捏合块错列角对滑石粉填充聚丙烯加工的影响
2016-07-25杜赏上海金发科技发展有限公司上海201714
杜赏(上海金发科技发展有限公司,上海 201714)
捏合块错列角对滑石粉填充聚丙烯加工的影响
杜赏
(上海金发科技发展有限公司,上海 201714)
摘要:采用双螺杆挤出机制备滑石粉填充聚丙烯,研究了特定部位捏合块错列角的变化对加工过程的影响。结果表明,改变捏合块错列角,最大喂料量可以从900 kg/h增加到2 500 kg/h,提高了177%,且降低能耗,排气正常,生产稳定。
关键词:捏合块;错列角;排气;喂料;扭矩;电流
滑石粉填充聚丙烯(PP)可以提高PP的硬度、抗冲击力、刚性、耐化学药品性、耐蠕变性、热变形温度,降低热膨胀系数和产品成本,改善PP的工艺性能,已经在汽车制造中大规模应用,例如空调外壳、汽车仪表板、立柱护板、内门板、大灯托架、内后视镜壳等部件[1-4]。啮合同向双螺杆挤出机是PP造粒过程中常用的设备之一,其螺杆和机筒采用组合式设计,操作灵活,可以根据不同物料的要求,通过对有限种类和数量的螺纹元件和螺筒进行排列组合,优化设计,具有很大的适应性[5-6]。
设备的各项技术水平及性能的提高是以增大生产能力、降低能耗、提高可靠性为目的,企业对现有设备进行技术改造,提高产量和工艺适应性,满足生产需求,提高现有装备的利用率,对提高经济效益有重要的意义[7-8]。笔者通过研究双螺杆挤出机特定部位捏合块错列角的变化对滑石粉填充PP加工的影响,改善滑石粉加入时的排气问题,提高了产能,降低了能耗,稳定了生产。
1 实验部分
1.1 主要原料
PP:中国石油兰州石化公司;
聚烯烃弹性体(POE):日本三井化学公司;
聚乙烯(PE):中国石油兰州石化公司;
滑石粉:5 μm (3 000目),辽宁北海实业(集团)有限公司;
其它助剂:市售。
1.2 实验设备
同向双螺杆挤出机:ZE75A×48D-UTX型,德国贝尔斯托夫公司;
计量秤:DDW-MS6FW80/5plus-200ISC(MIC)型,布拉本达技术(北京)有限公司。
本研究中黄连、黄芩、黄柏、栀子中化合物的OB和DL筛选阈值分别为OB≥30%、DL≥0.18。通过筛选,168个化合物中有66个符合条件。另外,通过文献检索发现4味中药可能含有一些药效成分,其OB值与DL值小于筛选条件而被系统删除,考虑其潜在意义,故也将其中11个化合物纳入,共77个作为候选化合物。
1.3 试验方法
(1)捏合块错列角介绍。
捏合块在螺杆组合中可以对物料起到混合分布作用,这是由于剪切片和机筒之间会形成若干分隔开的槽型通道,物料从捏合块上一个剪切片流入下一个剪切片,物料会分流,各股料流会反复分流、换位和汇合、回流,从而提高物料表面更新能力和接触界面,使物料得到混合[9]。
