无芯气压保温浇注炉在造型线上的应用
2016-07-25张培根王先锋常州萨维利铸造技术有限公司江苏常州213034
张培根,王先锋(常州萨维利铸造技术有限公司,江苏常州213034)
无芯气压保温浇注炉在造型线上的应用
张培根,王先锋
(常州萨维利铸造技术有限公司,江苏常州213034)
摘要:无芯气压保温浇注炉替代自动浇注机应用于铸造生产造型线,已逐步被广大的铸造人士认可,其主要原因是成功地将配有独创的椭圆形线圈的大容量感应电炉炉体与内部加热的虹吸管以及封闭气压炉膛设计相结合的技术形成了独创的产品。这些特点允许浇注炉需要时断开动力,也可以通过冷加料重新启动。该浇注炉特别适用于球铁、蠕铁生产并保持球化的等级,几乎不衰退。
关键词:独立椭圆形线圈;加热的虹吸管;封闭气压炉膛;浇注机
常州市卓信机电设备制造有限公司在和意大利萨维利(SAVELLI)公司合作成立了常州萨维利铸造技术有限公司合资公司,推出欧洲标准的双面压实有箱造型机、造型线以及全套黏土砂砂处理设备之后又与意大利生产感应电炉著称的知名企业希玛(CIME)公司建立和形成了在中国业务技术全面代理合作。
希玛(CIME)公司主要产品有1 t、2 t、4 t、5 t、8 t、10 t、15 t、25 t、30 t等无芯气压保温浇注炉系列品种,其生产的CAP无芯气压保温浇注炉可延缓球化衰退时间至50 min以上,目前在世界各国销售已超过100余台,近二年在中国市场已销售了15台,包括广东、山东、安徽、江苏等省地,市场发展前景很好。
1 主要结构组成
无芯气压保温浇注炉主要结构组成见图1所示。结构特点:
1)具有高效绝缘隔热,防止磁不外泄的不锈钢钢外壳;
2)由绝缘体包裹的独立椭圆形线圈;
3)存放铁水容器的坩埚;
4)保障长期可靠使用寿命的整体的炉壁、炉底的炉衬;
5)带有感应加热的出料浇注流槽;
6)实时瞬间可调整不同铸型浇注参数的伺服电动驱动塞杆;
7)带有漂浮或激光检测浇注槽液位的检测探头;
8)可通过氮气(用于球铁、蠕铁)或压缩空气(用于灰铁)的加压气体进口;
9)紧固的密封炉盖;
10)带有感应加热的进料流槽。

图1 无芯气压保温浇注炉
2 工作原理
2.1原理
无芯气压保温浇注炉具有感应电炉的炉体,配有椭圆形线圈,当电流通过线圈时产生磁场,而将磁场内的金属置于感应涡电流的作用下,金属得到升温。通过提升炉内的压力,将升温(保温)的金属铁水从感应加热的虹吸管出料流槽,送入铸型的浇口杯。浇注量由塞杆升降控制,浇注槽内的液面由激光检测并通过压力控制系统保持恒定的液面高度与铸型所需要的铁水量相适应。
2.2控制
其装置全部由电脑控制,可以预先编程设置精确的浇注曲线,每型铸型铁水浇注量,炉内剩余铁水量及其它诊断功能,以达到对浇注炉的全自动控制,同时也可将孕育系统和温度控制与电脑相连,从而达到功能全自动化。
3 性能特点
3.1独立的单线圈设计
感应线圈是由多组独立的单线圈组成,单线圈的设计如图2所示。
该电炉是由10组多个独立、可互换的单个线圈桥接而成,一旦其中一个线圈段出问题,可以直接绕过这个损坏线圈,接到下个线圈继续使用,同时每个线圈区段均配有各自独立的冷却系统、温度控制和显示屏上的可视控制。
感应线圈由绝缘体包裹,其外有不锈钢外壳隔绝层,可以防止磁场外泄,高效绝缘隔热,减少能耗。
3.3独有的椭圆形感应线圈
独有的椭圆形感应线圈如图3所示,功能是可将整个进料流槽和出料流槽都包围在线圈磁场最大的集流点内。其作用:
1)确保进、出料流槽内和坩埚内温度均衡一致。
2)减少熔渣形成,使之始终保持在流体状态,很容易在顶部表面将其撇除。
3)全部熔体温度,即铸型和炉内的温差可控制在最高不超过10℃或50℉.
