新建津保铁路有砟轨道施工关键技术
2016-08-11褚利民中铁二局新运工程有限公司四川成都610000
褚利民(中铁二局新运工程有限公司,四川 成都 610000)
新建津保铁路有砟轨道施工关键技术
褚利民(中铁二局新运工程有限公司,四川 成都 610000)
本文根据新建津保铁路有砟轨道工程施工的具体情况,以有效的数据指标指导现场作业,确保了高速有砟轨道道床稳定性和线路平顺性两项重要指标实现,同时减少有砟轨道补砟和捣固的遍数。
高速铁路;道床稳定性;线路平顺性
1 概述
新建天津至保定有砟轨道设计分为两段,天津至霸州设计时速250km/h,霸州至保定设计速度200km/h(预留250km/h),施工过程均按照高速有砟轨道验收标准进行控制。有砟轨道是目前高速铁路建设常采用的结构形式,其具有较好的减振、排水性,方便维修养护、铺设方便、造价低、容易维修等优点。
随着铁路运行速度的提高,对有砟轨道施工技术和过程控制都有了较高的要求。尤其是高速铁路有砟轨道道床的稳定性和线路的平顺性,是决定线路是否能满足设计速度行驶的关键。本文就结合新建津保铁路有砟轨道工程施工情况,重点就针对有砟轨道施工过程中对影响道床稳定性和线路平顺性的因素进行综合分析和现场工艺试验,实现了关键过程控制数据化,减少了现场施工控制的失误,提高了施工效率,有效的保证了施工质量。
2 结构设计
轨道采用60kg/m钢轨,按一次铺设跨区间无缝线路有砟轨道设计。区间正线道床采用单层道床,土质路基、硬质岩石路基、桥梁道砟道砟厚度均35cm;单线道床顶面宽度3.6m,砟肩堆高0.15m,道床边坡1:1.75。桥上道床砟肩至挡砟墙间以道砟填平。
3 总体施工方法
铺设厚度为15cm厚的预铺道砟;采用CYP500群枕式长钢轨铺轨机组对钢轨和轨枕一起铺设;老K车从铺轨基地存砟场经工程线运输道砟至补砟地段根据需要进行道砟补充;大机进行线路粗捣;LR1200移动焊轨机焊接单元轨,锁定焊接无缝线路施工方法,捣稳联一体大机进行数字化捣固对轨道精细整道。
4 关键设备和工装
设备工装配置必须符合有砟轨道施工工艺要求、满足生产效率以及各工序公里平衡以及节能环保。有砟轨道施工主要设备配置表见表1。

表1 关键工装设备配置表
5 关键技术及质量控制
5.1与线下路基桥梁作业面交接
在线下单位完成路基填筑和桥面施工后,在预铺道砟前1个月完成交接工作。目的是确定路基和桥梁是否具备轨道铺设条件,并保证轨道铺设质量要求。主要交接工作内容有:
(1)确定桥梁路基的沉降评估情况;
(2)CPⅢ控制网测量成果;
(3)路基和桥梁标高控制和平整度情况。
5.2预铺道砟
预铺道砟铺设厚度为不低于15cm,道砟采用自卸式汽车运输上路基和桥梁,按照指定的间距集中卸放(载重30t的自卸车一般每隔12m卸放一车)。然后使用挖掘机将道砟按照要求进行摊铺,摊铺完成后,使用平地机进行道砟找平,个别地方需要人工进行平整,最后采用16t压路机碾压2遍,碾压从线路的一侧向另一侧依次碾压,每遍的碾压搭接宽度不少于50cm。碾压过程中要保证预铺道砟的整体平整。碾压后实验室立即对道砟密实度和平整度进行检测,预铺道砟的密实度不得低于1.6g/cm3,平整度20mm/3m,线路中间道砟不能有凸起。在摊铺过程平整度检查紧跟压路机进行,如果出现不平整的地方,利用人工及时进行处理,处理完成后进行补压。
