基于CAD/CAE技术的链板冲压模具设计探讨
2016-08-04汪彬
汪彬
(安徽东风机电科技股份有限公司 安徽合肥 231202)
基于CAD/CAE技术的链板冲压模具设计探讨
汪彬
(安徽东风机电科技股份有限公司 安徽合肥 231202)
传统以模具设计经验和简单公式为主要依据的设计方法,在设计的过程中不能全面的对相关因素进行综合考虑,所以设计的效率、质量等都难以满足实际需要,而基于CAD/CAE技术的链板冲压模具设计可以有效的弥补其缺点,使工程实用价值得到明显的提升,所以受到设计人员的高度关注,在此背景下,本文针对基于CAD/CAE技术的链板冲压模具设计展开研究,为提升链板冲压模具的设计水平作出努力。
CAD/CAE技术;链板冲压模具;设计
前言
在计算机信息技术不断深化的作用下,CAD/CAE技术逐渐被应用于传统模具设计改造过程中,通过此项技术可以对模具设计的合理性进行提前检验的功能,为精确设计和设计修改等提供了依据,对提升模具的设计水平和效率等具有积极的作用,所以针对基于CAD/CAE技术的链板冲压模具设计展开研究具有重要的现实意义。
1 CAD/CAE技术分析
CAD即计算机辅助绘图,其包括产品构想、功能设计、结构分析、加工制造等设计过程,可见其强调对整个产品的辅助设计;CAE即计算机辅助工程,其通过建立产品的数字样机、模拟产品和零件工况,实现对产品和零件工程检验、有限元分析和计算机仿真,可见此项技术的应用可以对产品和另加相关技术参数进行精准的确定,全面的明确产品的设计缺陷,并针对性的改进,对提升产品的设计效率和质量都具有积极的作用,所以将两种技术应用于链板冲压模具设计过程中,既具有可行性,也具有极大的工程价值[1]。现阶段国际上冲压模具行业CAD/CAE技术的应用软件主要包括AutoForm软件、UGNX软件等,相比我国现阶段的应用水平更高,所以本文针对此两种软件,对基于CAD/CAE技术的链板冲压模具设计展开研究。
2 基于AutoForm的链板排样设计及成本计算
AutoForm软件的材料库储备着大量的材料型号和相关性能参数,设计人员可直接通过读取对材料的冲压性能全面准确的掌握,并在此基础上进行合理的排样,在排样的过程中:①要全面的准备数据文件,即在UG软件建模模块中将链板料片的外形进行针对性的设计,然后将其外轮廓零件文件进行输出;②在AutoForm软件中新增Test_Blank文件后将输出的外形轮廓文件读入,然后在料片生成器的作用下,对料片外形曲线等进行定义;③对料片的布置形式、样料片的形状、价格和面积的最优参数、约束、卷料价格、材料厚度等料片的排样参数进行定义,通常情况下,在定义的过程中需要将不同的参数进行尝试性的设计应用,再通过对比确定最优的参数,保证设计参数定义的最优化,图1为定义料片排样参数的计算机现实图片[2]。然后,对约束参数设置按钮、排样形式、料片间距和卷料搭接边值、旋转角度、弧形料相关参数等约束参数进行确定,其在定义的过程中同样需要不断的进行尝试;另外,需要结合不同类型卷料的价格、制作过程中涉及的人工和运输等方面产生的费用等对卷料的价格进行编辑,在具体设计的过程中需要进行有效的市场调研,并对工厂的实际费用支出等进行了解,以此保证链板模具设计的经济性。在以上基础上进行具体的排样,由于排样图、排样成本计算结果等均会因定义参数的不同而发生改变,所以在具体的少废料排样、有废料排样和无废料排样的过程中,要结合设计的参数等信息进行针对性的计算和排样,需要注意的是排样图的设计质量对模具设计和模具生产的效果等均会产生重要的影响,此项CAD/CAE技术可以保证设计中片料的面积或成本处于最优的状态,但在不同定义参数下,具体的加工和附加成本存在差异,所以通常情况下,会选择成本最优的排样设计图[3]。除此之外,此软件支持直接将排样图和计算的结果输出,而且可以利用PDF软件直接读取,并将条料的运动过程形象化的直观展示,使模具结构设计的精准性和全面性更加有保证。
