浅谈苯乙烯装置中废气压缩机的检修
2016-08-19白道平刘贯家王一哲宋学伟冉伟
白道平,刘贯家,王一哲,宋学伟,冉伟
(天津大沽化工股份有限公司,天津300455)
浅谈苯乙烯装置中废气压缩机的检修
白道平,刘贯家,王一哲,宋学伟,冉伟
(天津大沽化工股份有限公司,天津300455)
本文主要介绍了废气压缩机检修的注意事项,对其中关键点转子定位,齿侧间隙,螺杆间隙比率的测量与调整方法,进行了分析。
废气压缩机;转子定位;齿侧间隙螺杆间隙比率
1 废气压缩机简介
废气压缩机在年产量50万t苯乙烯装置中是关键设备,其主要作用维持脱氢反应器负压条件,保证脱氢的负荷及转化率[1]。
本公司所用废气压缩机厂家是日本神钢生产的,是无油双螺杆压缩机,压缩机型号:KS80LNZ,螺杆直径816mm,受工艺需求和综合制造能力的影响,是目前全球直径最大的在用螺杆压缩机。转子整体锻造加工而成,壳体碳钢基体堆焊不锈钢316。
1.1废气压缩机主要性能参数
排放气:主要是氢气,二氧化碳,甲烷。进口压力:22.4kPa。出口压力:190kPa。进口温度:38℃。额定转速(透平):7500r/min。能力:74000m3/h。额定功率(蒸汽透平):4200KW。出口温度:150℃。
1.2双螺杆压缩机的工作原理及工作过程
双螺杆式压缩机是一种按容积变化原理工作的回转式压缩机,阴阳转子,互相啮合,旋向一左一右,阴转子齿凹形,阳转子齿凸型,将阴转子齿槽与机体内圆柱面,端壁面共同构成工作容积视为基元容积,在入口处吸气,在转子旋转过程中,基元容积缩小,压缩气体,在出口处排出气体。喷油螺杆式压缩机不设同步齿轮,一对转子如一对齿轮,由阳转子直接带动阴转子旋转。无油螺杆式压缩机转子不直接接触,动力传递通过同步齿轮完成。
1.3螺杆式压缩机优缺点
优点:(1)无不平衡的质量力,运行平稳,振动小,对基础要求降低。(2)转速高,使在同样生产能力下,机器结构容积小,重量轻。可制造功率大,结构紧凑的螺杆压缩机。(3)无磨损,干式压缩机压缩机转子以非接触方式运行,保证无磨损,寿命长,但机器寿命受轴承耐久性限制。(4)无油压缩,干式螺杆压缩机具有绝对无油压缩,可用于输送不能受油侵蚀气体,具有平直的特性曲线,没有喘振界限的优点。
缺点:(1)效率较低,由于其内部密封性不好和高的气流速度,螺杆式压缩机等温效率比同等功率活塞式压缩机低。(2)转子制造复杂,支撑要求高。基于高的转速和很小的间隙,螺杆压缩机转子必须高精度加工,齿廓形状复杂,转子需用专用铣刀加工,转子配对不能随便组合,所以损坏转子常需成对调换。(3)噪声大,需附带特殊的吸气和排气消音器,以便将噪声保持在允许限度之内。
1.4苯乙烯装置废气压缩机检修原因
废气压缩机停车后,盘不动车,用乙苯浸泡,盘车仍然不动,根据检修类似设备的经验看,最大可能出口转子端面与壳体端面有碳化结焦聚合物,无法溶解,需要解体物理清理,同时借此机会解体检查转子及壳体堆焊层的附着情况。
1.5结构分析
根据图纸分析,压缩机转子两侧由径向轴承支撑,在出口侧有推力轴承定位转子轴向位置,保证转子与壳体端面间隙。在转子尾端有非常精确的同步齿轮来保证转子与转子之间有很小间隙,从而没有金属接触,同时转子两侧碳环及干气密封的轴封组件,保证轴承润滑油不会进入腔室及压缩气体的外漏,进而保证介质无油压缩。
通过分析,压缩机运转稳定性,与转子间隙,转子定位,齿轮间隙有很大关系,因此压缩机检修要做好以下关键点控制:(1)转子轴向定位(转子与壳体端面间隙和推力轴承间隙控制);(2)齿侧间隙调整;(3)转子间隙调整;(4)转子,壳体的吊装的稳定性。因此,在拆解过程中要特别标注几个部位调整垫。
2 压缩机解体
通过查看图纸,分析结构,压缩机机体解体遵循从两端向中间,从上向下的解体顺序。关键点有:(1)吊具的准备,吊装时保证平稳;(2)推力轴承间隙及转子与壳体端面间隙调整垫的标注。
2.1解体主要顺序
联轴器、盘车器→进出口侧油箱上盖、下盖→推力轴承组件→上盖螺栓拆卸及上盖吊卸→转子吊卸→转子上齿轮,径向轴承拆卸→轴封组件拆卸
