Sn-Bi系电子互连材料研究进展
2016-07-23钟素娟
杨 帆,张 亮,孙 磊,钟素娟,马 佳,鲍 丽
(1. 江苏师范大学 机电工程学院,江苏 徐州 221116;2. 郑州机械研究所 新型钎焊材料与技术国家重点实验室,河南 郑州 450001)
综 述
Sn-Bi系电子互连材料研究进展
杨 帆1,张 亮1,孙 磊1,钟素娟2,马 佳2,鲍 丽2
(1. 江苏师范大学 机电工程学院,江苏 徐州 221116;2. 郑州机械研究所 新型钎焊材料与技术国家重点实验室,河南 郑州 450001)
摘要:简述了近十年来国内外对Sn-Bi系无铅钎料的研究,着重研究Cu、Zn、Al、Ag、Ga、In、Sb、稀土等元素对Sn-Bi系低温无铅钎料的熔化特性、润湿性能、显微组织、力学性能和界面组织的影响,同时对Sn-Bi系无铅钎料研究过程中存在的问题进行了探讨并提出相应的解决方法。
关键词:无铅钎料;Sn-Bi 合金;综述;低温钎料;力学性能;微电子封装
杨帆(1990-),男,江苏东海人,研究生,研究方向为电子封装材料与技术,E-mail:yangfan_529@sina.com 。
网络出版时间:2016-05-31 11:06:10 网络出版地址: http://www.cnki.net/kcms/detail/51.1241.TN.20160531.1106.002.html
近20年来,由于Sn基钎料具有低熔点、良好的润湿性而成为研究的热点[1-11],主要包括Sn-Cu、Sn-Bi、Sn-Ag、Sn-Ag-Cu、Sn-Zn、Sn-In等[12-16],其中,Sn-Bi系钎料由于具有熔点低、润湿性好、力学性能好以及成本低廉等优点而受到许多研究者的关注[17],被认为是传统Sn-Pb钎料的理想替代品[18]。但Sn-Bi钎料和Sn-Pb相比,由于Bi元素本身的脆性,过量Bi原子聚集会对Sn-Bi焊点的力学性能产生不良影响,降低其抗拉强度和塑性[19],阻碍Sn-Bi钎料的应用。为了改善其性能,添加第三种元素成为业界的热点,以期获得综合性能优越的无铅钎料。本文着重讨论添加各种元素对Sn-Bi钎料的影响,即从熔化特性、润湿性能、显微组织、力学性能及界面组织五个方面进行综述,为Sn-Bi系无铅钎料的研究提供参考。
1 熔化特性
熔化特性是钎料最基本的性能[20],直接决定了无铅钎料的可焊性,共晶Sn-58Bi钎料熔点低至139 ℃[21-23],是低温系无铅钎料中的理想材料[24]。
添加0.1%(质量分数,下同)Cu构成Sn-40Bi-0.1Cu钎料,其熔点为132.2 ℃,比共晶Sn-58Bi钎料熔点低7.8 ℃,说明加入微量Cu元素可以降低Sn-Bi钎料的熔点。当同时加入0.1%Cu和2%Zn形成Sn-40Bi-0.5Cu-2Zn钎料,其熔点上升至136.3 ℃,说明Zn的加入具有反作用,但仍比Sn-58Bi熔点低[25]。同样,在Sn-58Bi中添加2%的In可以降低其熔点,但降低的幅度不大。Shalaby[26]认为添加2%Ag对Sn-Bi钎料熔化温度影响也很小。