包装机空间圆柱凸轮的设计及数控加工工艺研究*
2016-08-22林新贵詹欣荣
林新贵,詹欣荣
(广州番禺职业技术学院 机电工程学院,广州 511483)
包装机空间圆柱凸轮的设计及数控加工工艺研究*
林新贵,詹欣荣
(广州番禺职业技术学院 机电工程学院,广州511483)
结合空间圆柱凸轮的结构、工作及使用特性,对包装机空间圆柱凸轮机构进行设计,确定了凸轮的运动规律,运用UG NX8.5进行三维数字建模,并进行动力学分析,验证了圆柱凸轮设计和三维建模的正确性。为了提高加工效率和零件精度,减少自动生成数控程序的缺陷,运用参考线加工策略对空间圆柱凸轮加工工艺进行研究,建模时设计控制曲线,利用Power Mill软件进行CAM编程,改进了加工工艺,提高了编程效率,实现了空间凸轮的数控加工,对工程中同类零件的设计和数控加工具有一定的参考价值。
空间圆柱凸轮;三维建模;数控加工;参考线加工策略
0 引言
随着我国工业的发展,各种凸轮被广泛应用在机械设备中,通过凸轮的轮廓曲线将运动转换为从动件的各种复杂运动,以满足不同的功能需求[1-2]。其中空间圆柱凸轮机构具有结构较为紧凑、刚度好、可靠性高等优点,应用广泛。因而诸多学者对空间圆柱凸轮的结构设计、三维建模方法、动力学分析以及加工工艺等方面进行了研究[3-7]。在加工工艺方面,靠模加工方法,对操作工人的技能要求较高,加工所得零件精度低[8]。随着数控技术的发展,一定程度上使凸轮加工工艺简化,通常数控程序采用CAD/CAM软件自动生成,所得数控程序存在一定的缺陷,不利于空间圆柱凸轮的加工。
基于上述现状,本文根据企业需求,对包装机空间圆柱凸轮机构进行设计,运用UG软件进行三维建模及动力学分析,并以该凸轮为例,基于Power Mill软件,运用参考线加工策略对空间圆柱凸轮加工工艺进行研究与探讨,实现了空间凸轮的数控加工,提高了凸轮加工精度和加工效率,为工程中同类零件的设计和数控加工提供了一定的参考价值。
1 空间圆柱凸轮设计
1.1平均圆柱半径的确定
设计凸轮机构时应避免出现运动失真和自锁现象,空间圆柱凸轮的平均圆柱半径Rv受到许用压力角和最小曲率半径等条件的限制,图1所示为空间圆柱凸轮轮廓曲线的展开图,横坐标表示圆柱凸轮的转角φ,纵坐标表示圆柱凸轮从动件的位移s。

图1 空间凸轮轮廓曲线展开图
(1)许用压力角条件
为了改善受力情况,通常规定了凸轮机构的最大压力角不应大于某一个许用压力角。通过查询机械设计手册可知,通常从动件运动形式为直动时推程许用压力角α0为25°~35°,回程压力角α1为70°~80°。
图1所示凸轮轮廓压力角α 正切值为:
(1)