5.3长钢轨和轨枕铺设
长钢轨和轨枕铺设采用CYP500型群枕式长钢轨铺轨机组,按一次性拖拉入槽式铺轨作业法铺设有砟轨道长钢轨和轨枕。
5.4线路粗调
(1)道床、线路粗整测量控制网的建立
①埋设基标点
拟采用将线路中心线桩外移到距线路道床边坡一侧的方法设置基标点,以作轨道粗铺和大机整道的依据。基标点采用水泥钉(顶帽不能大于5mm),利用射钉枪将其植入到混凝土内。桥梁段基本直接设置在防护墙上,路基段设置在路肩的混凝土上。基标点的埋设的间距布置:在直线上采用10m间隔布设,圆曲线上按5m布置。
②基标点的编号
基标埋设好后,应对基标作统一的编号和现场用油漆进行标识。编号以CPⅢ区间为单位进行编号。
③基标点的测量
基标点埋好后,利用通过评估的CPⅢ测量成果,采用测角精度不低于1s,测距精度不低于1mm+2ppm的具有自动照准功能的高精度全站仪进行测量。在基标点的测量中,曲线要素点及变坡点、竖曲线起始点进行精确放样。
④测量成果整理
测量采集的数据通过软件进行处理,同时将线路的设计参数资料输入到软件中,通过软件计算出各基标点与线路对应的里程位置的法向距离和高差。
(2)线路粗整数据采集
轨道粗铺完成后,先用油漆把基标点在线路上对应里程位置的点标识在钢轨上,确保每次采集的数据位置一致。利用L尺直接测量基标点到对应线路里程位置法向距离,再与设计计算值相比较,作为线路平面控制的拨道量。利用水准仪测量轨道与基准点的相对高差,再与设计高程计算值相比,作为大机高程控制起道量。
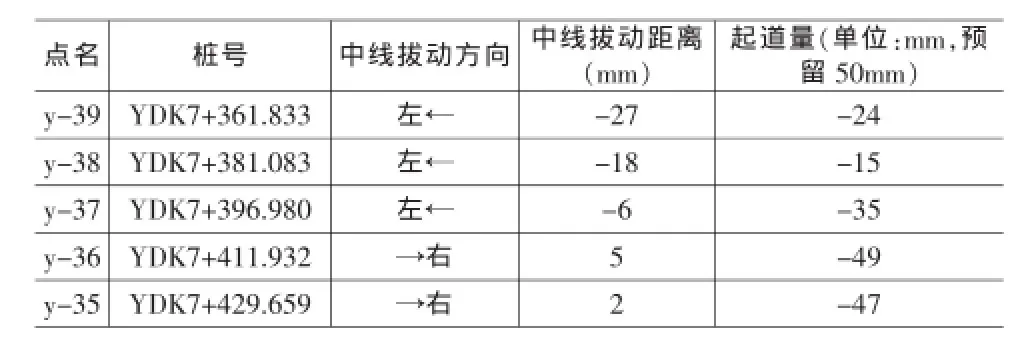
表2 计算出的起拨道量
(3)线路补砟
钢轨和轨枕铺设完成后,使用老K车进行分层补砟,补砟必须指派专人指挥,补砟前指挥人员要掌握测量队采集的测量资料,补砟根据线路的起道量进行补砟。线路粗整阶段补砟一般分三次完成,第一次补砟800m3/km、第二次补砟600m3/km、第三次补砟400m3/km。在曲线上补砟要注意外侧和内侧不均匀补砟,第一次、第二次补砟完成后,经配砟车配砟后,保证枕木盒饱满,能看到扣件就行,第三次补砟经配砟车配砟后,枕木盒内道砟饱满,枕木头表面外露,保证第三次捣固完成后承轨台露在外面,方便钢轨焊连锁定扣件拆装。
(4)大机整道
大机整道紧随补砟进行,每次补砟完成后根据测量数据所给的起拨道量进行轨道线型调整和道床捣固。线路标高调整分三次进行 (预留50mm控制),第一次起道量为60mm、第二次起道量为50mm、第三次起道量为 40mm,曲线外侧超高根据具体情况增加起道次数,每次大机捣固采用双捣进行。
粗捣完成后线路线路的标高与设计标高偏差40~80mm,轨道中心线与设计中线偏差为20mm,枕木下道砟密度大于1.75g/cm3。
5.5钢轨焊连锁定
(1)单元焊接
轨道线路粗整后,线路基本顺直和道床基本稳定后,进行钢轨单元焊接。焊接前根据轨节铺设情况进行单元轨节划分,一般每个单元轨节为1500m,特殊情况下不能小于200。采用LR1200型移动焊机焊接钢轨,焊接过程中尽量按照一个区间,一端向另一端一个作业面推进,减少短钢轨的插入。
(2)放散锁定焊接
由于津保铁路区间较短,锁定焊接与单元焊接一样,以一个作业面从区间一端向另一端推进。当区间单线单元焊接完成后,紧接着锁定焊接。平均每天单个作业面锁定完成3km。
5.6轨道精调