图1为几种典型捏合块示意图。捏合块的错列角不同,则对物料的输送、混合和剪切能力不同,捏合块错列角沿螺杆旋转方向小于90°,为正向捏合块(如图1a,上一个剪切片按螺杆旋转方向旋转45°到下一个剪切片),此类捏合块将推进物料沿着螺杆前进,正向输送能力较强;中性捏合块相邻两个剪切片的夹为90°(图1b),不具备输送能力,依靠正向输送的螺纹块将物料输送到此捏合块,并迫使物料越过继续向前输送;捏合块错列角沿螺杆旋转方向大于90°,称为反向捏合块,如图1c,上一个剪切片沿螺杆旋转方向旋转135°(反方向旋转45°)到下一个剪切片,此类捏合块阻碍螺纹块沿着螺杆前进,形成反压,导致顺流螺槽填充程度增加形成局部高压和高剪切,回混作用强。随着剪切片错列角的增大,捏合块对物料的分散混合能力提高[9]。
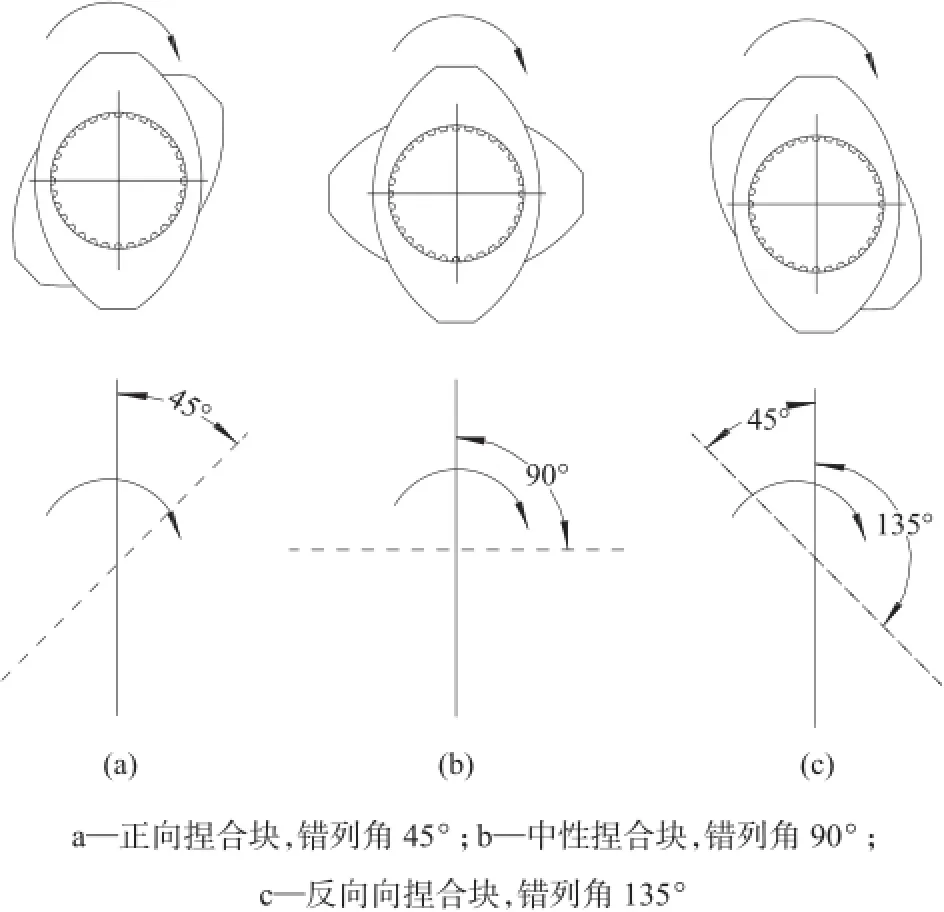
图1 几种典型捏合块示意图
螺筒开口布局见图2,其中滑石粉经侧喂料机,从侧喂料机接入口喂入。

图2 螺筒布局示意图
(3)捏合块排列。
实验将5个单片剪切片以相同的角度错列固定组合成一个捏合块,然后调整Ⅰ,Ⅱ处两个捏合块的错列角,调节喂料,其它工艺均不改变的条件下,进行实验,其排列组合见表1。
(4)加工过程。

表1 四种捏合块组合1)
按照PP,POE,PE,滑石粉及其它助剂质量分数分别为56%,18%,11%,12%,3%称取原料。将PP,POE,PE,其它助剂预混合后,经过计量秤计量从主喂料下料口喂入,滑石粉通过计量秤计量后,经侧喂料机强制喂入挤出机,物料中的夹气通过主喂料下料口、侧喂料排气口、侧喂料机接入口、自然排气口、真空口排出,物料经过双螺杆挤出机混合后通过模头,经拉条、水冷、风干、切粒、过筛后得到成品。
1.4 试验表征
研究四种捏合块组合下加工过程中的以下参数变化:(1)侧喂料排气口、侧喂料机排气口、自然排气口的排气和滑石粉堆积情况;(2)扭矩、电流;(3)最大喂料量。
2 实验分析与讨论
2.1 不同捏合块错列角对排气的影响
表2示出不同捏合块错列角下的加工情况。滑石粉中夹有一定的气体,其粒径越小,夹杂的气体越多,且越难排出,滑石粉喂入越多则需要排出更多的气体。气体从压力最小、距离最近的排气口排出,当滑石粉没有和树脂完全混合的情况下,气体则带着滑石粉从压力小的开口处排出。由表2可以看到,侧喂料机接入口的排气量为:1#<2#<3#<4#,侧喂料排气口排气量为:1#>2#>3#>4#;自然排气口的排气量为:1#<2#<3#<4#。这是因为同厚度下,捏合块错列角135°,90°,45°的平均回流系数依次降低,物料前进的阻力依次降低,输送能力依次提高[9-10],由此分析,在1#组合下,当滑石粉从侧喂料机强制喂入挤出机后,随着螺杆往前输送,碰到两个反向捏合块,阻力非常大,很难跨越阻力继续前行,气体回流,所以自然排气口只是冒出极少量的热气,由于气体受到反冲力度非常大,只有非常少的气体从旁边的侧喂料机接入口溢出,而大量的气体从压力最小的侧喂料排气口排出。当喂料稍微开大时,气体含量增加,此时滑石粉遇到两个反向捏合块则阻力非常大,大部分无法越过,无法全部喂入挤出机,于是在侧喂料机中不断堆积,气体则带着未与树脂融合的滑石粉从侧喂料排气口喷出。和1#组合相比,捏合块错列角135°/90°的组合比135°/ 135°的组合平均回流系数小,阻力变小,所以当部分气体到此处遇阻力时,会越过阻力往前输送,所以自然排气口喷出的气体量增大,而侧喂料排气口排出的量相对减少,侧喂料机接入口由于喂料通畅,回流的气体冲力变小和速度变慢而溢出更多的气体。