浅谈龙羊峡水电站水轮机汽蚀状况及处理措施
2016-08-20彭涛
彭涛
(青海黄河上游水电开发有限责任公司积石峡发电分公司 青海省 810800)
浅谈龙羊峡水电站水轮机汽蚀状况及处理措施
彭涛
(青海黄河上游水电开发有限责任公司积石峡发电分公司 青海省 810800)
“汽蚀”的现象会在海洋中采用高速的轮船时,在很短时间破坏轮船的金属螺旋桨,其后在水泵和水轮机中也都发生了转轮叶片受到损坏的情况。人们对“汽蚀”现象的认识完全是从实践中来的,是一种客观存在的现象,如果没有及时处理、预防,有可能会对机械带来极为严重的破坏。本文结合龙羊峡水电站的实际情况,对四台水轮发电机组的工作运行检修记录进行分析,找出水轮发电机组的汽蚀破坏原因,并在此基础上提出了汽蚀的解决办法,为了尽快解决厂水轮机过流部件存在的缺陷,也为我国水轮机过流部件防腐、抗汽蚀工作的发展提供一点参考资料,现将我厂水轮机汽蚀问题做一扼要介绍,供大家参考。为今后的工作提供更多的参考资料。
水轮机;汽蚀;水电站
1 概况
龙羊峡水电站是西北电网的主要调峰调频电厂,担负调节电网电能质量和事故备用的责任。全厂装有四台由东方电机厂制造的当时单机容量最大的混流、半伞式水轮发电机组。截至1998年6月14日,四台水轮发电机组已经相继投产发电。由多次机组检修记录不难看出,四台水轮发电机组均存在不同程度的汽蚀破坏。为了尽快解决我厂水轮机过流部件存在的缺陷,也为我国水轮机过流部件防腐、抗汽蚀工作的发展提供一点参考资料,现将我厂水轮机汽蚀问题做一扼要介绍,供大家参考。
2 基本概念
关于汽蚀问题大约在20世纪初期,在海洋中采用高速的轮船时,发现轮船的金属螺旋桨在很短时间内就遭到了破坏,其后在水泵和水轮机中也都发生了转轮叶片受到损坏的情况。经过研究发现,这是由于一种叫做“汽蚀”的现象所造成的,人们对“汽蚀”现象的认识完全是从实践中来的,这是客观存在的现象。
为什么会产生汽蚀破坏呢?大家都知道,在大气压力下,将水加温到100℃,水便开始沸腾,变成水蒸气称为汽化。但在高山上烧水,温度不到100℃,水便开始汽化,这是因高山气压低于一个大气压的缘故。由此可见,水汽化温度与压力变化有关,会在压力的变化的情况而改变。如水在一个大气压力的作用力下到100℃开始出现汽化,如果此时压力下降至0.024个大气压,那么水汽化的温度会降低到20℃。
因此,在特定温度的环境下,水汽化时的临界压力称之为水汽化压力。在不同温度影响下水汽化压力不一样。对于某一温度的水当压力下降至某个汽化压力时就会产生所谓的汽化。通过水轮机的水流,如果在某些地方流速增高了,根据水力学的能量方程知道,必然引起该处的局部压力下降,如果该处水流速度增加很大,以致使压力降低到该水温下的汽化压力时,则在低压区的水就会产生沸腾现象,既水开始汽化,产生汽蚀。
凡是水流因局部地区流速增高,使压力将低而产生汽化,并由此形成的破坏现象,就叫做汽蚀。应当指出,水沸腾时,会使水变成蒸汽。同时,由于水中是含有一定气体的,当压力降低时,溶解在水中的气体也会分离出来,所以在水的汽化过程中所产生的汽泡是一种水蒸气和空气的混合体。
汽蚀对过流表面产生破坏的原因,目前有三种说法:
2.1 机械破坏作用
水汽化所产生的汽泡,随着水流往前运动,如进入高压区,因压力有变化,气泡内蒸汽重新凝结为水。因体积突然收缩气泡原占有空间形成真空,因此周围高压力流质点调整冲进此空间而形成极为强大的水的积压力量,这是一种瞬间的脉冲压力,有时可达几百—上千个大气压力。另外,水中所分解的小气泡在水击压力作用下快速被压缩,直至气泡弹性压力加大水击压力时,泡弹不会再压缩而变成了瞬间的膨胀,因此过流的表面也会形成另外一种水击的压力。
