一种大偏心距零件的夹具设计
2016-08-23黄建平
黄建平
一种大偏心距零件的夹具设计
黄建平
(广东省惠州市技师学院,惠州 516003)
偏心零件的定位装夹即专用夹具的设计,好与坏直接影响加工精度和企业经济效益。本文将主要介绍一种大偏心距零件的夹具设计,以提高加工精度,促进机械加工业更好地发展。
偏心距 专用夹具(工装) 自由度 铸铁
引言
偏心零件在机械加工中经常碰到。如何将偏心的零件在机床上进行加工,是机械工程师遇到的一个难题,其中的关键是如何进行零件的装夹。夹具设计的好坏将直接影响加工的方便性和加工的质量。夹具设计是企业日常生产的一个重要组成部分,本文介绍的大偏心距零件为搅拌机的搅拌轴零件,如1图所示铸造毛坯,材料为(HT200)铸铁,小批量生产。由于其偏心距比较大,装夹比较麻烦,定位的难度高,为加工出符合图纸要求的零件(见图2),必须采用专用夹具来进行装夹定位。

图1 搅拌轴零件图

图2 搅拌轴零件的图纸要求结构图
1 偏心距的主要技术要求
2 偏心夹具的设计思路
由于零件偏心距大,装夹不能直接夹在零件上。所以,需要设计一个夹具来装夹该零件。考虑到这类零件可以在普通机床上加工,我们就充分利用机床夹具来设计这种专用的偏心夹具。在12厚的钢板上切割一个φ200圆饼,将φ200圆饼的两侧面在铣床上铣平,并钻好中心孔φ22、绞孔φ22,控制φ22的精度要求。以φ22的孔为基准,加工φ200的外圆,保证孔φ22和φ200的外圆同心。在φ200的圆盘上,设计好将待加工孔φ22和φ30处在φ200的回转体圆心位置。左右对称的2个带有螺纹的销轴距离圆心68.4mm,用螺帽拧紧至φ150的小凸台,可以固定零件;φ25的孔首先加工好,在定位时可以起导向、定位作用。在φ200的圆盘的上方焊接一块重量与零件的重量相当的材料来平衡夹具,防止在高速旋转过程中,离心力过大出现事故。设计图如图3所示。
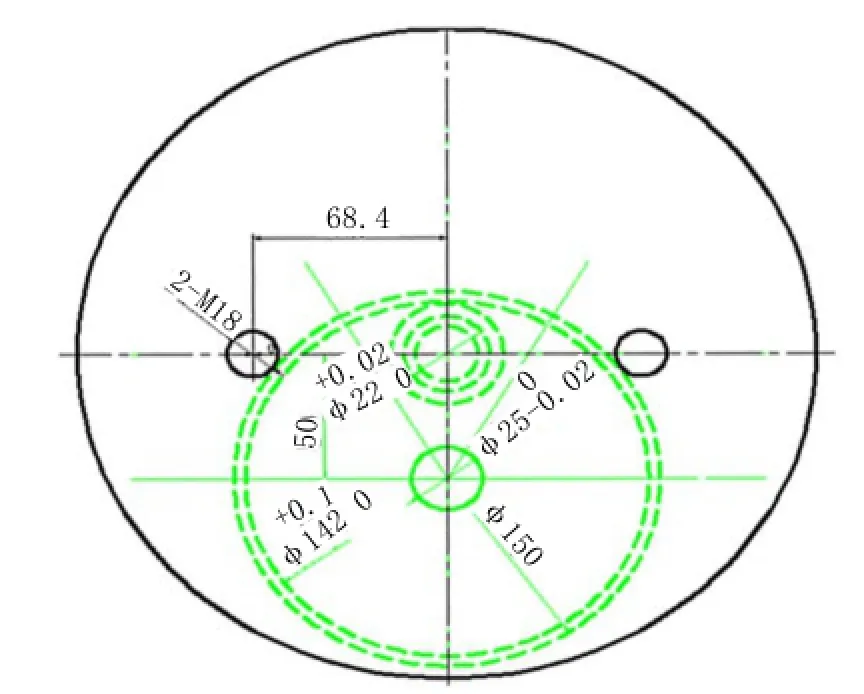
图3 夹具装配示意图
3 定位误差分析
对于一批工件来说,由于每个工件彼此在尺寸、形状和相互位置上均有差异,使得同一批工件在同一个夹具中进行定位时,工件的各个表面具有不同的位置精度。使用夹具装夹工件按调整法进行加工时,即夹具(定位元件)相对于刀具的位置经调整后,加工一批工件时不再变动(对刀尺寸不变)。因此,对于这一批工件而言,如果不计加工过程中的其他误差,则刀具成形表面(工件的被加工表面)在机床上的位置是不变的。因此,产生工序尺寸误差的原因,就在于由于定位造成的同一批工件的每个工件的工序基准位置不一致。所以,定位误差是由于工件定位造成的、被加工表面的工序基准在沿工序尺寸或位置要求方向上的最大可能变动范围,用表示。计算定位误差的目的就是判断定位精度。看定位方案能否保证加工要求,是决定定位方案是否合理的重要依据。
一般,定位误差与加工精度应满足式(1)的关系。这里,T为工件的工序尺寸公差或位置公差。