根据式(1)可得平均圆柱半径Rv为:
(2)
(2)最小曲率半径条件
空间圆柱凸轮轮廓展开后的坐标为:
(3)
轮廓曲线上B点的弯曲曲率半径为:
(4)
(5)
在满足使用要求的前提下,尽量使设计、三维建模以及加工工艺简单。在设计圆柱凸轮时采用修正等速运动规律,在行程的两端将等速运动和正弦加速度运动规律组合,推程阶段分为三段,第一段为正弦加速阶段,第二段为等速运动阶段,第三段正弦加速度减速阶段。
第一段运动方程表达式为:
(6)
s为滚子推杆的位移,v为滚子推杆的速度,a滚子推杆的加速度,h1位第一段总位移,h2第三段总位移,ω为加速度,δ1为第一段展角,δ2为第三段展角,δ0为推程展角。
第二段运动方程表达式为:
(7)
第三段运动方程表达式为:
(8)
回程采用相同的设计思想,不再详细叙述。根据文献[9],空间圆柱凸轮轮廓的最小曲率半径一般不小于5mm,从动件的滚子半径为Rc=(0.06~ 0.5)Rv。利用凸轮设计方法的解析法,借助MAT- LAB软件,得到空间圆柱凸轮的最小平均半径为184.63mm。考虑到选择的运动规律还是存在一定的冲击及该凸轮与包装机中相配合的零件,最终确定凸轮的平均圆柱半径为232mm。
2 圆柱凸轮三维建模及动力学仿真
2.1圆柱凸轮三维建模
图2为空间圆柱凸轮的零件图,零件的主要结构如下:在φ244的圆柱面中有一个等腰对称的封闭凸轮槽,槽深12mm,槽宽19mm;在凸轮槽上有一个宽度为19 mm的空间键槽;在圆柱凸轮上表面有一个高度为19.5mm半圆形台阶面;在φ230的圆柱面上有一个壁厚为8mm的开放等腰侧壁;在开放等腰侧壁上有一个圆心角为101°的环形通槽,槽深8mm,槽宽16mm。图3所示为空间圆弧凸轮的展开图。

图2 空间圆柱凸轮的零件图

图3 凸轮轮廓展开图
凸轮轮廓建模是三维建模的难点,因此,文中重点阐述轮廓三维建模。建模主要思想流程是:线—面—体。绘制轮槽底面圆柱面,根据相关取定的参数,绘制轮廓展开的实际和理论轮廓线,利用“缠绕曲线”命令将曲线缠绕在轮槽底面圆柱面上,通过截面曲线进行拉伸,生成曲面,利用“修剪面”修剪,最终得到圆柱凸轮的三维轮廓如图4所示。其它特征用相同的方法生成,最后采用“曲面缝合”得到凸轮的三维实体,为了后续运动学仿真,装配一个简单的传动件,如图5所示。

