Y5730W系列无线配铁加料车
2016-07-25刘旭东浙江佳力风能技术有限公司设备部浙江杭州311241
刘旭东(浙江佳力风能技术有限公司设备部,浙江 杭州311241)
Y5730W系列无线配铁加料车
刘旭东
(浙江佳力风能技术有限公司设备部,浙江杭州311241)
摘要:Y5730W系列无线配铁加料车适用于中频熔炼炉配铁加料。文章介绍了Y5730W系列无线配铁加料车的工作原理、技术参数、结构组成与结构特点。Y5730W系列无线配铁加料车具有结构合理、操作方便、精度高等优点,适用于不同的生产规模。
关键词:无线配铁;振动加料;上传数据;计算机管理
Y5730W系列无线配铁加料车应用于中频熔炼炉配铁加料,具有一系列优点,适用于不同的生产规模。其监控管理系统如图1所示,主要由三部份组成:自动配料、机械化加料、管理显示。
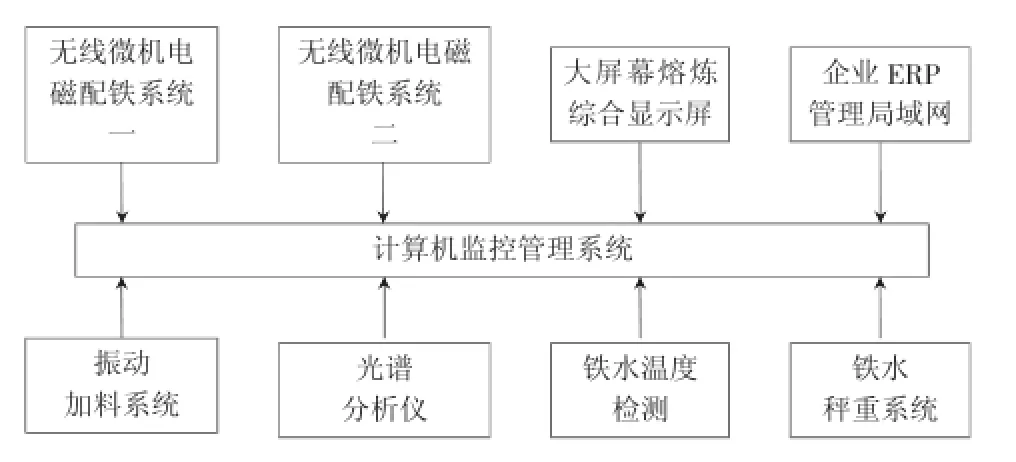
图1 Y5730W无线电磁配铁系统与监控管理系统
1 自动配料
配置无线微机配铁系统,实现金属炉料的自动定量配料。可实现自动定值配料、自动累计配料、误差炉内补偿、超差报警、打印记录、上传配料参数,可保证铁水成份稳定,利于熔炼工艺管理。
每套微机配铁系统可同时运用多种配方,并独立自动给多个炉体配料,互不影响。料单自动按预先设定的各种炉料比例自动计算生成。
1.1自动配铁流程
首先输入1~2金属炉料配方(一个单元或一炉),启动自动配铁功能,开行车将电磁盘放到炉料池中,吸料,起升吊车到离开料堆一米以上,自动开始配料,约10 s~18 s.可按本种料定值配好料,将配好的料放入加料车中,如果一种料定值较大,微机自动控制配多次,自动累计,直至本种料全部配好,再去配下一种料,如此,直至一个单元的料全部配好,打印本单元各种料的配料结果。等待去配下一个单元的炉料,或去配另个电炉的料,如此反复。
1.2系统组成
每套无线微机电磁配铁系统装置组成如下:MW5-180L电磁盘、WPT-10W无线微机电磁配铁控制仪、LN-10 t无线吊钩传感器、WZK-100A整流控制系统、JTA170-15-2电缆卷筒。如图2所示。
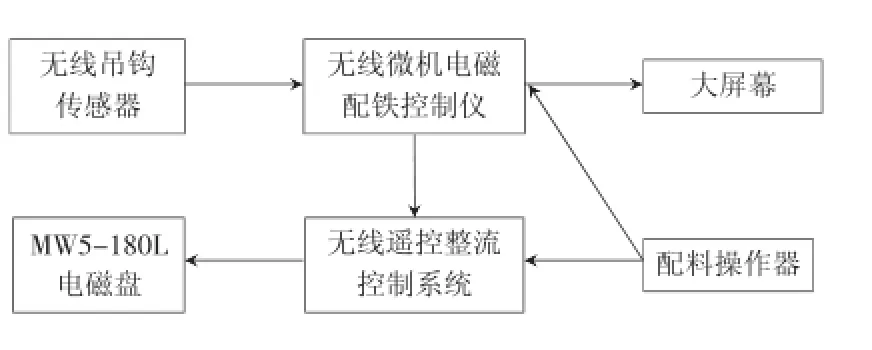
图2 无线微机电磁配铁系统装置组成
1.3特点
1)自动配料精度高:静态精度0.1%,单元动态配料精度达2%,保证了铁水成份稳定,尤其保证了碳指标稳定。
2)自动配料速度快:配料时间平均12 s~18 s.电磁盘规格合适的前提下(MW5-180L),每次配运料周期约1 min(含标准行车运行时间);20 t炉体20 t炉料按三个单元配运,每个单元6 t~8 t料约需配6~8次,每个单元配运料时间约6 min~8 min,每炉料(20t料)三个单元共需配运料时间约20min~25min;15t炉体15t料按两个单元配运,约需15min ~20 min.
