抽真空对成品片烟水分和温度的影响
2016-08-16潘武宁徐文兵冯江荣李泽军
潘武宁++徐文兵++冯江荣++李泽军++胡亚杰


摘 要:为了探寻提高成品片烟水分均匀性和快速降低片烟箱芯温度的方法,通过使用真空回潮机对复烤后需晾烟的成品片烟进行抽真空,研究片烟在真空度为98%的真空条件下闭空10 min,片烟含水率、箱芯温度和水分均匀性的变化。结果表明:片烟平均含水率变化趋势不明显;片烟箱芯温度略有下降;片烟水分均匀性有一定提升。
关键词:真空度;成品片烟;水分;箱芯温度
中图分类号:TS41+2 文献标识码:A DOI 编码:10.3969/j.issn.1006-6500.2016.08.016
Abstract: In order to explore the method to increase tobacco moisture uniformity and quickly reduce smoke box core temperature, the finished product piece of tobacco after treatment was vacuumed by vacuum damping machine, moisture content of piece of tobacco, box core temperature and moisture uniformity change was studied under the condition of vacuum while the vacuum degree was 98%, empty closed 10 minutes. The results showed that the average moisture content change trend was not obvious. The box core temperature was slightly down. The moisture uniformity had certainly ascend.
Key words: vacuum;finished product piece of tobacco;moisture;box core temperature
为了最大程度地保持烟叶烟草本香,工业企业更趋向于采用低强度的加工工艺,使得加工强度较大的真空回潮加工工序趋于冷落。目前,各工业企业在委托加工上等烟叶时,基本不采用真空回潮,使得复烤加工企业真空回潮机利用率较低,有的甚至处于闲置状态。
2010年,卢敏瑞[1]在《使用真空回潮机快捷降低成品超标水分的研究》中,通过研究发现,使用真空回潮机适量降低片烟水分,水分降低效果明显。真空回潮机抽真空时,真空箱内真空度可达到99%、绝对压力达1 072 Pa、箱内温度可降至8 ℃。
为提高真空回潮机使用率,探索解决快速降低复烤后片烟箱芯温度和提高烟箱水分均匀性的途径,通过使用真空回潮机[2-11]对片烟进行抽真空,研究一定条件下抽真空对成品片烟水分和温度的影响,具有一定的现实意义。
1 材料和方法
1.1 试验地点和试验对象
试验地点为广西伊灵烟叶复烤有限责任公司打叶车间,设备型号为YZW-I型三级喷射式真空回潮机,生产厂家为河南巩义市建设机械厂。试验对象为2015年广西百色X3F 成品片烟10;片烟包装形式为复烤片烟用瓦楞纸箱(1 136 mm×720 mm×725 mm),内套人工打孔塑料袋,上、下垫板(规格为645 mm×415 mm);片烟装箱后塑料袋口要求交错折叠,保证包装后的密封效果;打孔塑料袋为烟叶用“人工打孔塑料袋”,厚度为6丝,规格为1 350 mm ×800 mm ×1 450 mm。
1.2 试验设计
在打包段取生产出的成品片烟10箱作为试验样品,抽真空处理T1~T8共8箱,平行对照CK1、CK2共两箱,每一原烟架放置1箱片烟,每笼4箱、分2次进行抽空,共计8箱。抽真空操作规程:试验样品按要求装入真空回潮机后,开机进行抽真空,在真空度达到98%时,闭空10 min,然后直接破空。试验片烟在完成试验处理后直接拉至取样场地进行取样。
1.3 取样方法
烟箱分上下表层,掀开30 cm厚的叶片后沿对角线取中心和两端各3个点,共9个点,各取100~150 g样品,装入样品容量后密封备用检测。
1.4 检测方法
按试验要求检测抽真空前后片烟箱芯温度、水分,进行极差对比分析。箱芯温度检测:按行业检测方法对每箱进行检测,并记录。水分检测方法采用快速烘箱法及标准烘箱法相结合。
1.5 数据统计分析
用Excel和DPS 7.05软件进行数据统计分析。
1.6 环境条件
环境温度 16 ℃,环境湿度 75%。
2 结果与分析
2.1 含水率变化分析