有砟轨道精调首先对轨距精调,然后对线路平顺性道床稳定性调整。主要步骤如下:
(1)准备工作
①标识测量点:以区间为单元,当一个区间钢轨锁定完成,特殊轨枕抽换完成,进入轨道精调。首先对轨道进行标识,根据线路贯通里程,把里程的1000m、500m、100m、5m点用红油漆标识在钢轨上,保证轨检小车每次测量的点与大机作业点对应。
②测量
a.使用道尺对每根轨枕对应的轨距进行检测。
b.采用轨检小车对线路线型进行测量,利用通过评估后CPⅢ控制网复测成果作为测量控制网,对已标识好的5m点进行逐点测量,准确的采集现场轨道线型情况。
(2)精调
①轨距调整
对检测的轨距数据进行分析,以3根轨枕为一个单元逐根往前推进,调整轨距的必须考虑轨距变化率。轨距调整是通过调整扣件的轨距挡块不同型号安装位置来实现。具体调整方案见表3~4(Ⅱ型、Ⅴ型两种扣件)。
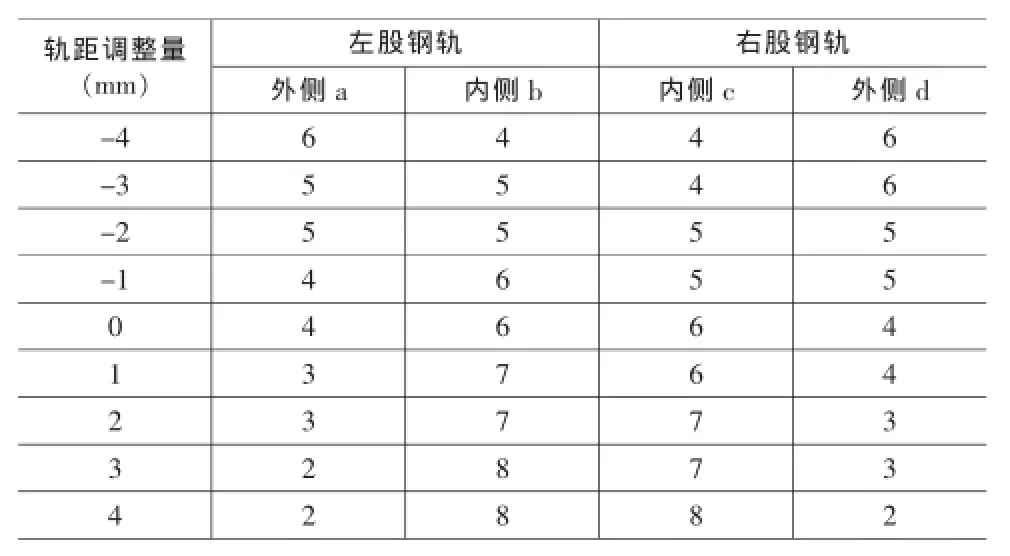
表3 V型扣件轨距调整表

表4 Ⅱ型扣件轨距调整表
在焊连锁定完成后,轨距调整前不对道床道砟进行补充,尽量保证承轨台外露,避免补充道砟后掩埋扣件和承轨台,给拆、装扣件造成麻烦。
轨距调整贯穿轨道精调全过程,个别地方需要经过重复调整才能达到要求。
②线型和道床稳定性调整
轨道线型调整和道床稳定性调整主要是通过捣稳联一体大型捣固机进行数字化捣固完成。首先对轨检小车测量的数据进行分析,根据测量的线型情况制定线路针对性的调整方案。一般情况下先对线路进行找平、理顺,消除大的凹坑、明显的折线,最后对道床进行整体抬升 (一般情况按照负误差控制)到设计位置。
轨道线型和道床稳定性调整一般分四次完成,第一次主要是找平,消除明显的凹坑,采用双捣 (起道量大于等于40mm);第二、三次为线路整体抬升,进一步消除凹坑,保证线路平顺,水平方向达到验标要求,每次采用单捣。第四次主要是对轨检车检测出的三角坑、行车明显晃动的地方进行进一步精整。另外局部段落还需根据实际情况增加大机捣固次数,保证线路的平顺性和舒适型。
③精调过程中补充道砟和道床整形
线路轨距调整完成后,根据测量方案确定的不同段落的起道量,针对性的进行补砟。一般情况下,道心饱满,以线路为中心,宽度为3.6m范围内道砟与承轨台齐平,道砟能,满足50mm的起道量。每次在补砟之前必须让现场负责人熟悉线路情况,清楚需要补砟的准确位置和道床成型后的最终情况。
6 结束语
在有砟轨道施工过程中,道床的稳定性是保证行车安全和舒适度的关键因素,也是施工过程控制的难点重点。通过对影响道床稳定性有关的施方法和工艺进行分析,进行多次工艺试验,最终确定道砟补充、道床起道、道床捣固等关键点的作业标准,并严格按照执行,有效的指导现场施工,提高了施工效率,保证了施工质量。为津保铁路以最短的联调联试时间就以设计速度全线开通打下了扎实的基础,并使线路的安全性、舒适性指标均在近几年开通的线路的前列。
[1]《高速铁路轨道工程施工质量验收标准》(TB10754-2010)
[2]《高速铁路轨道工程施工技术指南》铁建设(2010)241号.
[3]《高速铁路工程测量规范》(TB10601-2009).
褚利民(1983-),男,工程师,大学本科,主要从事桥梁、轨道工程施工管理工作。
U215.5+52
A
2095-2066(2016)09-0195-03
2016-3-10
