簧片用50CrVA弹簧钢材料的热处理工艺研究
2016-08-09吴明
吴明
簧片用50CrVA弹簧钢材料的热处理工艺研究
吴明
(江阴兴澄特种钢铁有限公司 江苏江阴 214429)
为了降低柴油机的噪音,所以需要对柴油机运行时所产生的振动进行控制。通过安装减振器卷簧主动圈的方式对柴油机的减振,因便捷、性价比高而广为应用。卷簧圈的簧片材质是确保减振效果的关键,通过热处理的方式进行卷簧圈的制作,对簧片的材料延展性、刚性有一定的要求,那么常用50CrVA弹簧钢材料热处理工艺有哪些呢?本文将针对50CrVA弹簧钢材料进行研究。
簧片;热处理;弹簧钢材料
柴油发动机在进行转动工作时,会产生很大的振动以及噪音,对减振器将产生较大扭转,进而影响柴油机的正常运作。对柴油机进行减振操作势在必行,减振的方式有很多,其中一种方式就是通过安装减振器卷簧主动圈,来控制柴油机的振动,减少噪音的影响。而卷簧圈中的簧片是根据同心度进行同曲线的环绕。因为卷簧圈的结构极具特殊性,所以需要对簧片进行热加工处理,以此达到弯曲的效果。而这就对材质延展性、刚性有非常高的要求。目前,50CrVA材料是常用的弹片材料。
1 50CrVA弹簧钢材料实验
卷簧圈材料在长期的使用过程中,需要具备超强的韧性、塑性、刚性的需求,以保证卷簧圈的形状可以在振动移动过程中不发生变形破损。50CrVA弹簧钢材料是常见的簧片选择,但50CrVA拥有诸多的规格,需要挑选不同规格进行材料特殊性能的测试。
1.1 实验方式的选择
卷簧圈的特殊构造要求材料需拥有良好的塑性,并在加热后能利于簧片的迅速成型,针对此特性,需要进行冷轧带钢的退火工艺实验;卷簧圈的使用寿命长短取决于簧片的材质,簧片在进行重复的伸拉变形后,难免会产生一定的疲劳,所以簧片的材料需要具备良好的抗疲劳性。同时还应该具备高屈服强度以及良好的抗拉性。针对该特性需要进行针对性的淬火以及回火工艺的测试。
1.2 50CrVA材质性能测试
1.2.1 退火工艺
卷簧圈的原料是不同规格的50CrVA冷轧窄带钢,退火工艺可以用来消除带钢在冷轧过程中形成的材料自发硬化趋势,消除内应力,降低材料的硬度。退火工艺的实验采用的是正交实验方式,在保证金属材料的冷却速度为40℃/h,炉冷时间在5h的条件下,分别控制加热温度、加热时间、保温温度、保温时间等变量,针对50CrVA不同厚度规格的材料进行结果比对。
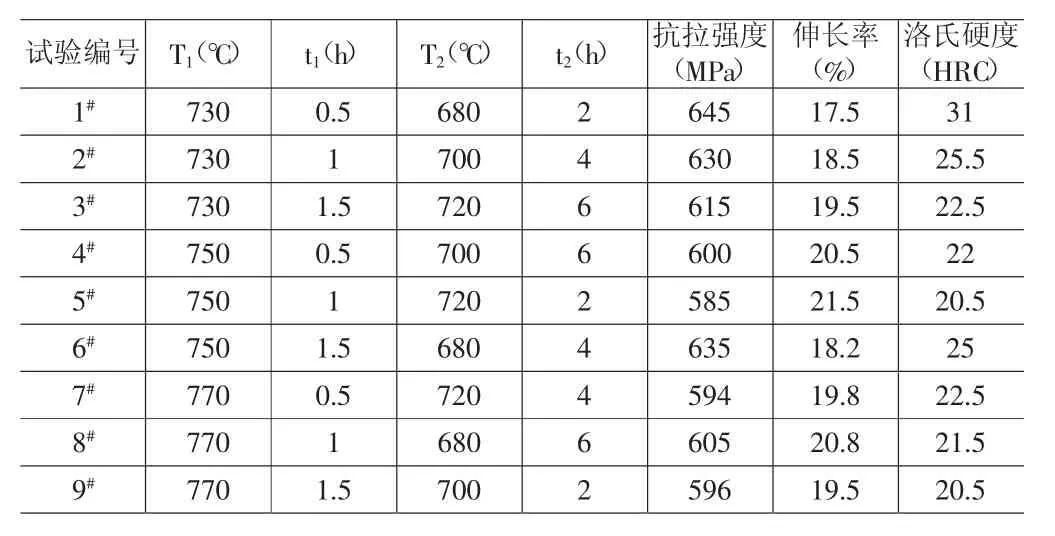
表1 正交试验条件以及产生的结果
1.2.2 淬火和回火工艺
簧片的热处理工艺包括淬火和回火两个部分。卷簧圈的热处理分为两种方式,分别是整个卷簧圈的热处理以及单个金属簧片的热处理。本文研究的淬火和回火热处理工艺,是在单簧片的基础上进行的。针对不同厚度的50CrVA材料进行加热处理,并选定盐浴炉这样的介质,观察冷却的速度。
2 实验分析与结果
根据相关的实验可以看出,50CrVA材料在淬火和高温回火的双重影响之下,可以达到卷簧圈的性能要求。
2.1 影响淬火工艺因素
