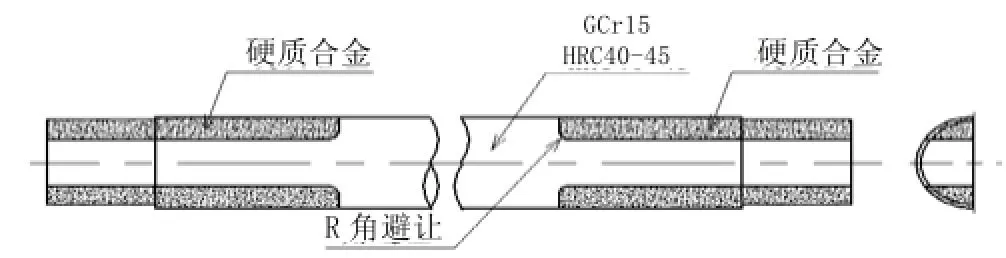
图4 卷线轴产品图
用轴承钢加工一根轴,两端铣扁(两端加工,考虑产品两端,增加一倍使用寿命,降低加工成本),两端加工成顶尖孔;外圆双边留量0.3~0.4,并进行热处理。
硬质合金根据两端扁的尺寸相应的单边留量0.3加工成方形,与本体接触的棱加工C角避空,如图5所示。
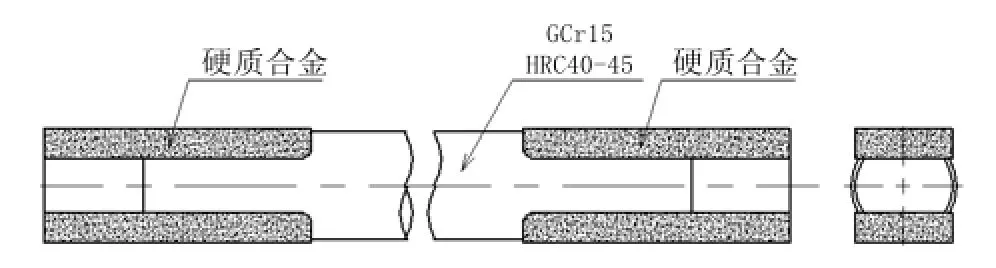
图5 焊接前示意图
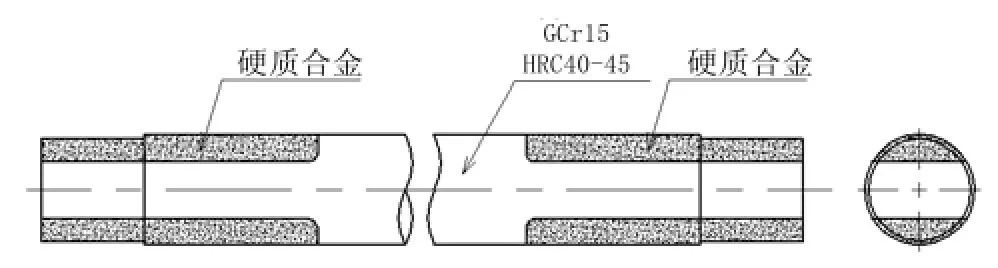
图6 卷线轴外圆加工完成产品图
图6是外圆加工完成的产品,卷线轴是半个圆使用的,所以,最后用线切割将产品从中间位置分开,两个卷线轴就完成了。卷线轴完成后的图如图7所示。现象。
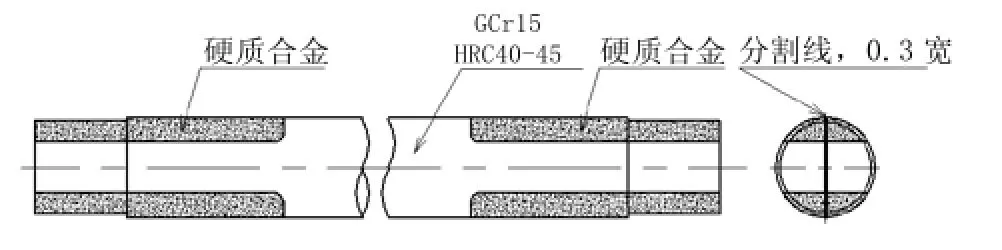
图7 卷线轴完成后图
3 在拉伸模具中的应用
拉伸模具主要工作部位是凸凹模,要求配件的工作部位具有高硬度、高耐磨性、高抛光性的特点。现简要分析排气管拉伸凹模的结构和加工工艺。
3.1 排气管拉伸凹模的结构
图8是排气管拉伸凹模的结构图,凹模工作部分是硬质合金,通过对本体钢套的加热,将凹模压到钢套里面,然后用垫块将凹模压紧(硬质合金部分是有锥度的,会越压越紧),待钢套冷却后会紧密锁住硬质合金部分。
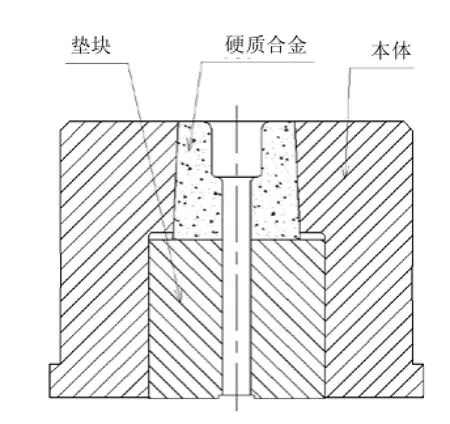
图8 排气管拉伸凹模结构图
3.2 排气管拉伸凹模的加工工艺
本体采用45钢,不需要进行热处理,外形和内孔直接加工到量,内孔角度较为重要,因此,要加工准确(要与凹模的外形配合)。
使用Cr12MoV垫块,热处理后使硬度达到HRC58-60。
合金外形角度加工到量,由于角度较为重要,因此,要加工准确(与本体的内孔配合)。
将本体外套加热至800℃左右,表面开始变红,然后将凹模从本体的后面放到本体里面,然后将垫块压入本体中,直至凹模被压紧。待本体冷却后,凹模就被牢牢锁在里面。
最后,对凹模型芯进行放电,抛光加工直至达到图纸要求的尺寸,产品加工完成。
4 在电子行业中的应用
电子行业比较宽泛,这里主要介绍一种用于切割废料的焊接冲头。因为工作环境的特点,本体采用不锈钢材料,切刃的部分采用无磁性合金,结构如图9所示。
4.1 切废料冲头的具体加工工艺流程
(1),本体不锈钢材料直接加工到量,保证外形的垂直度在0.05以内。(2)无磁合金加工六方,外形单边留量0.5(合金尺寸比较小时,容易偏留量稍大一些)。(3)焊接,注意不要碰伤不锈钢本体,焊接牢靠。(4)平面磨床将产品合金部门磨平到规定尺寸。