在定位误差分析时,一般考虑两个方面:基准位移误差和基准部重合误差。
(1) 基准位移误差。定位基面和定位元件本身的制造误差会引起同一批工件的定位基准相对位置的变动,这一变动的最大范围称作基准位移误差,用表示。基准位移误差引起的定位误差是将在加工要求(尺寸、位置要求)方向上投影,即:。这里,β为与工序尺寸(或位置要求)方向的夹角。
(2) 基准不重合误差。当工件的工序基准与定位基准不重合时,工序基准与定位基准之间必然存在位置误差。由此引起同一批工件的工序基准的最大变动范围,称为基准不重合误差,用表示。工序基准与定位基准之间的联系尺寸称为基准尺寸。等于基准尺寸的公差。基准不重合误差引起的定位误差,是将在加工要求(尺寸、位置要求)方向上投影。
如图4所示,用φ200圆盘的两个M18螺纹的销轴来定位。销轴必须经过精加工,保证尺寸为。由于两个M18螺纹的销轴是已加工过的定位,基准位移误差。高度定位基准是底面,依靠M18的螺帽来压紧10mm宽的凸台,工序基准是的圆孔中心线,二者不重合,因此产生基准不重合误差。基准尺寸为,定位点与零件中心成36°夹角,零件中心点在水平方向的定位误差为:△L=0.04cos36°=0.0323mm。所以,基准不重合误差为0.0323mm。由于偏心距50±0.04mm,公差为±0.04mm,故以上定位误差在精度范围内,可以达到加工要求。
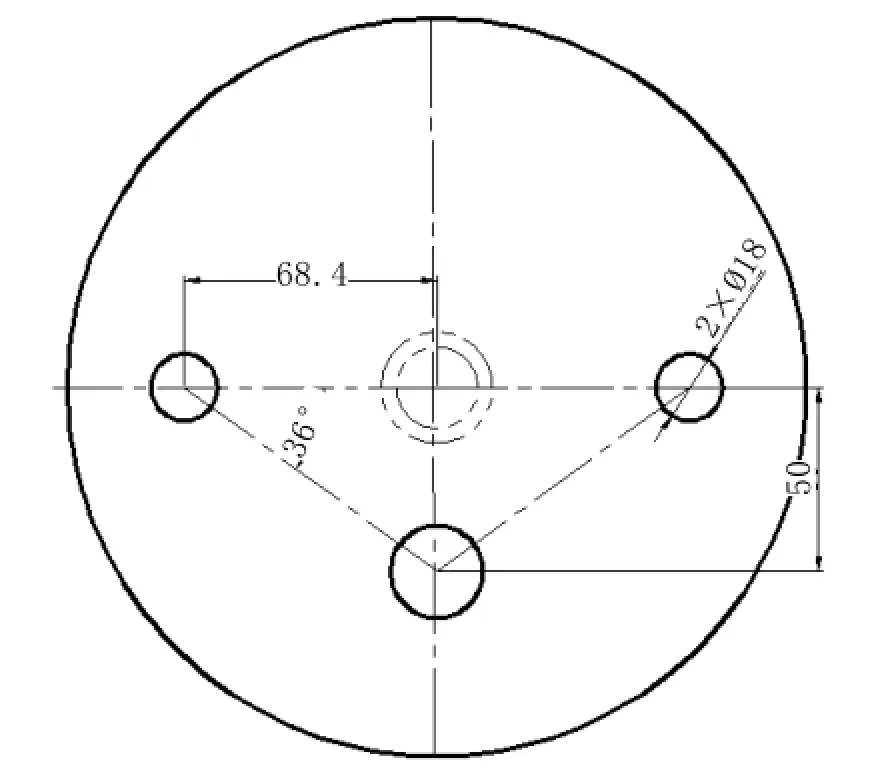
图4 定位误差示意
4 加工工艺分析
该零件加工工艺分析非常重要,工艺不同会导致加工成本直线上升。根据加工的实际情况,结合专用的偏心夹具,可以按照如下工艺来加工:将零件找正,车内孔,再以的内孔定位车φ150的外圆和10mm的凸台;将零件装在夹具上,用M18的销轴进行定位;挡住φ150的外圆,用M18的螺母来压紧10mm的凸台;用的孔进行导向;利用销轴压紧零件,车通孔,车阶梯孔;然后将零件反过来装夹,校正,车另外的阶梯孔,如图5、图6所示。

图6 零件反面装配图
5 小结
采用这种专门设计的偏心夹具,大幅提高了加工的速度,降低了工人的加工难度,且加工的精度也容易保证,给生产带来了较好的利润。
[1]雷小军.一种自定位磨削偏心孔的夹具[J].机械工人冷加工,2006,(8):53-62.
[2]东北重型机械学院,洛阳工学院,第一汽车制造厂职工大学.机床夹具设计手册[M].上海:上海科学技术出版社,2000.
[3]王建平,夏季,曾国英.加工夹具定位误差的计算[J].重型机械科技,2005,(4):10-11.
A Large Eccentricity Parts of Fixture Design
HUANG Jianping
(Huizhou Technician Institute, Huizhou 516003)
Eccentric parts clamping the orientation of the design of the special fixture is very important, Special fixture design is good or bad directly affect the machining accuracy and the enterprise economic benefit.This article will introduce a large part of eccentricity fixture designed to improve processing accuracy, and promote the development of machinery industry better.
eccentricity, Special fixture, Degrees of freedom, Cast iron
