淀粉作为辅料所产生问题及解决方案
2016-08-22英博双鹿啤酒集团有限公司陈秀俊章华根325014
英博双鹿啤酒集团有限公司 陈秀俊 章华根 325014
淀粉作为辅料所产生问题及解决方案
英博双鹿啤酒集团有限公司陈秀俊章华根 325014
随着啤酒行业竞争的日益白热化,各啤酒公司在积极开拓市场外,生产部门也在挖掘可以降低成本的机会,啤酒的原料作为啤酒成本的重要组成部分,如何在保证啤酒质量的基础上使用低成本的原料生产普通啤酒已经成为共识。

表一 2015年啤酒材料进货指标均值对比
从表一可以看出淀粉的价格大大低于大米,也低于麦芽的价格,而且淀粉的无水浸出率是所有原料中最高,通过换算成浸出物价格也是淀粉价格最低,也就是在麦汁中浸出物淀粉产生的浸出物最高。在保证麦汁指标以及酵母所需营养基础上为降低普通啤酒成本用淀粉替代大米以及替代部分麦芽也是大势所趋,市场上普通啤酒中使用淀粉的品牌有很高的比例,淀粉的使用已经成为普通啤酒生产配方中的第二大原料。
随着淀粉使用以及比例上升到一定数值时我们在生产过程中发现一些问题:
1、淀粉的糊化增加淀粉酶的使用量,而且淀粉的投料温度不能高于50℃,如投料过程中忘记添加淀粉酶会导致糊化成米糊状而导致搅拌失效,后续处理难度很大,甚至造成设备故障以及原料损耗。
2、淀粉升温过程不正常或因设备故障糊化暂停等容易导致淀粉结块或回生,影响淀粉的分解影响浸出物损耗。
3、我们公司使用莫拉麦汁压滤机,在淀粉全部替代大米后,辅料比例上升到一定程度后会导致麦芽醪液过滤速度降低,麦糟排糟困难等情况,一般情况下原麦汁过滤困难的洗糟速度也不会快,从而导致糖化生产效率下降以及能耗上升。因此控制合理的淀粉比例,过高的淀粉比例会影响生产效率以及能耗。