图4 圆柱凸轮轮廓

图5 空间圆柱凸轮模型
2.2空间圆柱凸轮动力学仿真
运用UG运动模块对所涉及的凸轮进行动力学分析,分析从动件在运动过程中的位移、速度和加速度的变化规律。运动仿真步骤设置如下:
(1)创建连杆(links),分别对圆柱凸轮和从动件添加连杆,分别为L001,L002。
(2)创建运动副(joints),对圆柱凸轮添加旋转副,J001,并添加恒定转速20rad/s;对从动件添加移动副,J002,规定方向为ZC。
(3)在圆柱凸轮和从动件间添加3D接触,C001,并设置相关参数。
(4)添加求解项,设定仿真时间50s,步长为10000。
一是严格落实空间、总量、项目“三位一体”环境准入制度,把好环境准入关,强化总量控制要求,否决相关项目5个;二是强化重点排污企业的在线监控巡查,切实防范企业雨天偷排行为;三是开展危废企业(电镀、化工、钢带、门业)大检查。要求各企业对自身固废实行规范管理、完善台账等整改,严厉打击非法转移、随意倾倒、非法填埋等违法行为;2013年完成2家企业刷卡排污总量自动控制系统的建设任务,把在线排污监测点从63个提高到71个。
图6为仿真后所得的推程位移、速度和加速度变化曲线。由图可知,从动件的位移从0缓慢增加到90,满足设计要求;从动件速度曲线整体上呈现梯形结构,在推程开始与结束阶段速度较快增加,但仍然有一个增速的过程,这也是设计时将等速运动规律和正弦加速运动规律相结合的结果,在等速上升的过程中,从动件速度在某个速度上下波动,总体上平稳;从动件加速在开始和最后两个阶段波动较大,凸轮的运动过程中存在柔性冲击。动力学仿真的结果验证了所设计的凸轮轮廓和凸轮的三维模型是正确的。
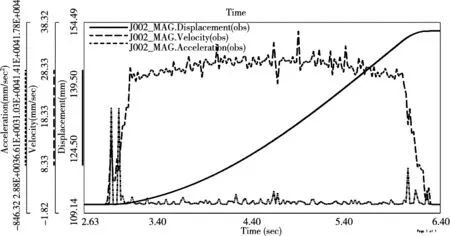
图6 仿真结果图
3 空间圆柱凸轮的数控加工艺研究
3.1凸轮总体加工工艺
分析空间圆柱凸轮的零件图,制定凸轮加工工艺方案。其中,凸轮轮廓面的加工比较复杂,传统的加工方式难以满足加工精度和效率要求。数控技术一定程度上使凸轮加工工艺简化,但自动生成的数控程序可能存在缺陷,不利于凸轮的加工。所以,为了提高加工效率和零件精度,减少自动生成数控程序的缺陷,利用Power Mill软件,采用参考线加工策略,制定轮廓加工工艺。整体工艺方案如下:
(1)毛坯选用管状的38CrMoAl锻件,在机加工前进行调质热处理。
(2)进行车削预加工,得到铣削加工的半成品,车削加工工艺路线:毛坯→校准车削端面→粗车外圆φ244→粗、精车内孔φ204、φ214及φ220→精车外圆φ244→调头,装夹车端面保证总长139→精车外圆φ244。
(3)五轴联动机床将半成品加工为成品。五轴工艺路线:工件校准→铣削半圆形台阶面→铣削开放等腰侧壁→铣削环形通槽→粗、精铣封闭凸轮槽→铣削空间键槽。
为了提高加工效率和零件精度,减少自动生成数控程序的缺陷,利用Power Mill软件,编程时根据零件上需加工的特征,采用参考线精加工策略。而该加工策略需选择加工控制曲线和控制刀轴。因此,必须在CAD模型中添加编程时所需要的空间曲线,如图7。最后在加工时设置合适的加工参数生成加工轨迹路线,如图8。
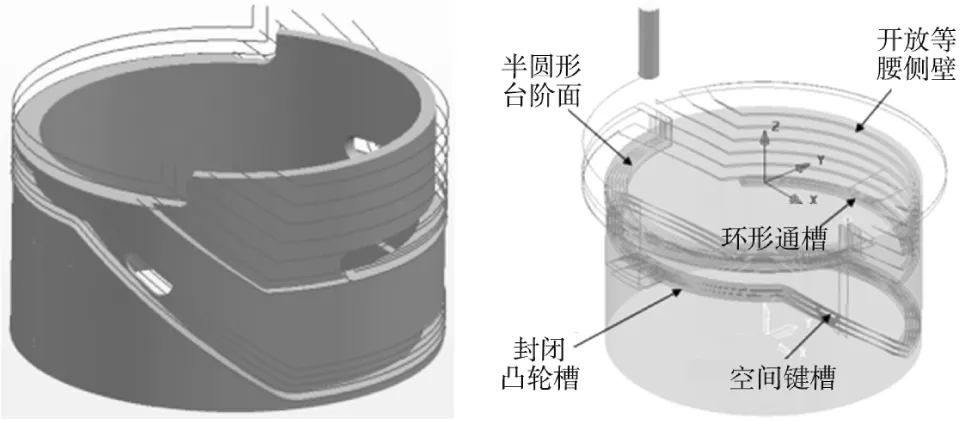
图7 编程所需的空间曲线 图8 加工轨迹路线
以凸轮轮廓加工工艺说明参考线精加工工艺策略的思想。凸轮槽深12mm、槽宽19mm:轮槽采用一粗两精达到尺寸精度和粗糙度要求。在UG建模时设计好三条控制曲线,应用Power Mill进行粗加工编程时,应用参考线加工策略,选用φ16mm高速钢立铣刀通过控制凸轮槽中心曲线实现粗加工,侧面留余量1.5 mm,深度留余量0.3mm;精加工时参考线加工策略选用φ10mm硬质合金刀具,通过控制凸轮槽中心曲线分别向左右两侧边界偏置一个刀具半径的方法生成控制曲线实现精加工。同时注意选择顺铣加工方式以保证加工表面质量。零件其它轮廓部分的编程策略及参数设置如表1所示。图9所示为加工完成后的圆柱凸轮。

