回转类零件CAPP系统的开发
2016-08-09王水兵
王水兵
回转类零件CAPP系统的开发
王水兵
(上海烟草机械有限责任公司 上海 201206)
本文分析了回转类零件所具有的外形特征类别和这些特征上所包含的工艺、几何信息,在此基础上规划系统的总体方案,利用VB程序实现了据库链接、工艺编译、工时查询以及工艺文件的输出等功能。
回转类零件;CAPP;知识库
前言
工艺过程设计是连接产品设计与制造的桥梁,是整个制造系统中的重要环节,对产品质量和制造成本具有极为重要的影响。CAPP可以从根本上改变工艺过程设计的“个体”劳动与“手工”劳动性质,提高工艺设计质量,并为制定先进合理的工时定额,改善企业管理提供科学依据;同时还可以逐步实现工艺过程设计的自动化及工艺过程的规范化、标准化与优化。[1]
1 回转类零件的工艺设计现状和存在的问题
CAPP是CAD和CAM之间连接的纽带,随着机械制造生产技术的发展和当今市场对多品种、小批量生产的要求,更需要工艺设计的快速化和灵活化。而传统的人工编制工艺方法不仅工作量大,而且设计工艺任务比较繁琐复杂,同时重复性劳动比较多易出错,产生的数据不容易被共享,因此CAPP基于计算机可以满足工艺设计的要求,适应现在的机械制造生产趋势,不过现在的CAPP技术在适应和功能上与CAD、CAM仍有差距。
回转类零件和箱体类零件是常见的两类零件,这些零件特征规律性很强,易于总结利用。基于这些情况和上文所述CAPP的发展趋势与不足提出了此课题,旨在对CAPP技术进行探讨和研究。[1]
2 系统设计
利用CAPP的目的是通过计算机来辅助人们编制出零件的加工工艺。CAPP系统编制工艺首先需要得到零件的工艺、形状信息,这是生成工艺的基础,而这些信息需要人为加入或从CAD系统中转换进去。下一步工作就是依靠这些信息来进行工艺过程的设计,这包含了零件的加工顺序、加工方法、基准选择及采用的机床、刀具、夹具和其它工艺装备。因此CAPP系统就需要拥有工艺决策功能来进行工艺推理、编制,同时还要存储大量的工艺知识像加工规则、机床、刀具等内容以方便工艺的设计和查询。对初步生成的工艺进行修改后,这样就完成了工艺的编制,然后通过CAPP系统就可输出工艺文件。从这个过程可以看出CAPP系统主要包含了零件信息的输入部分和工艺决策功能、知识库,本文以模块的形式来进行设计以实现上述功能。
2.1 数据库连接
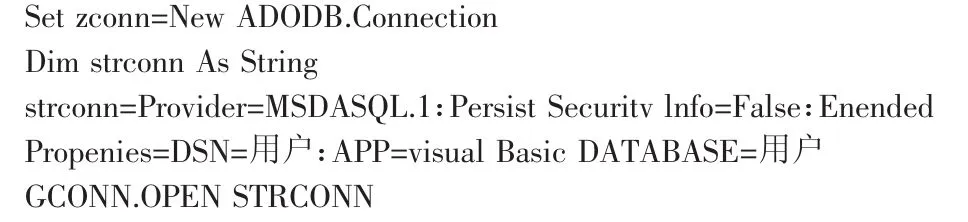
系统从数据库中搜索信息是因为设计系统时已与数据库可以建立了连接。本文建立与数据库的连接,首先是通过VB软件的ODBC设置数据源,然后通过AD0对象建立与所设置数据源的连接,部分代码如下:
2.2 输入模块
基于回转类零件的CAPP系统,由于回转类零件相对简单,整个零件可以看成是若干个形体要素的集合,而且这些形体要素的几何形状较规则,规律性较强,因此输入较简单一些。输入零件信息是CAPP的第一步,零件信息包含了几何、工艺信息,对零件信息描述的准确性、完整性、科学性将会决定所编制的工艺过程的质量、可行性和效率。
在现有工艺过程卡设计过程中,因不同工艺人员的经验及思维习惯差异,往往编写出的工艺内容、方法、使用的习惯术语不同,工艺内容规范工作难以实施。工艺的标准化、规范化是为参数化工艺设计奠定基础,对于系列化产品以及大规模定制生产模式,参数化工艺设计是一种快捷有效的工艺设计模式。利用典型工艺内容的相似性,不仅可大大减少工艺人员的工作强度和对有经验工艺人员的依赖,而且会提高产品工艺的继承性,促进工艺的标准化,提高工艺信息的一致性、完整性。[5]