当喂料开大到一定程度,侧喂料排气口和侧喂料机接入口无法排出所有的气体时,滑石粉不能完全喂入挤出机,则不断在侧喂料机中堆积,气体则会带着未和树脂相容的滑石粉从阻力最小的侧喂料排气口喷出。和2#组合相比,3#捏合块组合为45°/90°,则阻力继续减小,回流系数继续减小,回流的气体冲力继续变小,所以自然排气口的排气量继续增加,侧喂料排气口的排气量相对减小,侧喂料机接入口的排气量也继续增加。和3#组合相比,4#捏合块组合为45°/45°,阻力更小,回流系数也大大减小,在挤出机中前进的一大部分气体越过捏合块从压力小的自然排气口排出,但捏合块剪切片间的错列角仍然能阻挡气体的前进,所以仍然有部分气体回流,从侧喂料排气口排出,由于回流时的动力减小,速度变慢,所以会有更多的气体从距离近的侧喂料机接入口溢出;而当喂料开大到一定程度时,回流的气体增加到一定程度,滑石粉又会在侧喂料机中堆积,侧喂料机接入口排气量减小,侧喂料排气口返出滑石粉。

表2 不同捏合块错列角下的加工情况
2.2 不同捏合块错列角对产能和能耗的影响
图3示出在产能为1 100 kg/h下不同捏合块错列角时的扭矩和电流,此时1#组合生产无法进行,侧喂料机无法喂入滑石粉,侧喂料排气冒滑石粉。
由图3可以看出,在同样的产能情况下,扭矩和电流均是2#>3#>4#,由此说明2#,3#,4#能耗依次降低。其原因为:相同厚度的情况下,捏合块角度的剪切力为135°>90°>45°[10]。2#捏合块组合为135°/90°,3#捏合块组合为45°/90°,4#捏合块组合为45°/45°,剪切力不断减弱,所以能耗不断降低。

图3 不同捏合块错列角下的扭矩和电流
图4为不同组合下可以顺利生产的最大喂料量。由图4可以看出,1#,2#,3#,4#的最大喂料量依次增大,而且增大幅度越来越大。究其原因,实验的最大喂料量制约于滑石粉能否顺利加入到筒中去,并与PP基体树脂相融合,在螺筒中顺利输送向前,不返粉,所以关键因素为螺杆的输送能力。由于捏合块错列角的回流系数135°>90°>45°[10],所以1#,2#,3#,4#捏合块错列角的组合输送能力不断增加,从而最大喂料量不断增加。
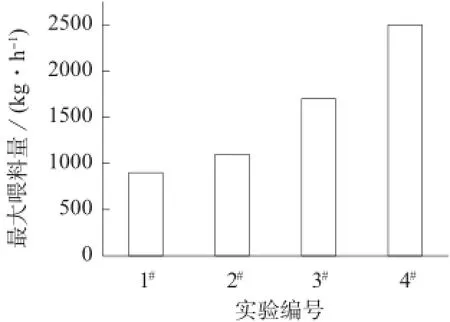
图4 不同捏合块错列角下的最大喂料量
3 结论
通过变换特定部位的捏合块错列角(自然排气口前的两个捏合块),发现此特定部位的捏合块错列角对加工影响很大:捏合块组合由135°/135°改为45°/45°的过程中,最大喂料量可以提高177%,并且排气正常,能耗降低,生产稳定。
参 考 文 献
[1] 李振国.滑石粉填充聚丙烯的性能研究[J].塑料工业,2003,31(s1):96-98.Li Zhenguo.Research on properties of polypropylene filled with talc powder[J].China Plastic Industry,2003,31(s1):96-98.