表1 主要轮廓加工工艺

图9 完成加工的空间圆柱凸轮
4 结束语
本文在分析包装机功能要求的基础上设计了空间圆柱凸轮,运用UG软件进行CAD建模,并进行了动力学分析,验证了圆柱凸轮设计和建模的正确性。为了提高加工效率和零件精度,减少自动生成数控程序的缺陷,利用Power Mill软件进行CAM编程,采用参考线加工策略,设计控制曲线,改进了加工工艺,提高了编程效率。对加工所得实物进行检测,工件尺寸精度和加工表面质量满足图纸要求。为工程中同类零件的设计和数控加工提供了一定的参考价值。
[1] 关伟,田广才,王敏.板式行星分度凸轮机构的动力学和强度分析[J].组合机床与自动化加工技术,2013(6):23-26.
[2] 邹运,王盟.换刀机构圆弧分度复合凸轮三维建模[J].组合机床与自动化加工技术,2013(8):110-112.
[3] 卢志伟,曹岩.基于Master CAM X6的圆柱凸轮的建模与数控仿真[J].组合机床与自动化加工技术,2013(2):111-113.
[4] 高东强,黎忠炎,毛志云.基于UG的圆柱凸轮参数化建模与仿真加工[J].机械设计与制造,2010(10):207-209.
[5] 盖立武,郭旭红.基于UG的精密凹槽零件数控加工[J].组合机床与自动化加工技术,2015(9):137-139.
[6] 刘杰,李强.圆柱凸轮建模方法分析与研究[J].机械传动,2012(11):74-76.
[7] 曹巨江,李龙刚,吕凯归,等.基于UG NX 6.0的弧面分度凸轮三维实体建模与仿真加工[J].机械设计与制造,2011(1):169-171.
[8] 俞庆,刘荣昌,陈春明,等.空间圆柱凸轮的数控加工工艺设计[J].机械研究与应用,2006(4):78-79.
[9] 周文琪,王金武,潘振伟,等.液态施肥机分配机构空间凸轮设计与试验[J].农业机械学报,2015,46(11):64-69.
(编辑李秀敏)
Design and NC Machining Process Research of Packaging Machine Spatial Cylindrical Cam
LIN Xin-gui, ZHAN Xin-rong
(College of Electrical and Mechanical, GuangZhou PanYu PolyTechnic , Guangzhou 511483,China)
Based on the structural, work and use character of spatial cylindrical cam, the spatial cylindrical cam of packaging machine and the movement rule of cam are designed. The 3-D solid model of the spatial cylindrical cam is established based on UG NX 8.5, the result of dynamics simulation analysis validated the correctness of the cylindrical cam design and 3-D model in the movement module. In order to improve the efficiency of programming and precision of part, reduce the defects of automatically generate NC program. Studying the spatial cylindrical cam’s NC machining process with the help of the reference line processing strategy, the control curve is designed in the modeling. The NC program is written based on the Power Mill CAM programming software, which modifies processing technology and improves the efficiency of programming. Finally, the NC processing of the spatial cam is achieved. The referential value has been provided for the digital processing of components in the similar engineering.
spatial cylindrical cam; 3-D model;NC machining;reference line processing strategy
1001-2265(2016)07-0131-04DOI:10.13462/j.cnki.mmtamt.2016.07.037
2015-12-27;
2016-01-27
国家自然科学基金资助项目(51205138);广州番禺职业技术学院科技类重点资助项目(KJ-3)
林新贵(1973—),男,福建仙游人,广州番禺职业技术学院副教授,博士研究生,研究方向为数控技术,机电一体化和传动,(E-mail)allen-lin973@foxmail.com。
TH164;TG506
A