加入4%Zn使钎料合金的熔化区间稍有下移,维持在135 ℃左右,而往近共晶Sn-57Bi钎料中添加3.5% Ag,熔化温度为138.63 ℃,固液区间为5.57 ℃,与Sn-57Bi钎料相比没有多大变化[27]。董文兴等[28]研究发现添加0.5%Ag元素对共晶Sn-58Bi钎料的熔点影响很小,同样添加0.1%Ce基混合稀土后钎料的熔点上升0.2 ℃。而汤清华等[29]通过机械混合方法在Sn-58Bi钎料中添加25%Sn-Ag合金,但二者没有形成新的合金,焊接温度在183 ℃左右。Lin等[30]发现分别添加0.25%,0.5%,1.0%,2.0%,3.0%的Ga对Sn-58Bi熔化温度影响略大,维持在150 ℃左右。Chen等[31]添加In降低了Sn-58Bi的熔化温度,添加1%的In熔化温度降低5 ℃,每次增加1%的In,温度降低5℃,添加5%In,降低了近20 ℃,见图1。在Sn-58Bi中添加Sb时,添加量较低或较高对钎料熔化温度没多大影响,而当Sb添加量为0.3%时影响最大,固相线和液相线最低温度为138 ℃和141 ℃[32]。加入1% 的Ge后,钎料合金的熔化温度大约为154 ℃,远高于Sn-58Bi的熔点[27]。
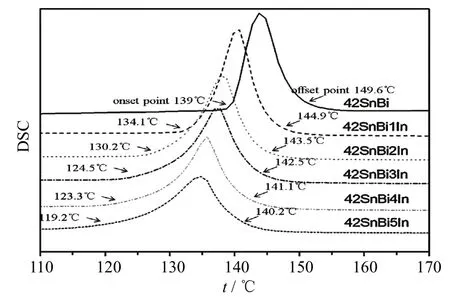
图1 Sn-Bi-In钎料的DSC曲线Fig.1 DSC curves of Sn-Bi-In
添加0.02%Co后熔化区间为144.26~155.35 ℃[33],熔点有所升高。在钎料中加入0.03%直径为11 nm、长10 µm的CNTs(碳纳米管)形成复合钎料的起始温度为138.1 ℃,峰值温度为150.6 ℃,与Sn-58Bi钎料相比,影响不明显[34]。添加0.5%La元素,共晶熔点为137.84 ℃,低于共晶Sn-58Bi钎料的熔点[35]。添加0.1%主要成分为Ce和La的混合稀土到共晶Sn-58Bi钎料中,熔化温度为139.7 ℃,与共晶Sn-58Bi熔点相当,当同时添加0.1%的稀土和0.5%Ag对钎料熔点影响更小,融化温度为139.1 ℃[36]。
2 润湿性能
润湿性是指熔融钎料在母材表面自动铺展的能力,是评价钎料性能的一个重要指标[37-38]。在Sn-30Bi钎料中加入0.5%Cu元素,形成的69.5Sn-30Bi-0.5Cu钎料分别在220,275,350 ℃时的润湿角为28°,24° 和18°,比其他无铅钎料的润湿性要好[39]。何鹏等[27]认为Zn的加入降低了近共晶Sn-57Bi钎料的润湿力,在190 ℃时与Sn-57Bi相比最大润湿力减小0.37 mN,其在190 ℃以下润湿性几乎不能满足工业标准。在Sn-38Bi钎料中加入2.0%,3.0%,4.0%Zn[40]元素,分别在170 ℃和190 ℃下进行润湿性实验,结果发现钎料的润湿性先降低后升高,但都低于Sn-38Bi钎料的润湿性,说明Zn的添加会降低Sn-38Bi钎料的润湿性。