4.2 加工中注意的事项
(1)不锈钢本体加工完成后,毛刺要处理干净,防止焊接时划伤本体。(2)焊接时,因为硬质合金部分较小,无法保证位置时,制作治具焊接。(3)磨床

图9 电子行业切废料冲头
在磨焊接完的合金时,因为本体无磁性,需要用夹钳子进行加工,焊接时要避免夹伤。
[1]周书助.硬质合金生产原理和质量控制[M].北京:冶金工业出版社,2014.
[2]海关图书网.硬质合金生产加工工艺方法[EB/OL].(2014-10-22)[2015-12-15]. http://www.haiguantushu.com/ c1739/w10237784.htm.
[3]中国机械工程焊接学会.焊接手册[M].北京:机械工业出版社,2008.
[4]中国材料研究学会,超硬材料及制品专业委员会.中国超硬材料与制品50周年精选文集[M].杭州:浙江大学出版社,2014.
Application of Hard Alloy Welding and Inlay Technology in Die & Mold Fittings
NING Yanmin
(Dalian, Sichuan precision mould Co., Ltd., Dalian 116000)
The superior performance of hard alloy material (high hardness, high HRA85, good abrasion resistance, high stability) make it widely used in the mould parts, but the high price is also a major problem for many mold manufacturers. Therefore, in the spare parts processing process has been used in the ordinary mold steel as the matrix, the hard alloy welding or set to the matrix on the way to manufacture parts. This paper mainly discusses the application of hard alloy welding and inlay technology.
hard alloy fittings,welding, mosaic,mould parts
