标枪轴线中点圆跳动公差检测装置的研究
2016-08-23周晓琳黄德群李桂香陈
周晓琳黄德群李桂香陈 军
标枪轴线中点圆跳动公差检测装置的研究
周晓琳1,2黄德群1,2李桂香1,2陈 军1,2
(1 广东省医疗器械研究所,广州 510500;2 广东省质量监督体育用品检验站,广州 510500)
标枪轴线中点的圆跳动公差值是影响飞行质量的重要参数,研发一种标枪轴线中点圆跳动公差检测装置,以可靠、准确、快速的得出轴线中点的圆跳动公差值,控制比赛标枪质量。使用本装置时,只需将标枪装入标枪上端以及下端定位机构间并锁紧弹性锥套,移动调节滑块到标枪中点位置,调整圆跳动测量设备探针与标枪表面接触,旋转标枪即可测得标枪轴线中点的圆跳动量。实验证明,本装置使用方法比传统方法更简单,测量结果设备误差和操作误差小,重复性高,可满足多规格标的测量要求。
标枪 圆跳动公差 同轴度 弹性锥套
引言
体育比赛用标枪是两端为圆锥形的细长轴结构,长度从2100mm到2700mm不等[1]。生产过程中的人为因素及加工误差,以及长时间不适当的摆放方式都会造成标枪弯曲变形,影响标枪的同轴度。而同轴度是国际田联控制标枪质量的重要参数之一,对比赛成绩起着不可忽视的作用[2]。径向圆跳动公差是关联实际被测要素绕基准轴线回转一周或连续回转时所允许的最大跳动量[3],可以同时控制圆度误差和同轴度误差,具有综合控制能力强且检测方法简单等特点[4],因此使用标枪轴线中点的圆跳动公差来控制标枪质量,已成为行业内的共识。但是在标准GB/T 22765-2008《标枪》中没有明确指定详细的圆跳动量检测装置及方法,实际的检测手段是由各检测机构及生产企业自行制定。没有统一的标准检测设备及质量监控手段,测量结果容易受到检测装置精度及操作人员的影响,认同度不高,争议大,难以适应比赛赛事对标枪质量的控制要求。因此,设计一种高精度的标枪轴线中点圆跳动检测装置,适应不同规格标枪的快速检测要求,是目前我国体育用品检测领域亟待解决的问题。
1 检测装置的设计
标枪规格型号多且两端锥度不同,没有中心定位孔,使用V型槽固定模式结构复杂、安装耗时且测量结果重复性差[5]。新型检测装置需要具有快速调节测量长度及固定锥形标枪轴线的功能;另外标枪为细长轴结构,在水平放置的模式下,自身重力会产生较大的变形[6],因此检测装置采用垂直夹装模式,以克服重力引起的工件变形,提高检测精度。
本检测装置由支架、标枪固定系统及圆跳动检测系统组成。标枪固定系统分为定位装置和紧固装置两部分。定位装置用来确定标枪与地面垂直,同时保证标枪两端处于同一轴线上;紧固装置用来固定标枪,保持标枪在旋转检测过程中的两端轴线位置不变。检测系统由位置调节装置和测量设备构成。将标枪放入固定系统,调节固定好位置后,把检测设备对准标枪枪身中点,转动标枪即可科学、快速、准确地测量出标枪的圆跳动公差值,所得的测量结果设备误差和操作误差小,重复性高。本文设计的标枪轴线中点圆跳动公差检测装置结构图如图1所示。
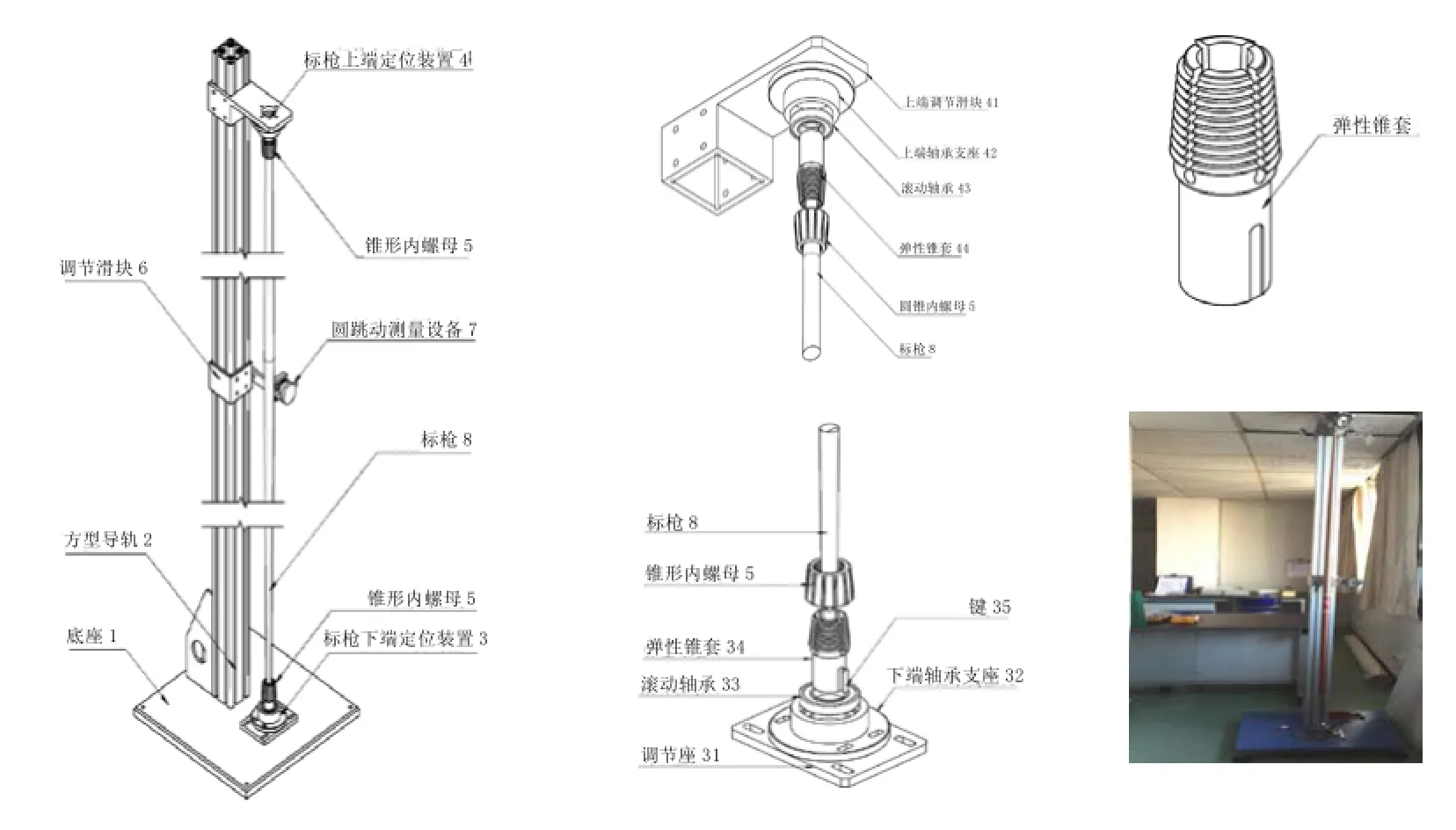
图1 标枪轴线中点圆跳动公差检测装置结构示意图