依托乡土体育资源开展的阳光体育活动,改变了以往学生疲于应付,被动活动的局面,变“要我运动”为“我要运动”,使学生在文明和谐的氛围中陶冶情操,锻炼身体,让学生转瞬即逝的青春留下照亮终生的火花,让学生的人生充满了阳光,使他们无论是处于顺境还是逆境,都能乐观而不消极。

图2 独立的单线圈设计
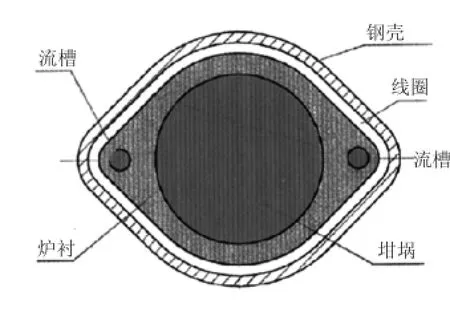
图3 独有的椭圆形感应线圈
4)通过提升炉内的压力,将铁水从感应炉内送入铸型浇口杯,其浇注量由塞杆升降控制,浇注槽内液面由激光检测,并通过压力控制系统,保持恒定的液面高度。
5)特别适用于球铁、蠕铁的生产,当炉内通入氮气加压时,可延缓球化衰退到50 min以上,不用对余下的铁水再作球化处理,直接在剩余铁水中加入新的铁水。造型线不工作时CAP炉内Mg的质量分数典型衰退曲线如图4所示。
6)炉体可由液压缸驱动后倾转,100%倒空铁水,更换铁水牌号非常方便。
7)当不工作闲置时,可以断电,节能,热效率利用高。
8)浇注设计有光学监控系统。
CAP可设置教学控制和光学控制两种方式。
9)设置了随流孕育系统。
10)可选配带有举升、旋转、倾斜加料装置的全套铁水自动转运系统,实现从熔化到浇注的全自动化。
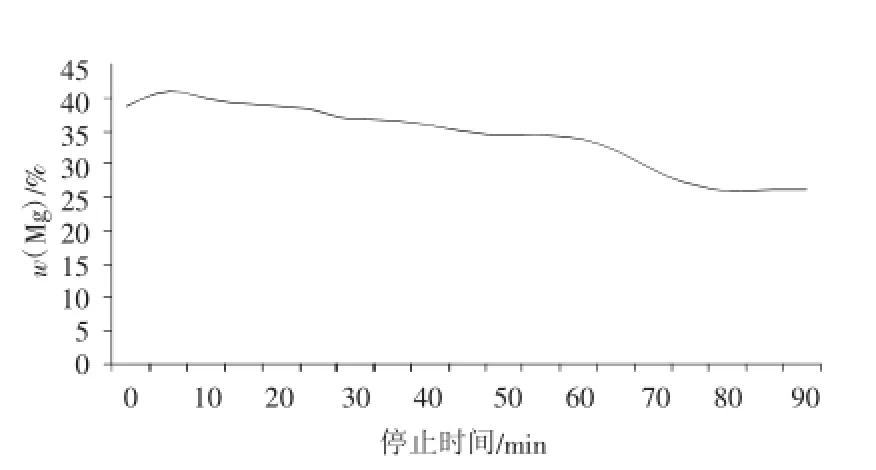
图4 造型线不工作时CAP炉内Mg的质量分数典型衰退曲线
4 效率和技术参数
1)无需等待铁水,可提高造型线效率,铸件产量提高7%;
2)处理温度低,球化剂加入量可减少10%;
3)杂质减少,无熔渣浇注,可降低废品率2%;
4)精确浇注和浇口杯减小及溢流减少,可节省金属2.75%;
5)出炉温度可降低35℃左右;
6)长炉衬寿命可达6~12个月;
7)电子控制和电脑程序化能做到:记忆模型浇注曲线,记录工艺参数,故障查找诊断,监控炉内的铁水量,预置自动运行节拍,光学系统可对每个铸型提供智能化的浇注并自动进行调节。
5 前景
随着近几年我国铸造业快速高质量发展,无芯气压保温浇注炉作为自动浇注设备应用于有箱(无箱)造型线,尤其配套到国内已引进的HWS线、KW线、SINTO线以及SAVELLI线上更为适宜,逐步为广大业内专家和同仁所认可。
目前无芯气压保温浇注炉在国内配意大利SAVELLI有箱造型线,配丹麦迪砂无箱造型线,配日本HWS有箱造型线,配苏州铸机有箱造型线,配德国AGM无箱无箱造型线,都有生产,而且使用效果很好。
中图分类号:TG232.7
文献标识码:A
文章编号:1674-6694(2016)01-0006-03
doi:10.16666/j.cnki.issn1004-6178.2016.01.002
收稿日期:2015-09-15
作者简介:张培根(1965-),男,汉族,浙江诸暨人,高级工程师,大学本科,现任常州市卓信机电设备制造有限公司及常州萨维利铸造技术有限公司总经理。
Application of Coreless Automatic Press Pouring Furnace on the Moulding Line
ZHANG Pei-gen,WANG Xian-feng
(Changzhou Savelli Foundry Technologies CO.,LTD.,Changzhou Jiangsu 2130034,China)
Abstract:Coreless Automatic Press Pouring(CAP)Furnace has replaced automatic pouring machine on the moulding line for casting production and has already been gradually approved by the great majority of foundryman mainly due to successful creation of the unique product by combining the technology of large-capacity inductive electric furnace body equipped with unique elliptical coil and heated internal siphons and air-tight furnace chamber design.These features allow the furnace to be deenergized and restarted from a cold charge if necessary.The CAP unit is especially suitable for the production of ductile iron and vermicular iron and maintains nodular-grade without fading.
Key words:individual elliptical coil,heated siphons,air-tight furnace chamber,pouring machine