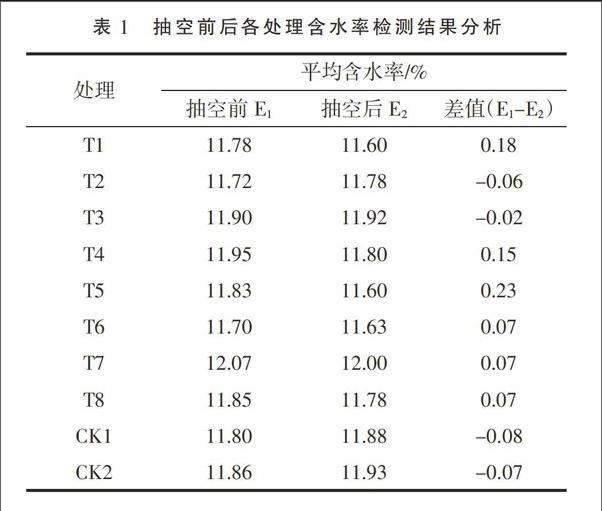
从表1可以看出,经抽真空后片烟平均含水率变化趋势不明显。抽空前后含水率对比,8个处理中平均含水率下降的有6个,分别为T1、T4、T5、T6、T7、T8处理,降幅较大的是T5处理,平均下降0.23%;2个处理平均含水率略有上升,分别为T2、T3;2个平行对照处理平均含水率略有上升;CK1、CK2平均含水率略有上升,说明片烟装箱存放后,平均含水率应略有上升。
综合分析发现:片烟装箱存放后,平均含水率应略有上升,与对照相比,T的各处理平均含水率有升有降,说明抽真空对片烟平均含水率有一定影响,但不能确定影响的方向。
2.2 温度变化分析
利用真空回潮机抽真空,可快速降低真空箱内温度;当真空箱内真空度可达到99%时,箱内温度可降至8 ℃。由此可见,片烟经过抽真空处理后,片烟烟箱表面温度会有明显下降,而箱芯温度也应受到影响。从表2可以看出,经抽真空后片烟箱芯温度略有下降。抽空前后箱芯温度检测结果对比:8个处理有7个处理温度下降1 ℃、1个处理无变化;CK1、CK2箱芯温度无变化。
综合分析说明:抽真空对箱芯温度有一定影响,会使箱芯温度下降。
2.3 水分均匀性分析
标准偏差值σ大,说明该组数据数值差异大;标准偏差值σ小,说明该组数据数值差异小。对同一箱片烟抽真空前后9点取样检测的数据组进行标准偏差对比分析,结果见表3。
从表3可以看出,T1~T8标准偏差值σ2<σ1,说明经抽真空后,同箱片烟水分检测数据数值差异小,即各处理经抽真空后片烟水分均匀性有一定提升。
3 结论与讨论
3.1 干扰因素
本试验使用的设备——真空回潮机设备型号为YZW-I型三级喷射式真空回潮机,该设备使用年限已超出了正常使用年限,虽然维护保养得当,但可能存在性能下降,真空箱内真空度未达到试验设计的情况,导致试验数据存在失真的可能性。片烟箱内同一点取样检测可能会存在一定的差异,检验结果受人为因素的影响较大,致使试验效果未能达到预期的目标。片烟内衬塑料袋包装在一定程度上影响了抽真空的效果和片烟水分的散发,从而影响试验效果。
3.2 机理剖析
水的沸点与真空度存在一定的关系,在一定范围内,真空度越高,水的沸点越低。当真空度达到98.1%时,水的沸点为24 ℃。复烤后待晾片烟一般箱芯温度为42~45 ℃,高于水在98.1%真空度下的沸点。通过抽真空,在真空度达到98%以上时,可以使得真空箱内的片烟里的水达到沸点,会从周围不断吸热产生沸腾,以达到片烟水分和温度降低的目的。
3.3 结论与展望
内衬塑料袋片烟烟箱经过抽真空,在真空度为98%的真空条件下闭空10 min,片烟平均含水率变化趋势不明显,片烟箱芯温度略有下降,片烟水分均匀性有一定提升。
利用真空回潮机快速降低片烟水分和温度,在工业上的使用前景广阔,不仅可以提高真空回潮机利用率,同时可以大幅度减少复烤后片烟的晾烟时间,提高企业仓库场地利用率;在片烟水分均匀性方面,可以考虑在复烤工序后端增加抽真空处理,以提高片烟水分均匀性,从而提高复烤加工质量。鉴于本试验效果不明显,下一步将进一步优化真空度参数与闭空时间的设置,并探索片烟烟箱有无内衬塑料袋为对象的不同试验条件研究,以推动抽真空处理方法的应用。
参考文献:
[1]卢敏瑞.使用真空回潮机快捷降低成品超标水分的研究[J].科技信息,2010 (3):348-349.
[2]姚光明,乔学义,申玉军,等.真空回潮工序对烤烟烟叶感官质量的影响[J].烟草科技,2011 (3):5-8.
[3]陈彩霞,卢彦华,于录,等.真空回潮工序对片烟加工质量的影响[J].安徽农学通报,2009,15(12):214-216.
[4]许淑红,熊安言,赵伟民,等.真空回潮对烟叶质量的影响[J].烟草科技,2007 (5):12-14, 57.
[5]黄嘉祁.卷烟工艺[M].2版.北京:北京出版社,2000:129-172.
[6]李欣雨.烟叶打叶复烤工艺技术与质量检验标准实用手册[M].北京:银声音像出版社,2005.
[7]于敏,李浙昆.真空回潮机工作情况的分析与改进[J].机械制造,2015,53(12):65-66, 69.
[8]李力群,邱昌桂,段洁,等.真空回潮对造纸法再造烟叶理化性质及感官质量的影响[J].江西农业学报,2014,26(4):72-75.
[9]张玉和,易斌,范晓宝,等.低强度松散回潮系统的设计及应用[J].烟草科技,2015,48(10):89-92.
[10]杨波,卢幼祥,杨继福,等.打叶复烤主要工序对烟叶品质的影响[J].湖南文理学院学报(自然科学版),2014 (3):90-94.
[11]吴寅初,卢幼祥,丁乃红,等.真空回潮对安徽皖南烟叶质量的影响[J].安徽农业科学,2014 (3):895-896, 899.