表二 2015年测试不同淀粉比例配方麦汁压滤机原麦汁过滤时间对比
4、淀粉和大米同样提供碳水化合物,但大米粉碎度和淀粉的粉碎度差别大,生产中发现全淀粉糊化时糊化锅的升温速度随着批次的增加而缓慢影响糖化效率,但有少量大米配方的批次里却不存在这样的问题。开启糊化锅人孔检查发现经过一定批次后锅壁上有黄色的物质,严重时口味品评发现有糊焦味。为保证升温正常以及口味正常,每投料10批次就要进行高温碱液清洗,增加了碱耗和水耗。
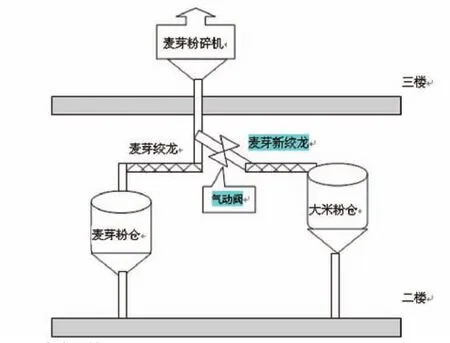
公司设备现有情况:大米和麦芽输送系统各自独立,大米系统由杂物清理机、提升系统、储存仓、对辊粉碎机、大米粉仓组成,而麦芽输送系统由去石去杂机、提升系统、除铁设施、麦芽储存仓、锤式粉碎机、麦芽粉蛟龙、麦芽粉仓组成。麦芽的大米各自有调浆罐。针对普通啤酒全淀粉投料在糖化出现的问题以及现有设备情况,我们提出一些改进方法:
1、 使用部分大米或增加麦芽比例来降低淀粉比例:导致普通酒配方成本增加

表三 为淀粉替代大米和替代麦芽所节约的成本比较
从表三可以看出使用1%淀粉替代1%大米就可以节约3.98元/吨啤酒,用1%淀粉替代1%澳麦芽可以节约1.02元/吨啤酒。
2、使用麦芽替代大米进入糊化锅,配方比例不变,总的配方成本不变:
A,麦芽直接进入大米粉碎系统会因无除铁设施导致大米粉碎机辊损坏或在粉碎过程中因铁与辊的摩擦引起粉尘爆炸等安全问题。