2.2解体后发现问题
2.2.1壳体,转子出口部位积聚聚合物较多,见图1。
2.2.2转子进口处部分有蜂窝状,应该是入口喷头水汽蚀造成,转子其它部位完好,见图2。
2.2.3转子及壳体堆焊层附着完好。

图1 压缩机下壳体

图2 转子汽蚀处
3 打磨,清洗
壳体及转子的打磨清洗工作简单,但影响很大。转子表面及端部聚合物多,对后续转子安装,轴向定位调整,转子间隙的测量有很大影响,转子汽蚀处必须处理,否则在以后运行中可能产生金属屑颗粒大,造成转子损伤。这次检修通过以下方法做好清洗,打磨工作。(1)高压水枪,清洗壳体,转子;(2)气蚀处用角磨机打磨;(3)转子表面及壳体表面用清洗剂,细砂纸等打磨干净。打磨清洗检验标准:无高点,毛刺,油污,用手触摸表面光滑,且手上没有明显油污痕迹。
4 组装
4.1组装主要顺序
转子试装→转子正式安装→推力轴承安装→推力轴承,转子与壳体间隙测量与调整→齿轮安装,间隙测量与调整→螺杆间隙测量与调整→上盖安装→两侧油箱盖安装→联轴器安装→找正
4.2安装过程中的关键点
4.2.1转子试装
转子正式组装前,转子轴上零部件只带径向轴承试装,并测量轴向窜向。试装的目的一是确认转子能顺利放下,在径向轴承与壳体配合处不会卡住,二是确认转子可轴向移动,保证在间隙测量及调整时转子轴向移动无问题,本次检修确认转子与壳体轴向总间隙为3.51mm。
4.2.2吊装工具及吊装的控制
本次检修正式吊装时,在转子轴封座与壳体配合处发生拉毛现象,转子无法放入,分析原因一是转子吊装横梁长度方面尺寸不够,造成转子吊装时不平稳;二是在径向轴承座及密封座与壳体配合处未涂抹润滑剂,摩擦力过大,通过将吊装横梁孔向两侧扩孔改进,在吊装时,保证平稳、水平,以及在配合处涂抹防咬合剂,起润滑作用,顺利完成转子及壳体的安装。
4.2.3推力轴承及转子与壳体端面间隙调整
推力轴承间隙对推力轴承瓦块与推力盘间油膜的形成及承载能力影响很大,同时在运行中要保证转子轴向位置,防止转子轴向与壳体接触,因此此间隙值必须在控制范围内。间隙通过调整垫片厚度方法来调整。
(1)推力轴承间隙调整方法
在转子轴端部架设百分表,将转子向推向进口测到止点,此时在工作位置,推力盘贴合内测瓦块,将百分表调零,将转子拉向出口测到止点,推力盘贴合外侧瓦块,读数即为推力轴承间隙。若测量间隙小于规定值,通过加垫片或更换厚的调整垫来调整;若测量间隙大于规定值,通过更换调整垫或研磨调整垫使厚度减薄方法改变。
(2)转子端面间隙调整
测量转子端面间隙时,首先为确保转子向排气侧能移动到转子与壳体贴上的止点处,将推力轴承座安装,轴承座外侧压盖不装。在转子轴端部架设百分表,转子推向排气侧止点,百分表调零,反向推转子到工作状态(推力轴承内侧瓦块与推力盘贴合),此时表读数即为实测间隙X。若X小于规定值,则通过更换薄的调整板或通过研磨减薄调整板的方法改变,增大间隙。
说明:端面间隙(工作状态)要在实测推力轴承间隙+0.06到+0.11mm之间。因为转子是靠推力轴承轴向定位,在推力盘与外侧瓦块贴合时,端面间隙要大于0.06mm,这样才能防止转子与壳体相蹭,而当推力轴承在正常工作状态(内侧瓦块与推力盘贴合)时,转子与壳体端面间隙最大值为推力轴承+ 0.11mm,保证效率。
本次检修推力轴承间隙在规定范围内,转子端面间隙测量值大于规定值,分别在阳、阴转子调整垫后加0.05和0.12mm厚调整垫,使间隙符合规定值。
4.2.4齿轮侧隙及螺杆间隙的调整
齿轮侧隙及螺杆间隙调整是压缩机检修中的关键部分,关系到压缩机运行状态的好坏。此型号压缩机阳转子齿轮为整体齿轮,阴转子齿轮由一对双片齿轮与固定轮毂三部分组成,通过定位销定位,固定螺栓固定为一体。
4.2.4.1齿侧间隙的测量与调整
合理的齿侧间隙是稳定运行的前提,且齿侧间隙远小于转子间隙。如图3所示,齿侧间隙可通过改变两片齿轮错开的角度大小来调整。
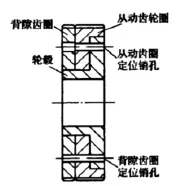