在过渡表面的某个区域内,伴随着水流不断的经过,会重复气泡形成-破裂-压缩-膨胀的过程,并且产生高速上海话的脉冲压力,而机件在这样的作用力下表面的金属晶粒被破坏。高压区水流压力下渗入金属裂缝中,而当水流局部压力突然降低时,所渗进的金属裂缝水流由缝中吸出,而这样的作用在不断反复中,使金属表面的晶粒有被吸附而脱离金属表面的倾向。这些作用力让金属承受重复载茶,当疲劳应力过了材料的疲劳度后金属表面会受到破坏,并且在破坏的地方容易产生应力的集中表现。
2.2 化学作用
汽泡在高压区压缩时,需要放出热量,再加上因为水击压力,对金属表面的冲击同样也会产生局部高温,根据实验测定在汽泡凝结的时候局部温生可达几百度。而也正是在这样的高压、高温作用下,汽泡对金属表面氧化作用会不断促进。
2.3 电化作用
汽泡如果在一个高温度、高压力的作用力之下,会产生电化作用,即放电现象。同时,因为金属表面有着局部的温差反映,在晶粒中也会形成热电偶,在温度的低的一方会有电位差的存在,因此会对金属的表面产生一定的电解作用。金属表面也会因为电解作用而变化、发暗,这样机械的浸蚀速度会不断加快。
根据对汽蚀现象这些年的观察,汽蚀破坏主要是对机械产生破坏,化学、电化破坏排在其后。
在水电站通常用汽蚀的面积和深度来比较不同水轮机产生的汽蚀程度,但这在实际应用上很不方便。目前一般是采用补焊焊条的重量来衡量,用汽蚀指数K1[kg/(m2·h)]来表示,分类级别见表1。K1值由下式来计算。
K1=W/FT
式中:W——补焊焊条重量(kg);
F——叶片背面总面积(m2);
T——有效运行时间(h)。
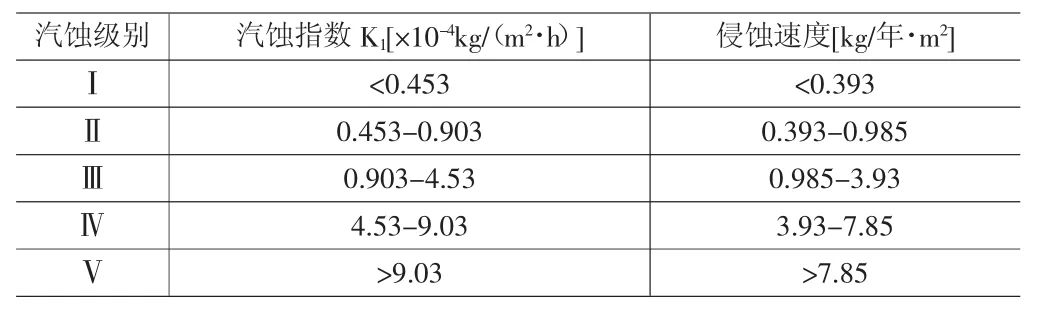
表1 水轮机汽蚀级别分类表(按K1值)
3 龙羊峡电站四台水轮机过流部件汽蚀情况
龙羊峡四台水轮发电机组分别于1987年10月4日、1987年12月29日、1988年7月3日、1989年6月14日正式移交我厂投产发电,其中投产最晚的4#机也已经运行了近13年。四台机组中,也只有2#水轮发电机组在1995年进行了一次扩大型大修。1#机组运行初期由于库水位限制(上游:2531m;下游:2450m;毛水头81m),在相当长的时间里处在低水头下运行。最近这些年黄河上游的水量一直比较低,而四台机组的大部分工作时间时,均无法达到设计的水头。而这也是机组汽蚀破坏的另一个重要原因。
3.1 龙羊峡水电站HLD06A-LJ-600水轮机的部分设计参数
水轮机型号:HLD06A-LJ-600
最高水头:150m 转轮标称直径:600cm
最低水头:99.5m 平均水头:130m
极限最低水头:76m 设计流量:298m3/s
设计水头:122m 额定转速:125r/min
飞逸转速:256r/min 吸出高度(HS):-3.5m
水轮机额定出力:325600kW 模型汽蚀系数(δM):0.06
安装高程:▼2448m装置汽蚀系数(δy):0.094
转轮上冠下环材质:ZG20SiMn活动导叶材质:ZG20SiMn
转轮叶片材质:ZG0Cr13Ni6Mn尾水管里衬材质:A3钢
尾水管补气短管材质:1F、2F 20Cr
3F、4F A3钢
水轮机运转综合特性曲线如图1所示。
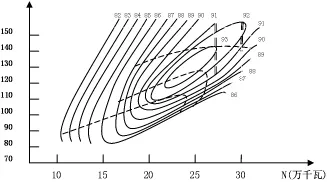
图1 运转特性曲线
3.2 龙羊峡四台水轮机因汽蚀造成的破坏