结合以上基于AutoForm的链板排样设计及成本计算的系统分析可以发现,在整个设计过程中,人为直接定义设计过程和参数的环节非常少,这在一定程度上减少了人为设计的事物,提升了设计的准确性;另外,此项CAD/CAE技术在一定程度上保证了排样设计的质量,而且成本计算直接通过计算机自动完成,这对提升链板冲压模具设计的速度、精准性等也具有积极的作用,所以设计中应用的实际价值明显。

图1 定义料片排样参数
3 基于UG软件的链板模具设计及优化
在利用AutoForm软件完成链板排样设计和成本计算后,要通过CAE仿真技术,对设计的效果进行验证,并针对性的修改,以此保证设计效果的最优化:①要对链路模板进行3D建模,建模过程由凸凹模建模、落料凹模建模、冲孔凸模建模、凸模固定板建模、凸凹模固定板建模、卸料板建模、上模座建模、下模座建模、顶件块建模、模柄建模、上模垫板建模、下模垫板建模、挡料销建模、导料销建模、橡皮等其他零件建模等共同构成,其均需要在UG软件中新增文件,并在将文件定义为建模模块,具体的单位可结合设计需要灵活确定,然后在编辑环境下针对性的进行。②在建模后要进行虚拟装配,其需要在新增文件的装配环境中进行,如图2所示,具体的装配过程包括上模装配、下模装配和总装配三个步骤,在上模装配的过程中,应先在软件中增建新的文件并添加相应的组建,实现上模座的输入,然后通过重合约束模柄和模柄孔的中心线、使模柄和模柄孔两者的台阶面紧靠,实现对模柄的添加,再重合约束上模垫板和模柄两者的中心孔轴线、上模垫板和上模座两者的螺钉孔中心线,使上模垫板的上下表面紧靠,实现对上模垫板的添加,在此基础上,以此进行凸模固定板与凸模的添加、落料凹模和顶件块的添加、定位销钉与紧固螺钉和打料杆的添加,至此完成上模装配的过程;下模装配过程与上模装配的操作方法基本相同,也需要在新增文件的基础上,通过相关组件的输入,增加下模座,然后在此基础上依次进行下模垫板的添加、凸凹模固定板与凸凹模的添加、下模定位销钉和紧固螺钉的添加、橡皮添加、卸料板与挡料销和导料销的添加和紧固螺钉与螺母的添加,在下模装配过程也完成的基础上,需要进行总的装配。在总装配的过程中,同样需要新增文件并输入相关的之间,选择绝对原点放置,然后在约束作用下将上模装配时新增文件和下模装配中的新增文件导入,在保证重合导套和相应导柱两者的轴线的前提下,在移动命令的作用下,使上下模处于适当的位置,完成所有装配过程,装配过程是后期运动仿真的前提,其直接关系到设计优化的效果,所以需要引起设计人员的高度重视。
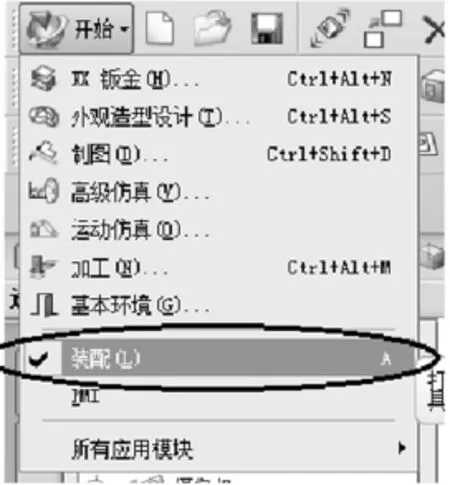
图2 新增调用装配模块进入装配环境路径
在仿真过程中,首先要打开总装配时新增的文件,并在其运动仿真模块的作用下进行新建仿真,并确定仿真连杆和运动副,在此基础上通过解算方案的设计,和动作仿真的制作,实现仿真运动,在此软件的作用下,运动仿真可以图形、图像、视频等各种形式输出。设计人员利用此软件提供的干涉、测量、追踪、静态力学分析等功能,可以对仿真运动的质量进行分析,并结合分析结果对基于CAD/CAE技术的链板冲压模具设计进行针对性的优化,这对提升链板冲压模具的性能、使用寿命等均具有重要的意义,所以现阶段CAD/CAE技术在链板冲压模具设计过程中应积极的应用。
4 结论
通过上述分析可以发现,现阶段我国已经认识到基于CAD/CAE技术的链板冲压模具设计相比传统设计方法具有极大的优越性,并有意识的在实践中展开相关的探索,取得了一定的成果,但相比西方发达国家,我国现阶段的研究成果仍存在一定的滞后性,需要不断的改进和完善。
[1]曹琪.基于CAD/CAE技术的链板冲压模具设计研究[D].广州:华南理工大学,2014.
[2]郝晟.组合模具设计中自动工艺分析与模架元件选择[D].天津:天津理工大学,2013.
[3]叶俊勇,虞婕华.链板无搭边分体式准高速精密冲裁级进模设计[J].机械制造,2011,09:72~75.
TG385.2
A
1004-7344(2016)15-0225-02
2016-5-12