[2] 王少会,刘佩珍,徐卫兵,等.超分散剂改性滑石粉填充PP复合材料的性能研究[J].塑料工业,2008,36(1):53-62.Wang Shaohui,Liu Peizhen,Xu Weibing,et al.Study on mechanical and rheological behavior of PP composite filled with hyper-dispersant modified talc[J].China Plastic Industry,2008,36(1):53-62.
[3] 胡智华,傅和青.聚丙烯填充改性[J].化工新材料,2005,33(5):60-64.Hu Zhihua,Fu Heqing.Filling and modifying of polypropylene[J].New Chemical Materials,2005,33(5):60-64.
[4] 田永,韦俊.车用聚丙烯及其复合材料的性能与应用[J].汽车零部件,2012(6):66-69.Tian Yong,Wei Jun.The property and application of polypropylene reinforce material on automotive[J].Automobile Parts,2012(6):66-69.
[5] 田军,马秀清,武学伟,等.捏合盘错列角和厚度对聚丙烯降解的影响[J].中国塑料,2010,24(8):99-102.Tian Jun,Ma Xiuqing,Wu Xuewei,et al.Influence of staggering angle and thickness of kneading blocks in an intermeshing corotating twin-screw extruder on the degradation of polypropylene[J].China Plastics,2010,24(8):99-102.
[6] 吕峰和,孔东胜,宋江颖,等.啮合同向双螺杆挤出机螺杆组合及其应用[J].河南科学,2003,21(1):94-96.Lv Fenghe,Kong Dongsheng,Song Jiangying,et al.The screw combination of co-rotating twin-screw extruder and it’s use[J].Henan Science,2003,21(1):94-96.
[7] 马永金,李世通.新型高分子材料配混挤出技术及成套装备开发[J].工程塑料应用,2011,39(3):85-89.Ma Yongjin,Li Shitong.Development of compounding and extrusion technology and complete equipment for new polymer[J].Engineering Plastics Application,2011,39(3):85-89.
[8] 方程,龚树云,谢林生,等.基于混炼等效的双螺杆挤出机扩能改造方法的研究[J].中国塑料,2012,26(4):110-113.Fang Cheng,Gong Shuyun,Xie Linsheng,et al.Study on capacity expansion of twin-screw extruders based on equipment mixing performance[J].China Plastics,2012,26(4):110-113.
[9] 刘廷华,朱复华.双螺杆混合元件的特性及应用[J].塑料,1994,23(6):9-13.Liu Tinghua,Zhu Fuhua.Speciality and application of mixing elements for twin-screw extrusion[J].Plastics,1994,23(6):9-13.
[10] 王文飞.啮合同向双螺杆挤出机捏合块组合的研究[D].北京:北京化工大学,2011:37-80.Wang Wenfei.Study on kneading blocks configuration in corotating twin screw exteuder[D].Beijing:Beijing University of Chemical Technology,2011:37-80.
联系人:杜赏,工程师,主要从事改性塑料加工工艺研究与开发
Influence of Staggering Angle of Kneading Blocks on Process of Polypropylene Filled with Talcum Powder
Du Shang
(Shanghai Kingfa Sci & Tech Co.Ltd., Shanghai 201714, China)
Abstract:Polypropylene composite filled with talcum powder was prepared with a co-rotating twin screw extruder,and the influence of staggering angle of kneading blocks on the process was studied.The results show that changing the angle of kneading blocks can raise max feeding 177% from 900 kg/h to 2 500 kg/h,and it can keep exhausting well,energy consumption reducing,production stability.
Keywords:kneading blocks;staggering angle;exhausting;feeding;torque;current
中图分类号:TQ320.66
文献标识码:A
文章编号:1001-3539(2016)01-0068-04
doi:10.3969/j.issn.1001-3539.2016.01.015
收稿日期:2015-10-19