自发电以来,水轮机汽蚀破坏问题,一直困扰着我厂。从历次机组大小修纪录中不难看出,四台水轮机的转轮叶片出水边背面靠近下环处,均有不同程度的翼形汽蚀区,面积最大的有500mm×300mm,深度近20mm(图2中A处所示)。同时,在转轮上流道进出口的上冠处,也均由不同程度的汽蚀区。其中以出口处的汽蚀区最为严重,汽蚀区域最大的有250mm×100mm,深度近10mm(图2中B处所示)。相比之下,发生在转轮下流道处的汽蚀比较轻微,但局部也有汽蚀坑,尺寸约φ30,深度达15mm(图2中C处所示)。经过对四台机组转轮进行检查,我们也发现,在每片转轮叶片所对应的转轮下环下平面处,均有约300mm×150mm,深度近10mm的翼形汽蚀区。因该位置发生的汽蚀在一般的大小修中难以处理,只有在机组进行扩大性大修中将转轮吊出,方可进行处理(图2中D处所示)。该处的汽蚀情况日趋严重,除蜂窝状的汽蚀区外,因该处表面有不锈钢材料涂层,在涂层与母材接缝处已经产生了严重的空洞、缝隙。同时,在转轮泄水锥减压孔处均有不同程度的汽蚀区,最大处约有200mm×150mm,深度近5mm(图2中E处所示)。泄水锥各处的护板焊缝处也常有裂纹出现,有些裂纹长度近1000mm,深度有3~5mm(图2中F处所示)。有个别机组的泄水锥及泄水锥护板,因汽蚀严重,发生过掉落、撕裂现象。泄水锥下缘内侧也有严重汽蚀、掉边现象(图2中G处所示)。
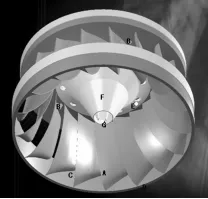
图2 转轮汽蚀部位示意图
我厂水轮机采用的是尾水管内补气短管补气装置。1#机、2#机采用的是4根φ400补气短管,利用射流补气于自然补气相结合的方式进行补气。3#机、4#机采用的是8根补气短管,利用自然补气与强迫补气相结合的方式。因某种原因,射流补气系统与强迫补气系统一直未能投入运行,只能依靠自然补气系统进行补气。尾水管内汽蚀情况较为严重,汽蚀区域,主要集中在尾水管补气短管的背水面及其沿伸方向的里衬上。汽蚀区域面积较大,最大处约有900mm×600mm,最深处达20mm。该处汽蚀区内裂纹较多,有些地方最长的裂纹近1800mm,裂纹宽度有3mm,深度有10~15mm。有些裂纹还向其周围的里衬上延伸。
从检修记录分析,每一次机组的维修时期中,过流部件因为汽蚀造成破坏补焊量最高时可达50~100kg。这不单对其安全运行造成了极大的浪费,也对人、财、物力造成了浪费。因为过流部件处理时,要在尾水管内搭建志脚手架并运用风动砂轮机,这不单延长机组小修工期,更产生了许多不安定的因素。同时,根据水轮机汽蚀级别分类表计算得出,我厂水轮机的汽蚀破坏属于Ⅱ级至Ⅲ级。由此也可以看出,我厂的水轮机汽蚀问题不容忽视。
以我厂1F水轮机为例,历次检修中水轮机过流部件检查情况如表2所示。
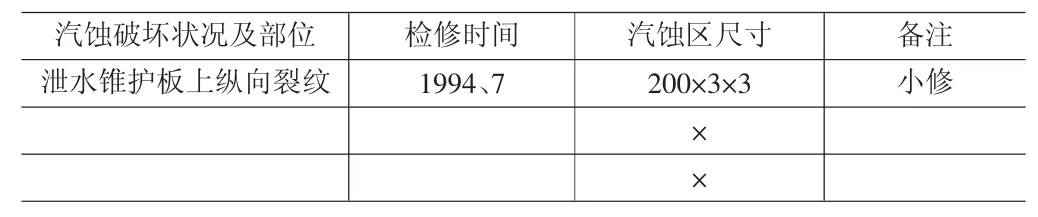
表2
4 水轮机汽蚀区处理方法
针对水轮机不同部位产生的汽蚀,以及部件所采用的材质不同,在汽蚀区的处理方法上也有一些细微区别。汽蚀区处理时,首先应对汽蚀区进行清根处理,用电弧气刨刨去汽蚀区,直至见到母材。用手提式砂轮机磨去汽蚀区内的。
[1]周义.贯流式水轮机非定常流动及稳定性研究[D].华南理工大学,2014.
[2]王振凯.镍基自溶合金喷焊涂层在水轮机过流表面耐磨损、抗汽蚀的研究和应用[J].防爆电机,2010,04:33~36.
[3]胡昌荣,余梓江.水轮机汽蚀及其处理措施[J].重庆工贸职业技术学院学报,2012,01:65~68.
[4]周银康.论水电站水轮机汽蚀产生原因分析及防范措施[J].中国新技术新产品,2011,19:110.
[5]王爱林.水轮机汽蚀安全裕量问题探讨[J].中国农村水利水电,2012,11:75~77.
[6]陈久旺,李晓青.太河水电站水轮机汽蚀及处理汽蚀的措施[J].科技资讯,2010,11:135.
TV734.1
A
1004-7344(2016)18-0234-02
2016-6-10
彭 涛(1967-),男,汉族,青海循化人,工程师,本科,毕业于北京理工大学,主要从事水电站运行(23年),现从事水电站安全生产工作。