图3 阴转子齿轮示意图
当同步齿轮测得间隙大于规定值时,将背侧齿圈沿转动方向转动,使两片齿轮错开角度增大,即可减小间隙,当侧得间隙小于规定值时,将背侧齿圈沿转动方向相反方向转动,使两片齿轮错开角度减小,即可增大间隙。
测量调整方法:(1)使转子在工作状态位置,固定阳转子,阴转子可动;(2)在阴转子及阳转子侧机壳架设表座,百分表分别测阴阳转子齿轮移动,其中测阳转子齿轮百分表用来确认转动阴转子齿轮时,阳转子齿轮不会发生转动;(3)使阴转子顺时针转动到止点,百分表调零,再逆时针转动,读数即为实测间隙值,测量4组;(4)如有偏差则进行调整。
本次检修,齿轮无磨损,定位销孔无磨损,及齿轮轮毂与轴配合无问题,若首次安装无问题,本次检修不会有太大变化,通过测量验证,齿轮侧隙在0°、90°、180°、270°时,分别为:0.05、0.04、0.05、0.03,要求范围0.03~0.06,可见齿轮侧隙在范围内,未调整。
4.2.4.2螺杆间隙比率的测量与调整[2]
螺杆压缩机两螺杆转子的叶面为共轭曲面,啮合间隙分布在参与啮合的转子叶峰的两侧,螺杆间隙的设定考虑温度影响,预留热膨胀间隙,考虑转子扭转变形使间隙变小的影响,规定期限内齿轮侧隙因齿面磨损增大的量,转子间隙的余量。螺杆间隙比率指阳转子凸面与阴转子凹槽两侧间隙,一般间隙比率控制在0.8至1.2之间。
日本神钢此型号压缩机转子直径有816mm,较大,考虑到测量的准确性,每一啮合处取5个点,同时阳转子,阴转子齿数比4:6,阳转子转动2周,阴转子转动3周才能重复啮合,测量间隙共组12次啮合,考虑进口,出口不同点,需测24组数据。
调整原理:逆向法思考,调整阴阳转子上下间隙,就是改变阴阳转子的初始咬合相位角,因转子周向定位靠同步齿轮确定,因此也是改变同步齿轮啮合初始相位角,若改变齿轮啮合相位角,只要使阴转子齿轮圈与固定轮毂之间的初始相位角发生改变即可。因此,调整转子间隙时固定阴转子,松阴转子齿轮圈与固定轮毂定位销及固定螺栓,转动齿轮圈,带动阳转子齿轮转动,从而带动阳转子转动,改变阴、阳转子的咬合相位角改变转子间隙,间隙合适时,固定齿轮圈和轮毂的固定螺栓及定位销。
调整方法如下:(1)首先使转子在工作状态位置:推力盘紧贴内侧瓦块,阴转子固定,阳转子可转。(2)通过盘阳转子使阳转子齿轮贴合阴转子齿轮圈,测量螺杆间隙,若S1/S2值不在规定值范围,则需调整阴、阳转子啮合相位角。(3)松阴转子齿圈固定螺栓,松齿轮圈与固定轮毂的定位销。(4)若S1/ S2值过小,反向(顺时针)盘从动齿轮圈,使阳转子逆时针转动,S1值变大,S2值变小,使间隙比率变大,反之,使间隙比率变小。(5)重新紧固固定螺栓,再次测量螺杆间隙比率,直到在规定范围之内。(6)试装定位销,若不合适,利用铰刀铰定位销孔,装定位销。
5 检修前后运行数据对比
通过对比检修前后温度,振动数据,检修后压缩机运行更加稳定。
6 总结
检修前准备不足,在材料,工器具方面,根据本次检修,补足缺少工器具,专用材料。转子正式吊装时,发生拉毛现象,在通过改进吊装横梁,吊装方法已解决。测量推力轴承间隙及转子与墙板间隙及调整用时长。改进措施:提前沟通调整方法,专用垫片提前准备。螺杆间隙调整用时长。改进:盘车时困难,阻力大,改进固定工装解决。测量方法改进:由原来测量一组,调整一组,改为全部测量,调整最大数据,测量后,再次测量。通过此次检修,径向轴承磨损接近限值,其它零部件基本无问题,主要问题在于产生聚合物,造成压缩机抱死,在以后运行中,要尽量避免此类情况发生及落实好应急预案。
总之,由于是第一次检修,在厂家指导下进行,从检修准备,进度安排,检修标准,现场施工,大型机组吊装,施工过程中沟通协调,试运行方面,都做了周密安排,保证了检修工作顺利完成。
10.3969/j.issn.1008-1267.2016.04.015
TP051.21
B
1008-1267(2016)04-0045-04
2016-01-11
白道平(1987~)男,本科,工程师。主要从事设备维修工作。
