圆柱滚子端面研磨机行星轮的设计改进
2016-07-26王晔王强孙慧广王玉红
王晔,王强,孙慧广,王玉红
(1.中航工业哈尔滨轴承有限公司,哈尔滨 150000;2. 中国人民解放军驻哈尔滨轴承集团公司军事代表室,哈尔滨 150000 )
行星轮是圆柱滚子端面研磨机的主要工装。在研磨机中,行星轮既有公转又有自转,滚子在行星轮内由内环带动做往复行星运动,并由上、下研磨盘旋转研磨。研磨中要求滚子运动轨迹均匀地遍及整个研具表面,以利于研具均匀磨损。行星研磨加工的研磨轨迹复杂,且内外加工情况一致,从而使滚子端面可以得到良好的垂直差和平行差[1]。
端面研磨机一般用于圆柱滚子端面的终磨加工,具有不同规格,目前普遍用于圆柱滚子加工的端面研磨机加工范围为φ3~50 mm。加工后滚子垂直差、平行差小于0.002 mm、端面粗糙度Ra小于0.125 μm;加工每盘滚子的时间为 5~10 min,根据滚子直径,每盘滚子加工数量为6~1 300粒,滚子加工精度和效率较高。
1 行星轮原设计方法

图1 原行星轮设计图
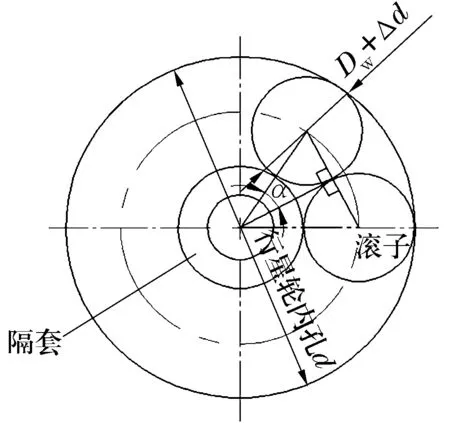
图2 滚子装夹状态示意图
1.1 行星轮内孔直径d
1)拟定行星轮内孔直径,根据拟定的直径初步计算出孔中心与滚子切线的角度。根据图中几何关系得
2α=2arcsin[(Dw+Δd)/d-(Dw+Δd)],
(1)
式中:Dw为滚子公称直径;Δd为滚子外径留量;d为拟定行星轮内孔直径;2α为单粒滚子占据的全角。
2)根据2α计算出行星轮单个孔内摆放滚子的数量,以及拟定状态下圆周方向总间隙,即
360/2α=m+x,
(2)
x(Dw+d)=δ拟,
(3)
式中:m为整数部分(能摆放滚子的数量);x为小数部分;δ拟为拟定状态下的圆周方向总间隙,一般取0.1~0.2 mm。
四季度也是传统猪肉销售旺季,但近两日猪肉概念上市公司陆续公布了11月生猪销售数据,相比于10月情况,多家上市公司受到非洲猪瘟的影响更加明显,主要体现在销量和销售均价的下滑上。
3)根据总间隙应取的数值,由(3)式反算出x值,再根据(2)式反算出2α,最后根据(1)式反算出d。
1.2 中心孔直径D
D=A+2δ1-d,
(4)
式中:A为砂轮径向厚度,(砂轮外径-砂轮内径)/2;δ1为滚子直径方向露出砂轮的尺寸(一般取露出砂轮的1/4)。
1.3 行星轮厚度H
H=Lw-1,
(5)
式中:Lw为滚子公称长度。
1.4 隔套外径
根据滚子直径和行星轮内孔直径可以确定出隔套外径,并且要保证径向间隙为0.3~0.5 mm,因此隔套外径Dg为
Dg=d-2(Dw+Δd)-(0.3~0.5)。
(6)
1.5 存在的问题
行星轮的原设计方法计算较为复杂,尤其当滚子直径较小时(φ7 mm以下),在计算过程中若总间隙δ和滚子直径方向露出砂轮尺寸δ1取值不当,或加工过程中孔的公差取值接近极限时,会产生滚子掉落或最后一粒滚子装不下的现象。如果加工过程中发生掉滚子现象,可能造成砂轮崩盘,存在安全隐患。
原行星轮两端面为平面,国产端面研磨机如MB43100,MB4363使用的砂轮为橡胶砂轮,由于砂轮材质和粒度较大,行星轮不会粘到砂轮盘上。而目前使用的高精度研磨机砂轮盘材质为CBN砂轮片,粒度较小,由于冷却系统不同,行星轮经常会粘到砂轮盘上,粘到下砂轮盘时,行星轮难以取下;粘到上砂轮盘时,容易掉落砸伤下砂轮盘。
另外,原径向间隙设计较大,是为了便于装夹工件时最后安放隔套和拆卸工件时最先取出隔套,对隔套外径尺寸精度要求较高。
2 行星轮的改进设计
2.1 行星轮外形结构
针对行星轮粘砂轮盘的现象改进行星轮材质及外形结构。行星轮材料由PVC板代替原45#钢,减轻了行星轮的质量,避免工装对砂轮盘的损伤。
在行星轮底部设计1 mm高的凸台(图3),并均匀开设4个通透的槽(宽度为C),在行星轮外圆均布48个φ6 mm的孔,这些改进有利于滚子加工过程中油性冷却液的排出,可以避免行星轮粘到砂轮盘上。
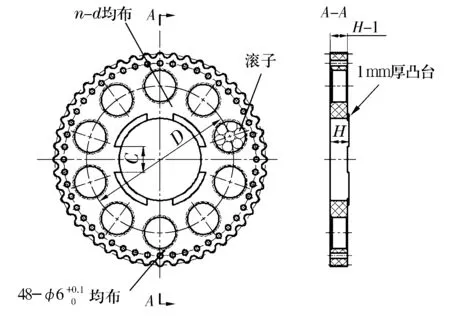
图3 改进后的行星轮及滚子的装夹
2.2 行星轮内孔直径d
行星轮内孔改为多个孔(图3),每个孔内放7粒滚子,圆周方向6粒,中间1粒,改进后计算简便,省去了隔套的设计和加工。滚子与行星轮内孔接触面积较大,滚子露出砂轮边缘位置的尺寸较原有设计方法容易控制,不会产生掉滚子现象。
行星轮内孔直径为
d=3(Dw+Δd),
(7)
当Dw≤8 mm时,进位保留一位小数;当Dw>8 mm时,加0.1进位保留一位小数。
根据(7)式计算反推轴、径向间隙,确定圆周方向的总间隙为0.1~0.2 mm,径向总间隙为0.05~0.15 mm,完全可以保障滚子在加工过程中良好的自转。行星轮中心圆直径D与厚度H的计算与原设计方法相同。
3 结束语
圆柱滚子端面研磨机行星轮改进设计后,计算更加简便,能够有效避免滚子掉落和行星轮粘到砂轮盘上,PVC材质行星轮可以有效避免工装对滚子的损伤,已广泛应用于实际生产加工。