2 机械化加料
采用振动加料车机械化加料,负责将微机电磁配铁系统配好的铁料输送至电炉口,振动给料,将铁料均匀加入电炉中。实现一对一加料。
2.1加料车的结构
ZDLC-8A加料车由五部份组成:储料斗、振动槽(含振动电机)、移动行走台车(含驱动)、下料槽、电缆卷筒,如图3所示。
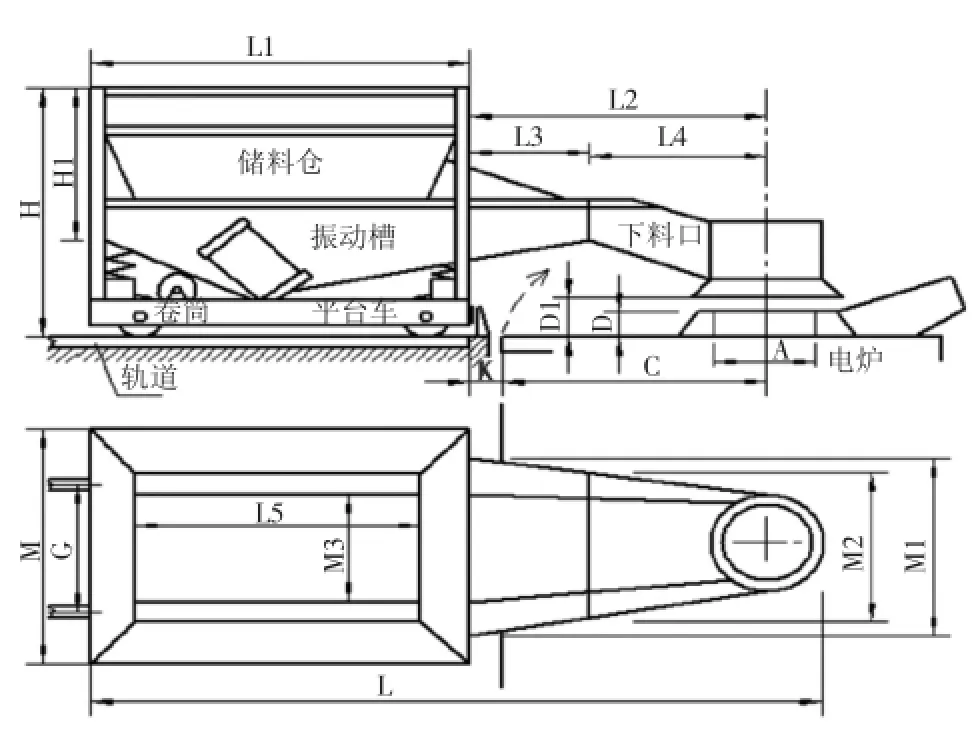
图3 加料车的结构
2.2特点
1)直行加料车可直线移动给电炉加料,一台车给一台炉加料,运行可靠且可互为备用;
2)储料仓式结构,最能满足电炉加料工艺要求;优化的储料仓式结构可实现分层依次加料,即保证底层料先加入;将应先加入的密度较高炉料顺序先配(如生铁)先加,从而实现优化加料,降低能耗,提高熔炼效率;也可防止料车前倾翻车。
3)料车驱动机构采用锥型软起动电机带刹车装置,变频驱动,运行平稳、停车稳定,定位准确,料车驱动为双电机驱动,可保证当一个电机故障时料车可减载运行,保证加料连续性;
4)储料仓采用三层结构,中间为缓冲降噪层,内层为耐磨锰钢板层。
5)振动料槽体为三层结构,中间层采用隔音降噪措施,槽底耐磨锰钢板底版铆装可更换;采用优质名牌双振动电机激振,振动力度强劲,给料均匀,不卡料,噪音低;
6)下料口采用高锰钢板,耐热、耐磨、防磁化,有防铁液溅出措施,还可配合电炉除尘设备及炉盖形式设计下料口,并可拆卸,可带粉尘过滤分离装置。
7)驱动电控主要电气元件采用西门子、施耐德等性能稳定的电气产品;台车移动驱动部份启动及输送、停车平稳;振动料槽的振动驱动部份启动停机采用能耗及反激综合制动方式,停振过程时间短且平稳。行走驱动采用变频电源,1 m/min~20 m/min可调。
8)加料系统集中控制柜采用S7-200PLC作为控制核心,西门子技术接近开关作为位置检测传感器,智能化加料,工作模式多样灵活,具备自动、半自动、手动工况。
3 管理与炉前显示
配置监控管理及大屏幕显示系统,对加配料过程及数据进行监控管理并通过炉前大屏幕显示出来。
用工业计算机通过通讯接口及网络将上述自动配料、自动加料、光谱分析仪、热分析仪等联机,接收加配料数据、光谱分析数据、热分析数据及工作状态,并发送经优化调整的配方数据、工作指令,实现电炉熔炼加配料分析监控管理的计算机化,并可通过大屏幕显示出来,供平台上及炉前操作人员监视。
由上位计算机、通讯接口卡、组态软件、管理监控软件包、电炉熔炼综合显示屏等组成。
上位计算机:采用研华工控机(IPC),配置P5/512M/120G/17’LCD,抗干扰、运行可靠。
通讯接口卡:8口串行通讯接口卡(RS232/485),可与8个以下仪器设备联机通讯(一拖八),PCI插槽,配扩展电缆(带插头)。
组态软件:采用组态王组态软件,形象生动的工作画面,强大的数据管理功能。
