PLC计数器在冷却道自动换道中的应用
2016-08-04刘彦磊王志锋天津渤海职业技术学院电气工程系天津30040广西玉柴机器股份有限公司铸造厂广西玉林537005
刘彦磊,王志锋(.天津渤海职业技术学院电气工程系,天津,30040;广西玉柴机器股份有限公司铸造厂,广西玉林,537005)
PLC计数器在冷却道自动换道中的应用
刘彦磊1,王志锋2
(1.天津渤海职业技术学院电气工程系,天津,300402;2广西玉柴机器股份有限公司铸造厂,广西玉林,537005)
摘要:本文基于对铸造厂缸盖车间冷却道自动换道进行的技术改造,介绍了PLC计数器在冷却道自动换道中的应用。通过应用计数器对冷却道中通过的砂箱台数进行计数,并进行编程,通过PLC程序控制整条冷却道的运行,从而达到自动换道的目的。通过现场生产实践,完全达到了预期目的。
关键词:计数器;光洋PLC;冷却道;自动换道
柴油机铸件的生产,在工艺上对于铸件冷却时间有很高的要求,冷却时间如果不够就提前推出铸件进行落砂,会对铸件造成严重的损伤,甚至报废。缸盖车间的铸件冷却道一直以来都是手动换道的,这样就会造成人为的不确定因素,由于忘记换道而影响铸件质量。所以,本文根据生产工艺要求,对冷却道进行了自动换道的设计。通过运用PLC内部计数器计数,选取每一台砂箱通过限位缸时限位缸释放的信号作为计数条件,分别实现对每一条冷却道共46台砂箱的计数。计数达到预设值46时,就进行自动换道,并重新计数。通过实际生产使用结果表明,该设计方案是成功的,完全达到了生产工艺要求。
1 系统设计
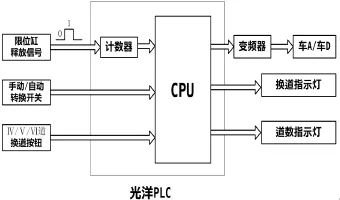
图-1 系统框图
缸盖车间共有三条铸件冷却道,即Ⅳ、Ⅴ、Ⅵ道。之前的设计方案是通过手动按钮来实现Ⅳ、Ⅴ、Ⅵ道之间的换道的,现在需要设计在自动运行的情况下实现自动换道。因为每条冷却道堆放的砂箱是一定的(46箱),所以可以利用PLC内部计数器对推进冷却道的砂箱进行精确计数,达到计数条件后自动进行换道。由于造型线自动运行时,砂箱每次推进冷却道,冷却道上的限位油缸都会释放一次,产生一个上升沿信号,故取每条冷却道的限位油缸的释放信号作为计数条件。
为了方便维修和操作者使用,在缸盖车间造型线KT2电器柜处安装了换道指示灯,并且利用造型线的步停功能,手动操作时,如果砂箱到达46箱时,整条造型线立即步停,步停指示灯亮,同时换道指示灯亮。这样,操作者可以方便及时的进行手动换道。同时,在KT2电器柜安装冷却道道数指示灯,这样可以方便的观察到目前走的是哪条冷却道。系统设计框图如图-1所示。
2 程序设计
2.1光洋SG-8B系列PLC计数器。本设计采用的是加计数器(带复位端),当PLC为RUN方式时,每检测到一个计数器逻辑行的上升沿(OFF→ON),计数器中的数值加1计数。当计数器中的数值增至“46”时,即推满46台砂箱时,计数器的触点动作,并进行自动换道。如果在手动情况下,计数到达“46”后,程序设定了全线步停,并提示报警,从而避免了人为操作失误而导致刚推进冷却道的砂箱被提前推出来。同时,换道后计数器复位,清除了“46”台的计数记录,以便下一次走这条冷却道时重复计数而导致全线步停。
2.2自动换道程序的设计
2.2.1计数条件的选取
根据铸造工艺要求,铸件必须在冷却道冷却足够的时间才能推出,如果提前推出很容易造成铸件热损伤等其他质量问题而导致铸件报废。所以,对推入冷却道的砂箱的精确计数要求很高。
每条冷却道上都安装有限位缸,在系统原有的设计中,每次往冷却道推送砂箱,都要打开限位缸,这时会产生一个限位缸释放的上升沿信号,可以选取这个上升沿信号作为计数条件,每产生一个上升沿信号,计数一次。
通过实际的试验表明,计数方案受到外界影响的因素比较少,计数更为精确。
2.2.2程序的设计
由于系统原来就设计有手动换道程序,所以只需要在原来的程序中增加和修改程序即可,原来的一些I/O点也可方便的运用于程序设计。如表-1所示,为程序设计时用到的一些信号的I/O点。
3 结束语
PLC计数器在生产实践中应用非常广泛,本文仅对其在自动换道设计中的应用作了研究。在工业生产实践中,PLC应用越来越广泛,已经成为工业生产不可或缺的一部分,所以对于PLC各个部分的功能的研究与应用将有很大的现实意义。把PLC的功能更加充分的应用在工业生产中,最好的方法就是在实际生产中,加强实践经验,丰富理论知识,敢于创新,将理论运用于实践中。
参考文献
[1]可编程控制器S系列编程手册[第二版].光洋电子(无锡)有限公司.2005.9
[2]刘彦磊,石维佳等.基于ARM的冷镦机变频自动控制系统研究.上海:电机与控制应用,2012.
[3]熊印国,基于PLC温湿度控制 科学信息 2008
[4]张峥.基于PLC控制的一种教学工业自动化生产线设计研究.苏州大学.2012
中图分类号:TP271+.4
文献标识码:A
作者简介
刘彦磊(1982-),男,硕士,讲师/工程师,研究方向自动化控制技术及嵌入式系统。

表-1 系统I/O点
The PLC counter use in the automatic lane changing of the cooling channels
Liu Yanlei1,Wang Zhifeng2
(1.Tianjin Bohai Vocational Technical College,Tianjin,300402;2.Guangxi Yuchai Machinery Co.,Ltd.Foundry,Yulin Guangxi,537005,China)
Abstract:This article is based on Yuchai Machinery Co.,Ltd.Foundry factory,cylinder head workshop’s cooling channels in the automatic lane changing technological innovation,and introduces the PLC counter use in the automatic lane changing of the cooling channels.Counter to the cooling channel through the application of the sand box by counting the number of units,and programming,PLC program control by the whole operation of the cooling channel to achieve the purpose of automatic changing channel.Production practices through on-site, fully meet the desired purpose.
Keywords:counter;Koyo PLC;the cooling channel;automatic lane changing
