汽车车架焊接工艺分析及工装设计
2016-08-10李垣兴
李垣兴
(江西江铃集团奥威汽车零部件有限公司江西南昌330000)
汽车车架焊接工艺分析及工装设计
李垣兴
(江西江铃集团奥威汽车零部件有限公司江西南昌330000)
车架焊接汽车制造和加工的重要环节,焊接工艺和工装设计直接关系到车架的稳定性和汽车的整体性能。本文对于汽车车架焊接工艺和工装设计的研究以江西江铃汽车一款货车为例,首先从前期焊接工艺和车架焊接工艺两个方面入手进行分析,然后重点介绍了这种汽车车架焊接工艺的流程,最后在此基础上分析了汽车车架工装设计方案。
车架焊接;工装设计;焊接工艺
前言
汽车车架整体构造的成型最关键的两个环节分别是焊接工艺和工装设计,尤其是焊接工艺,很大程度上关系到整车车架后期的使用安全,所以不论是车架焊接工艺还是工装设计都要严格的按照不同车辆的工艺标准,在相关工作人员的严格指导下进行,根据焊接和设计规范把握好每一个环节的工艺标准,减少车架焊接过程中的问题,避免车架变形,提高汽车车架制造和加工的整体质量。
1 汽车车架焊接前期分析
汽车车架是承载整个汽车负荷的基础性构件,车架连接着汽车其他所有的部位,可以说汽车所有构件的负荷压力都是有车架来承受的,所以说汽车车架对于汽车的重要性不言而喻。车辆的寿命和质量一定程度上来说取决于车架性能。江铃货车车架所采用的焊接方式主要是边梁式焊接,这种方式比较普遍,当然这种方式也是针对边梁式结构的车所使用的,如图1所示。
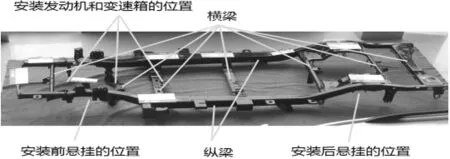
图1 边梁式梯形车架
图1显示的是边梁式梯形车架的主要结构,从图中可以清晰的看出横梁、纵梁以及汽车相关构件的安装位置,其中包含了七根横梁和两根纵梁,通过对横梁和纵梁的焊接处理,最终形成的是一个闭合式的汽车车架结构,同时从图中还可以看出汽车发动机、变速箱等配件的位置基本上都处于横梁、纵梁或者是横梁纵梁结合的部位,所以说焊接前:①要搞清楚哪一个部位是安装什么配件,之后通过闭合式的结构焊接来提高车架的强度和质量。②如图2所示:图2显示的江铃某一款汽车的整体车架构造,从图中可以看出车架的整体结构十分复杂,所以在焊接的过程中实际需要很多材料,再加上焊接接头非常多,任何一个接头出现问题或者是焊接不到位都会影响整个车架的质量,所以焊接质量的好坏最关键的是要把握好每一个环节的工艺标准,同时合理利用材料,不能漏焊任何一个接头。
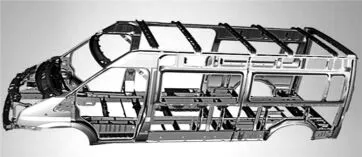
图2 汽车整体车架结构
2 车架焊接工艺流程
2.1 二氧化碳气体保护
汽车车架焊接过程中使用二氧化碳气体进行保护主要的作用有以下两个方面:
(1)二氧化碳气体保护能够合理的控制焊接成本,提高车架的抗裂能力和防锈性能。
(2)使用二氧化碳保护气体能够节省焊接流程,例如车架焊接完成之后,不需要再清理现场焊渣,还能够有效的防止出现焊接变形,提高焊接质量。
当然使用这种方法来提升车架焊接质量需要充分的发挥二氧化碳的保护作用力,保证工艺参数的准确性,例如焊机型号、焊丝牌号、焊丝直径、电流电压和焊接粗度等,表1显示的就是一般状态下焊接过程中所需要的焊接工艺参数指标。
2.2 车架焊接流程

表1 焊接工艺参数
车架焊接要全面的根据每一种车架的结构特点,焊接过程需要考虑的最主要的问题就是防止变形,在保证框架质量的前提下,合理组合各种材料。实际的焊接工艺流程如下:
(1)按照车架零部件进行组合焊接;
(2)纵梁以及加强梁的焊接;
(3)纵梁焊接之后进行检查,严格进行矫正处理;
(4)大桩定位点固定焊接;
(5)车架补焊;
(6)车架装配和形状矫正;
(7)焊接后的整体检验和涂装处理。
在整个焊接流程中最需要注意的就是焊接变形问题,对于这个问题的处理一下介绍三种方法:
2.2.1 反变形法