监控管理软件包:具备与各下位机(配铁仪、合金配料仪、光谱分析仪、热分析仪、测温仪、大屏幕等)通讯,发送、接收数据;发送各配料仪的配方等数据,管理各仪器设备上传数据、图形分析数据、打印数据统计表格(牌号、日报、周报、月报、年报等),组态显示各设备工作状态,设主画面、设备实时工作状态监控画面、参数设置与修改画面、数据图表显示管理画面、配方修改计算画面、合金加入计算画面、存储打印管理画面,电炉熔炼分析专家系统。
电炉加配料监控综合数码显示屏:LED点阵数码大屏幕,安装在电炉平台控制室外墙上,视野清晰,在大屏幕上显示炉号(车号)、单元号(批号)、料种号、配料定值、累计次数、实配重、累计重,配好、报警、待机状态,铁水温度、时间,还可显示光谱分析数据、铁液成份数据、铁水温度等。
参考文献:
[1]张明.冲天炉及其熔炼技术[M].北京:中国电力出版社,2010.
[2]胡博.电弧炉自动加料车的设计与试验[J].机械制造,2015 (07):37-40.
[3]成建清.16.5MVA电炉加料系统改进[J].铁合金,2006(3):25-27.
中图分类号:TG232.7
文献标识码:A
文章编号:1674-6694(2016)01-0009-02
doi:10.16666/j.cnki.issn1004-6178.2016.01.003
收稿日期:2015-09-26
作者简介:刘旭东(1976-),男,本科学历,电气工程师。
Y5730W Series Wireless Iron Charging Car
LIU Xu-dong
(Department of Zhejiang Jiali Wind Power Technology Equipment,Hangzhou Zhejiang 311241,China)
Abstract:Y5730W series wireless charging vehicles apply to medium frequency melting furnace.This paper introduces its working principle,technical parameters,structure composition and structure characteristics.It has advantages of reasonable structure,convenient operation and high precision,and suitable for different production scale.
Key words:wireless burden,vibration feeding,data uploading,computer management