图1 软件界面
软件界面如图1所示,包括工艺编译显示编译模块、典型工艺内容模块、常用短语符号及配置模块、定位装夹常用语模块等。
2.3 知识库模块
在设计知识库时应考虑下列要求:尽量保证知识库的相对独立性;便于对知识的管理和维护;便于对知识的搜索。知识库的具体实现上采用了两种形式:一种是采用了包含在系统程序中的知识模块;另一种则将知识处理后存储于数据库系统之中。知识库内容上大体包含了三个方面:①特征加工生成知识库,储存特征及其匹配工艺的规则;②工艺参数选择知识库,储存机床、刀具和夹具等设备工装,以及切削参数和加工余量的选择规则:最后是工艺排序知识库,储存的是工序序列优化排列的准则。[2]
回转类零件的形状特征,形状特征不同,在表面的加工方法和工序的安排上有很大的区别。具体的加工方法可见表1所示。
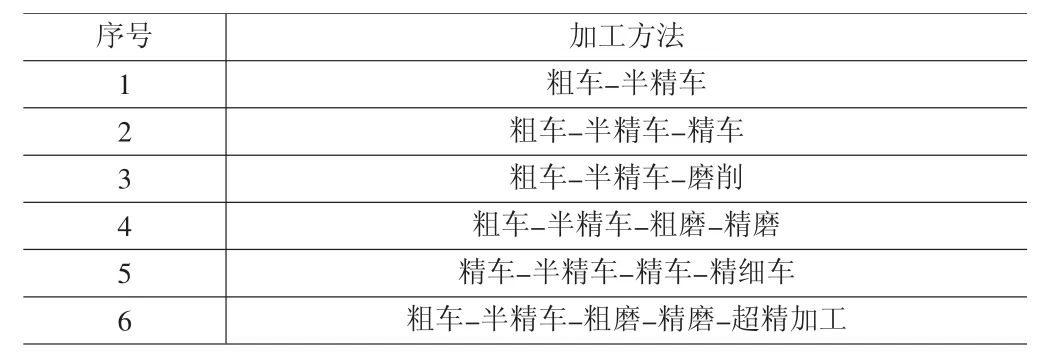
表1 外圆加工方法
2.4 工艺决策模块
工艺决策模块的主要任务是在获得零件的几何、工艺信息之后,结合知识库中的内容来完成工艺规程的编制工作。工艺设计过程涵盖了加工方法选择、工序生成、工序排序、机床及其它工艺装备选择等多方面内容。本模块就是基于逻辑推理技术来研究工艺设计过程的。
工艺决策的过程:
(1)零件工艺分析首先确认零件的类型和这个零件的各个表面特征,然后确定零件在具体环境下的可加工性和该零件每种表面特征的主要加工方法。
(2)选择加工方法机械零件可以看成有各种表面特征构成,这些特征必须通过加工方法来实现,所以加工方法的选择就是工艺设计的基础。
(3)工序生成与排序以所选择的各个表面特征的加工链为基础,综合考虑各特征表面的类型、加工方法等因素,确定哪些特征表面可以放在一起加工,从而可以形成零件的工序。[3]
2.5 工时查询模块设计
系统工时模块实现了金切工时定额查询规范化、科学化、信息化;快速查询工时,提高工艺人员、现场技术人员查询效率,已在公司技术部工艺组、制作一部数控组推广应用;建立了标准工时数据库,可根据用户权限添加、更改数据,方便其他软件进行查询调用;界面友好,可优化改进和二次开发。
3 结论
随着现代化制造业的发展,CIMS成为一种发展趋势,而相对于CAD/CAM,CAPP的发展比较落后,这就使得研究发展CAPP成为必然要求,基于这种情况并通过学习参考国内外CAPP发展成果的基础上,对这一课题进行了研究,通过研究得到如下结论:
(1)通过对相关文献的学习,建立了系统的总体结构,提出了以VB为开发语言和以SQL Server作为后台数据管理工具的总体设计方案。
(2)针对工艺数据的特点,设计了工艺数据的知识库,方便了数据的查询。由于这些知识库是建立在SQL Server的基础之上,它与系统的程序是分离的,便于知识库的修改和更新。
(3)在总结零件加工技术的基础上,制定了相应的知识工艺规则,以实现特征加工方法的生成及零件工序的排序,使以往的加工经验得以继承。
[1]褚学宁,王治森,马 登,等.CAPP技术的智能化发展思路.中国机械工程,2003.
[2]许建新,等.现代CAPP技术及其发展研究.制造业自动化,2004.
[3]夏翔.基于特征的轴类零件CAPP系统的研究与探索.长沙:中南林学院,2005.
[4]周善征.基于标准化回转类零件CAPP系统设计[D].山东大学,2006.
[5]王志红.面向CAPP的智能工艺决策方法研究[D].电子科技大学,2005.
TP391.7
A
1004-7344(2016)31-0221-02
2016-10-22
王水兵(1988-),男,江西人,本科,研究方向为烟草包装机制造技术。