这种方法事先需要大致的估算车架焊接可能存在的变形大小和具体方向,之后在可能发生变形的点进行组合固定焊接的时候添加一个反方向的变形焊接,通过变形抵消的方法来避免车架变形。这是最常见的一种方法,但是在实际的焊接过程中,由于车架变形影响因素比较多,例如焊接流程、条件以及接头特点,所以反变形法的使用需要以车架生产工艺为参考依据,这样能够起到很好的效果。
2.2.2 刚性固定法
顾名思义,就是将相应的零配件通过焊接固定的形式来避免车架变形的一种方法。一般情况下车架生产过程中都是使用焊接夹进行固定的,这种焊接夹的刚度相对较大,所产生的变形很小,但是对于刚性较小的结构来说,还需要借助一些临时的支撑来提高结构刚性,但是这种方法并不适用于所有的车架变形,例如对于刚性比较大的构件来说效果相对较差,只适用于波浪线性和对角变形。
2.2.3 机械矫正法
这种方法是结合实际的焊接工艺进行的,适用于不对称的车技变形。
2.3 焊接方法选择
车架焊接最终的目的是为了让汽车能够有效的承受运行过程中所产生的作用力,所以焊接对于车架刚性需求相对较高。因为车架焊接完成之后收缩力相对较大,所以要选择和汽车整体结构以及性能相匹配的方法,同时还要严格的按照焊接工艺参数进行。
2.4 焊接加热工艺
由于车架焊接所需要的材料比较多,并且最终需要将所有材料都焊接组合在一起,再加上焊缝集中且比较短,所以焊接加热不均匀或者是重复加热都会影响最终的焊接效果,例如重复性的焊接很容易造成焊头的损坏,并且影响车架接头的承载强度,所以在实际的焊接过程中,要严格按照焊接工艺处理好焊接起弧、收弧和组件衔接,避免加热不均匀和重复加热现象的出现,以此来提升汽车车架接头焊接的强度。
3 汽车车架工装设计
车架工装设计师汽车车架设计工艺的重要组成部分,工装设计对于车技整体质量也有重要影响,所以在保证车架焊接质量的前提下,需要提高工装设计的科学合理性,以此来保证汽车的整体质量和安全性。车架工装设计包含很多方面的内容,具体如下:
3.1 定位基准选择
定位基准关系到车架工装设计操作位置的精准性,通常情况下,车架工装设计操作过程中需要将汽车车架左右两侧纵梁上的前轮中心线孔作为基准,也就是图1种前轮横梁和纵梁的连接处的中心线孔作为定位基准孔。
3.2 车架纵梁定位
这是车架工装设计最重要的一个环节,也是必要的设计环节。因为使用图1所示的这种纵梁横梁定位焊接夹紧的方法能够有效的提升纵梁和横梁的稳定性,同时通过七根横梁和纵梁进行焊接能够有效的避免两根纵梁变形,同时最重要的是能够有效的调节和控制车架外观和尺寸大小。
3.3 横梁定位
车架的七根横梁都是和纵梁进行焊接定位的,通常纵梁上面都会有七个横梁孔,圆管的横梁穿过纵梁上的孔之后是被焊接在加强梁上的,所以并不需要进行正面定位,只需要对横梁进行侧向定位。槽型的横梁上方的车架宽度实际上是由纵梁的焊接口宽度影响的,所以横梁的定位可以在前后方向上使用固定的形状定位之后再进行点焊。
3.4 板簧支架定位
车架工装板簧支架定位,对于前后支架通常都是使用手动式的移动销子按照吊耳孔的方式进行定位的。
3.5 气路设计
气路设计是针对气管中气体而言的,需要让这些气体从总管中分别进到左右两侧的支管中,之后利用汽车配气控制阀将这些气体引导气缸中,通过这个过程形成一条相对流畅的气路。
4 结论
现代化汽车行业的竞争日益激烈,人们购买汽车更多关注的是汽车的质量和性价比,车架焊接质量的好坏又在很大程度上影响着汽车质量,所以车架的焊接和工装设计要严格的按照工艺操作标准进行,把握焊接工艺和工装设计的关键点,保证车架焊接工艺的合理性和工装设计的准确性,提高车架使用的安全性能。
[1]《焊接工装夹具及变位机械图册》[J].电焊机,2015.
[2]杨寅香.金属切削钻斜孔加工的夹具设计[J].中国高新技术企业,2013.
[8]曹友兵.汽车车架焊接工艺和工装设计分析[J].电子世界,2013.
[9]陈志力.汽车车架的变形与修复[J].农机使用与维修,2013.
[10]张永红,陈建卫.汽车车架焊接过程中焊接氧化物的控制[J].汽车工程师,2012.
U466
A
1004-7344(2016)30-0225-02
2016-10-7