检测装置支架由底座及垂直于底座的方型导轨组成。定位装置分为下端定位装置及上端定位装置,上下定位装置内置有高精度的滚动轴承及弹性锥套。弹性锥套是带有圆锥外螺纹的高精度定心构件,通过键固定于轴承内孔上,形成与滚动轴承轴线重合的标枪端头夹持孔。标枪下端定位装置安装在底座上,可在底座平面内的X、Y方向微调,保证其中心轴线与上端定位装置中心轴线重合。上端定位装置安装在方型导轨上,可上下移动,以适应不同型号标枪的长度要求。圆跳动检测系统安装在上下端定位装置间的方型导轨上,可快速移动到标枪的中点位置。紧固装置是与弹性锥套配合的的锥形内螺母,控制螺母的旋入长度,可以改变弹性锥套夹持孔的大小,从而将标枪端部与轴承内圈锁紧,确保两者轴线的高度重合。
2 检测实验
检测对象:标枪长度2700mm,类型:成年男子练习标枪,出厂检验符合标准GB/T 22765-2008《标枪》的要求,将此标枪采用本设计装置进行实验,测量其圆跳动公差。具体步骤如下:
(1)进行装置校验。用高精度标准轴校对下端定位装置,使上下端定位装置中的弹性锥套同轴;
(2)检测圆跳动公差。根据标枪长度,沿导轨移动上端定位装置到适合位置,放入标枪,旋入锥形内螺母,锁紧标枪两端,再移动测量装置到标枪枪身的中点位置,缓慢转动标枪,快速完成标枪轴线中点圆跳动公差的检测。
重复上述步骤10次,得到的圆跳动公差数据见表1。

表1 10次标枪轴线中点圆跳动公差检测数据
从表1数据分析可知,本装置检测的标枪轴线中点圆跳动公差最大值为1.81mm,最小值为1.76mm。根据数学公式,可求得:
算术平均值L-=1.784,标准偏差σ=0.015,算术平均值的标准偏差σL-=0.0050mm。
根据拉依达准则,3σ=0.0474,故不存在粗大误差,所有测量数据有效,可得该标枪轴线中点圆跳动公差测量结果为:L=L-±3σL-=31.784±0.015mm,其误差在±0.015mm范围的可能性达99.73%,说明本装置检测结果重复性较高,能有效减少随机性误差。
3 讨论
本装置利用定心精度高的弹性锥套来夹持固定标枪,枪身仅受轴线方向的压力,避免了径向力的干扰,使得标枪轴线与轴承旋转轴线高度重合,保证了圆跳动公差检测过程中基准轴线的一致性与稳定性。滚动轴承低旋转摩擦力的特性,可避免标枪滑动自转摩擦力带来的变形,能进一步提高测量精度。同时,标枪上端定位装置及测量系统安装在高精度的导轨上,可满足不同长度标枪的测量要求,并保证了仪器精度的一致性。相对现有的检测设备,本装置具有稳定、准确、快速等特点,可以最大限度地消除了人员操作、设备误差等因素的影响,提高检验机构数据的准确性和可重复性,提升不同检测单位、检测人员间检验结果的可比性,能满足全国体育用品检测机构、标枪生产企业和上规模竞技运动中心的检定及日常检测要求。
[1]GB/T 22765-2008,标枪[S].北京:中国标准出版社,2009.
[2]王倩,于芳晏,佘军标,左斌.决定标枪飞行远度因素的系统分析[J].北京体育大学学报,1999,22(2):106-110.
[3]胡国军.浅析跳动公差的合理选用[J].绍兴文理学院学报:自然科学版,2001,21(4):66-68.
[4]李兰,彭伟,马海荣.零件精度设计中跳动公差应用研究[J].煤矿机械,2004,(7):15-16.