(1)温度:850℃
现有的50CrVA材料中最薄的是1.24mm,单簧片进行淬火加热后,从出炉到冷却介质的过程需要一定的时间,薄簧片的冷却速度却非常快,因此会导致实际进入冷却介质淬火的温度降低。这个过程中50CrVA材料会有铁素体的析出,会影响淬火的效果,所以选定簧片用50CrVA弹簧钢材料加热温度为850℃。
(2)加热方式:选择硝盐介质
因为卷簧圈用50CrVA钢带的厚度较薄,不能承受过高的加热温度,如采用传统的加热方式,会让50CrVA弹簧钢带发生变形、断裂的现象。现使用的50CrVA钢带中最薄的是1.24mm,最厚的为2.86mm。既然卷簧圈材料的厚度没有办法增大,那么为了增加50CrVA弹簧材质的稳定性,只能改变加热方式方法了。目前选择的加热介质为硝盐浴,它能提高材质在高温区的均匀受热能力,降低低温区的冷却能力。
(3)冷却方式:油冷
卷簧圈在进行高温回火后,需要采用一定的方式进行冷却,这一步骤需要注意冷却时保证材质的均匀性。由于50CrVA材料拥有一定的回火脆性倾向,同时因为卷簧圈的整体尺寸偏小,所以在进行高温回火后,可以采用油冷的方式进行冷却。
(4)辅助工序:材料的清洗
在进行硝盐炉加热后,50CrVA钢材料上可能会附着少量的盐渍,为了保证材料的完整性和实验结果的准确性,需要对材料进行清洗。
2.2 材质的刚性和组织性测试
50CrVA弹簧钢材料的性能是影响卷簧圈寿命的因素之一,而材料的组织均匀性以及刚性是两大考察因素。组织均匀性能测试就是对材料中的金相组成进行分析,实验证实在经过热处理加工后,50CrVA材质中的为细小的回火屈氏体,这些细小的组织可以保证50CrVA弹簧钢材料拥有较为良好的力学性能。材料的刚性测试也是在热处理后进行的,通过多次的重压试验,进行卷簧的径向位移以及压力的测试,得出两者呈成比例的关系。即在经过热处理后,50CrVA弹簧钢材料的发生的径向位移的距离较小,所以50CrVA弹簧钢材料符合卷簧圈的刚性要求。
2.3 实验结果
根据实验可以得出50CrVA弹簧钢材料的热处理工艺最佳选择是:淬火温度是850℃,保温的时间保证在75min,并且是在油冷的条件下,而回火的温度则是保持在580℃,时间保证为25min,同样是在油冷的条件下进行。
3 总结
降低柴油发动机振动幅度的卷簧圈,因其特殊构造要求材料需拥有良好的塑性,在加热后能利于簧片的迅速成型,需要进行冷轧带钢的退火工艺实验。卷簧圈的簧片在进行重复的伸拉塑性后会疲劳,所以簧片的材料需要具备抗疲劳性。同时还应该具备高屈服强度以及良好的抗拉性。通过淬火和回火的热处理工艺,可以证实50CrVA弹簧钢材料完全符合卷簧圈的需求。因此簧片50CrVA弹簧钢材料可以制作成减振器,帮助柴油发动机降噪。
[1]郑明宇,刘斌,白培康.簧片用50CrVA弹簧钢材料的热处理工艺研究[J].热加工工艺,2013,16:189~191+194.
TG162.74
A
1004-7344(2016)31-0226-01
2016-10-19