篦冷机液压缸活塞杆和位移传感器损坏的解决办法
2016-08-11张中国张秀全张
张中国张秀全张 娜
1.冀东水泥(烟台)有限责任公司,山东 烟台 265506;2. 唐山曹妃甸冀东装备机械热加工有限公司,河北 唐山 063020;3. 烟台冀东润泰建材有限公司,山东 烟台 264006
篦冷机液压缸活塞杆和位移传感器损坏的解决办法
张中国1张秀全2张 娜3
1.冀东水泥(烟台)有限责任公司,山东 烟台 265506;2. 唐山曹妃甸冀东装备机械热加工有限公司,河北 唐山 063020;3. 烟台冀东润泰建材有限公司,山东 烟台 264006
第四代推动棒式篦冷机经常出现两种最为频繁故障:液压缸活塞杆断裂和位移传感器损坏。为了减少窑的停机次数,保证生产的稳定运行,更换第四代推动棒式篦冷机液压缸的型号、改变位移传感器的结构,降低了故障率。
推动棒 篦冷机 液压缸 位移传感器 中央控制室操作 活塞杆
0 引言
某公司7 200 t/d熟料生产线第四代推动棒式篦冷机的型号:JL4×7,共分为11个室、4列,共有28个液压缸(型号:100/50-200,最大承受30 MPa,每分钟推动次数5~25次)。在该套篦冷机投产使用的5年中,篦冷机经常出现两种故障:液压缸活塞杆断裂和位移传感器损坏。本文就这两个问题的解决方法进行介绍。
1 出现的问题
1.1 篦冷机内部液压缸活塞杆断裂
篦冷机液压缸故障都需要窑长时间减料来处理,少则6 h左右,多则10 h以上,严重影响熟料产量。例如:2015年1月5日窑正常喂生料530 t/h,1、2、3、4列篦床每分钟推动次数18次,1、2、3、4列液压缸油压为13~14 MPa,属正常运行。上午9:37篦冷机3列液压缸油压偏高,压力瞬间由原来的13 MPa增加到21 MPa,并有继续长的趋势。此时,中控室操作员及时大幅度减料,由原来的530 t/h减到300 t/h。减料的目的是:减少篦床上熟料,降低液压缸油压,防止出现篦床压死现象。经过现场岗位工检查,确定是9室3列液压缸活塞杆断裂(见图1),中控室操作员停9室风机与3列篦床,让维修人员进入内部更换损坏的液压缸。
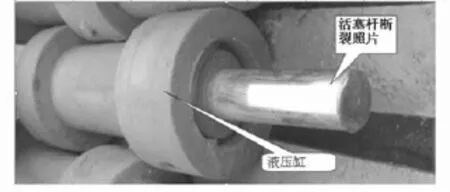
图1 篦冷机内部液压缸活塞杆断裂
1.2 位移传感器损坏
推动棒式篦冷机共4列,每列1个位移传感器,全部安装在最后面的11室。位移传感器在后期的使用过程中经常会出现损坏现象,一旦出现损坏,其维修时极为不方便,见图2。

图2 位移传感器损坏维修极为不方便
2 原因分析
2.1 篦冷机内部液压缸活塞杆断裂的原因
(1)从现场液压缸损坏的外观来看,液压缸活塞杆断裂是过高的压力引起。
(2)进入风室内部检查,没有发现液压缸摩擦的现象。将9室风机停机后,风室内部有轻微漏料现象,这说明篦冷机上部有个别的C型密封或进风装置损坏,造成窜风现象,增加液压缸的正常工作负荷,使液压缸处于疲劳作业状态。
(3)液压缸的设计能力不足,尤其是活塞杆部分,设计偏细,不能安全有效地使用。
2.2 位移传感器损坏维修极为不方便的原因
(1)从图2中可以明显看出位移传感器的安装位置极其狭小,一旦出现位移传感器损坏,根本不好维修更换。而且在更换位移传感器时,需要停篦冷机风室风机,维修人员进入风室内部工作,这样没有冷风的进入,风室内部会受到篦床上物料热量的传导,使风室内部的温度升高,对维修造成了很大的不便,增加了维修时间。因此,位移传感器损坏,只能被迫停窑处理更换,且处理时间较长,严重影响生产。
3 解决措施
3.1 篦冷机内部液压缸活塞杆断裂的解决措施
(1)要高度重视篦床内部窜风现象,每次大中修期间,仔细检查篦床,对篦床内部损坏的推动棒、进风装置、C型密封进行全方位更换,防止在设备运转后期出现窜风或物料推不走现象。
(2)与篦冷机制造厂家研究,将篦冷机的28个液压缸(型号100/50-200)全部更换成大型液压缸(型号100/60-200),液压缸活塞杆直径由原来的50 mm增加到60 mm,这样能增加液压缸活塞杆的工作能力,延长使用时间,同时对篦冷机本体设备不会造成任何影响。
(3)利用大中修期间认真清理篦冷机篦床上熟料,尤其是篦缝中的熟料,一定要清理出来。待清理完以后,将篦床上边铺一层石灰石(石灰石的粒径要保持在15 mm~20 mm左右),防止在设备运行以后,出现小颗粒的熟料在篦缝内部长期摩擦,造成C型密封与进风装置损坏。铺石灰石还能较好地改善篦冷机内部通风效果,使篦床上边进风量一致,减轻液压缸的工作压力。
3.2 改变位移传感器的安装位置
将11室原位移传感器的位置向前移动200 mm,在驱动板宽敞的地方焊接钢板(尺寸:长150 mm、宽120 mm、厚10 mm),在钢板的下边焊接导轨齿轮,导轨齿轮下面安装小齿轮,齿轮中间焊接圆钢(Φ 8 mm),圆钢直接通到风室外面,风室外面的圆钢同样焊接一个小齿轮,小齿轮上面安装导轨齿轮,风室外面的导轨齿轮头部焊接一个方钢(10 mm×60 mm),方钢的下面安装位移传感器(见图3),这样里面的驱动板活动,就会将小齿轮转动,进而带动外边的位移传感器活动(要求:里面的焊接点必须保证满焊、焊接牢固)。
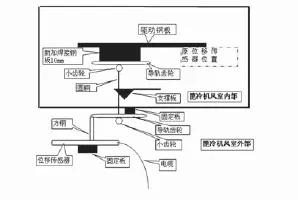
图3 改变位移传感器的安装位置
4 结束语
对第四代推动棒式篦冷机常见故障实施以上措施后,运行1年来,液压缸活塞杆损坏率为0%;同时更换位移传感器也非常的方便、自由。这两项改进,提高了篦冷机的运转率,保证了窑的正常运行,减少了不必要的停窑次数。
TQ172.622.4
B
1008-0473(2016)04-0083-03 DOI编码:10.16008/j.cnki.1008-0473.2016.04.018
2016-03-21)