[5]张烨.机针圆跳动测量仪的研制[J].机械设计,2004,(4):77.
[6]张雄伟.一种细长轴跳动度检测装置:中国,CN203203579U[P]. 2013-09-18.
Research on the Axis Midpoint Circular Runout Tolerance Detection Device for Javelin
ZHOU Xiaolin,HUANG Dequn,LI Guixiang,CHEN Jun
(Guangdong institute of medical institution/Guangdong Provincial Quality Supervision Station for Sporting Goods Inspection,Guangzhou 510500)
To javelin axis midpoint circular runout tolerance value is an important parameter affecting the quality of flight, to develop a javelin axis midpoint circle runout tolerance test device, in a reliable, accurate and fast axis of midpoint circle runout tolerance value, control the quality of the javelin. Using this device, just put the javelin in javelin between top and bottom positioning and locking elastic taper sleeve, move to adjust the slider to the javelin neutral position, adjust the circular runout measuring equipment probe and javelin surface contact, rotate the javelin axis can be measured javelin midpoint circle to beat. Experiments show that this device using method is simpler than the traditional methods, the measurement error and the operation of equipment, high repeatability, can meet the measurement requirement of many specifications.
javelin,circle runout tolerance,concentricity, stretch taper sleeve
广东省促进科技服务业发展计划项目“标枪轴线中点圆跳动公差检测装置的研制”(2012B040302014)。