B,购买小型麦芽粉碎机,场地位置限制,设置安排不妥当,人工投料麻烦。
C,采用粉碎好的少量麦芽粉直接进大米粉仓后和淀粉一起投料进糊化锅。
经过讨论决定采用C方法进行设备和自控改造。
改造方案实施如下:
麦芽进入粉碎机后下料管路增加气动闸阀,气动闸阀打开,新安装的绞龙输送少量麦芽粉200Kg左右进入大米粉仓,时间继电器控制下粉料时间4分钟左右,气动阀门关闭后送麦芽粉仓绞龙开启,新绞龙延后1分钟停机保证将麦芽粉完全送到大米分仓内。其他步骤按原有程序进行。
改造简图如下:有颜色标注的为新增部分
改造后结果:
1、 改造前后糊化锅检查锅壁对比
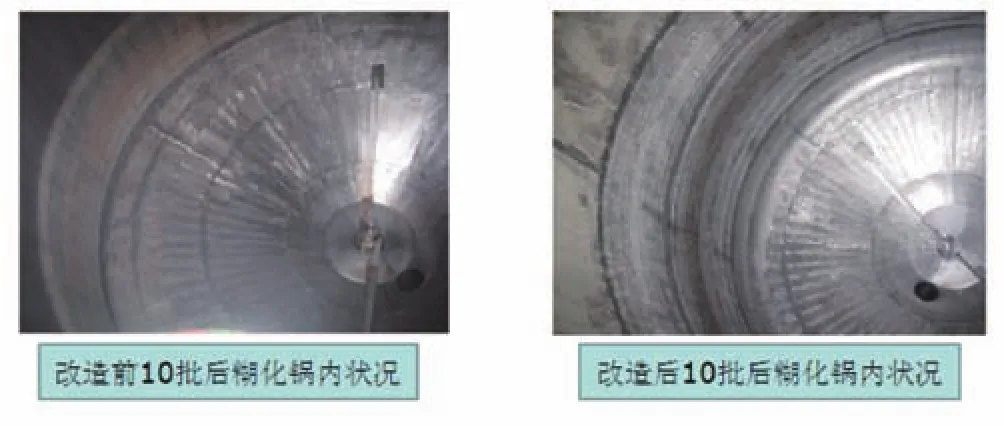
通过锅壁内部的对比也可以看出锅壁结焦情况有很大好转,麦汁和成品经工厂品评小组成员口感盲评均未再出现焦煳味的评语。
2、糊化锅每轮生产结束清洗,生产过程中糊化锅升温正常。糊化锅每10批次高温碱液清洗一次改为每轮生产(30批次左右)结束碱液清洗一次,能耗节约见表四。
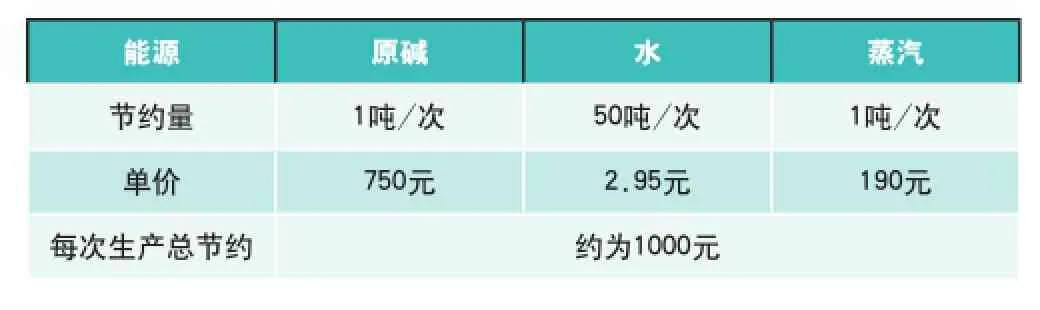
表四 能源节约数据
3、
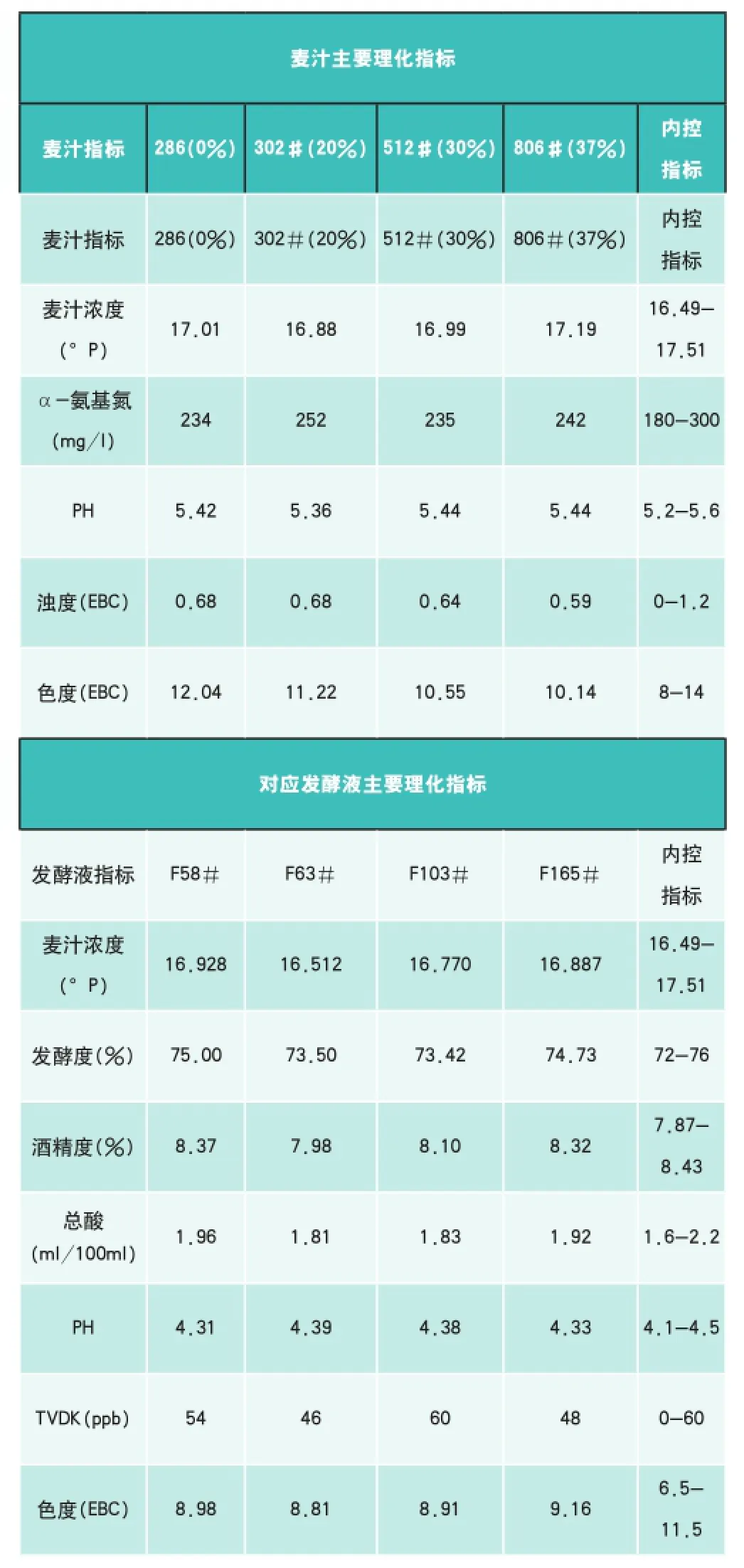
表五 为普通啤酒配方不同淀粉比例不同批次生产跟踪麦汁指标和发酵液指标。
从表中可以看出各项主要指标均符合公司内部质量指标要求。
结论:
在生产过程通过一定方法解决了淀粉作为较高比例辅料使用存在的问题,同时还带来的能耗节约以及口感改进,具有一定的借鉴意义。