李群等[41]研究发现在共晶Sn-58Bi钎料中添加Al,可能因为部分Al单质在钎料中分布均匀降低其流动性,或者是Al密度小,上浮在表面形成一层氧化膜,阻碍了钎料的铺展,因而随着Al的增加铺展面积减小,润湿性降低,如图2所示。加入3.5%Ag虽然能够提高近共晶Sn-57Bi钎料的最大润湿力,但是Ag的加入也使得钎料的润湿时间增加[27]。Zhang等[42]在研究Sn-58Bi、Sn-35Bi-0.3Ag和Sn-35Bi-1.0Ag钎料的微观组织以及性能时发现无论在空气下还是在氮气中实验,测得Sn-35Bi-1.0Ag的润湿角最小,Sn-58Bi的最大,说明添加Ag可以提高Sn-Bi钎料的润湿性能。在钎料Sn-58Bi中添加In[31]元素时,发现在190 ℃时的润湿性普遍高于在170 ℃的润湿性,且均随着In添加量的增加润湿性先减小后增大,但都低于共晶Sn-58Bi钎料的润湿性,如图3所示。
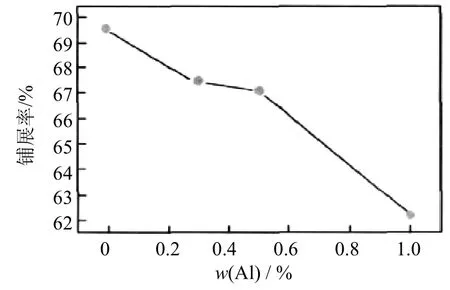
图2 Sn-58Bi-Al系钎料铺展率随Al含量的变化Fig.2 Spreading rate of Sn-58Bi-Al with different Al contents
添加Sb元素后,Sn-Bi钎料的润湿力有所增大,当Sb的添加量大于0.5%时,润湿力减小,润湿时间变长[43],如图4所示。添加1%Ge能够明显改善近共晶Sn-57Bi钎料的润湿性[27]。向Sn-58Bi钎料中添加微量Co后,得到的Sn-58Bi-0.02Co钎料润湿时间短、润湿力大,润湿性能要比原来共晶Sn-58Bi钎料的好,焊点可靠性提高[33]。
在共晶Sn-58Bi钎料中添加纳米石墨,当含量在0~0.6%时,其形成的钎料的润湿性能随着纳米石墨含量的增加而降低[44]。在Sn-58Bi钎料中添加0.03%CNTs(碳纳米管),发现添加碳纳米管后润湿角降低了9.7%,提高了钎料的润湿性能[34]。在共晶Sn-58Bi钎料中分别加入0.1%Ce基混合稀土RE和0.5%Ag,都能明显改善钎料的润湿性,与共晶Sn-58Bi钎料相比,铺展面积均增大,但加入0.1% 的RE钎料的铺展面积增大更明显[45]。董文兴等[28]通过实验研究也得到同样的结果。在文献[36]中,作者认为分别添加0.1%主要成分为Ce和La的混合稀土RE和0.5%Ag元素都能提高共晶Sn-58Bi钎料的润湿性能,同时添加0.1%RE和0.5%Ag元素,润湿性能提高更显著。

图3 Sn-Bi-In钎料的铺展率Fig.3 Spreading rates of Sn-Bi-In alloys

图4 Sn-58Bi-Sb系钎料的润湿性能Fig.4 Wettabilities of Sn-58Bi-Sb base solder
3 显微组织
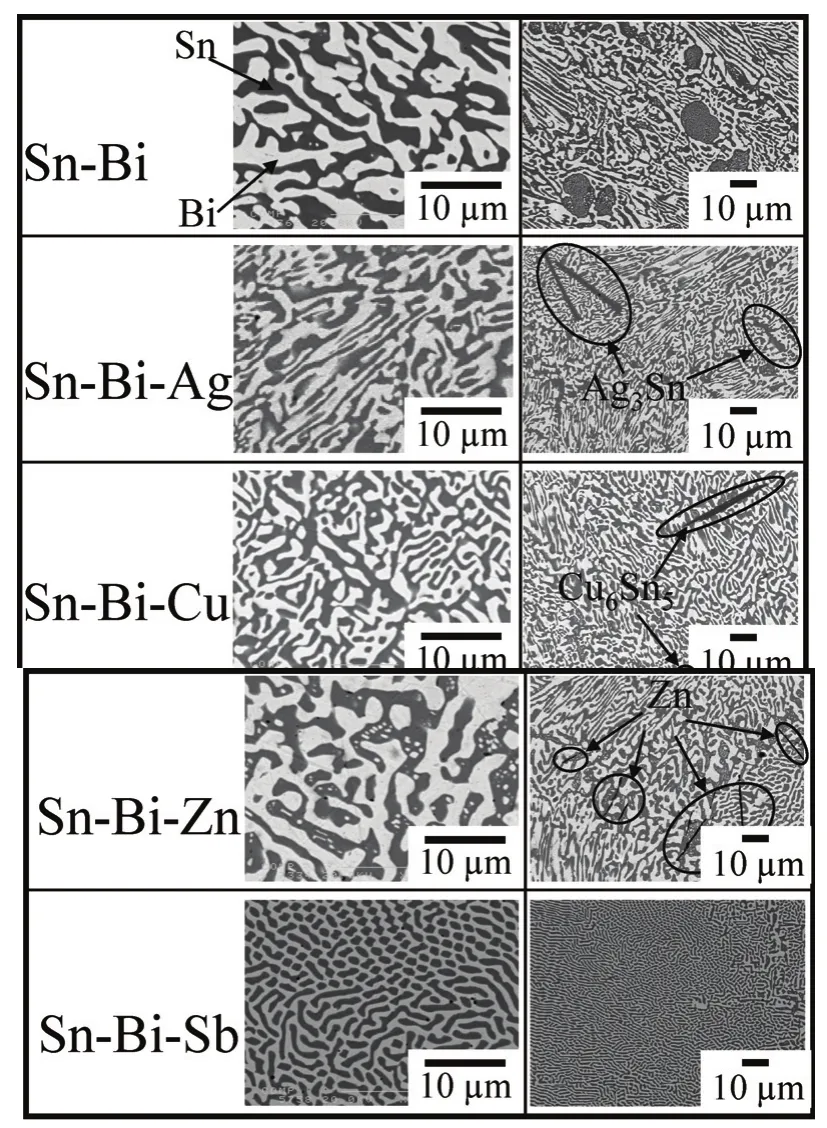
图5 Sn-Bi-X (X-0.5%Ag,Cu,Zn,Sb)的SEM照片Fig.5 SEM images of Sn-Bi-X (X=0.5%Ag,Cu,Zn,Sb)
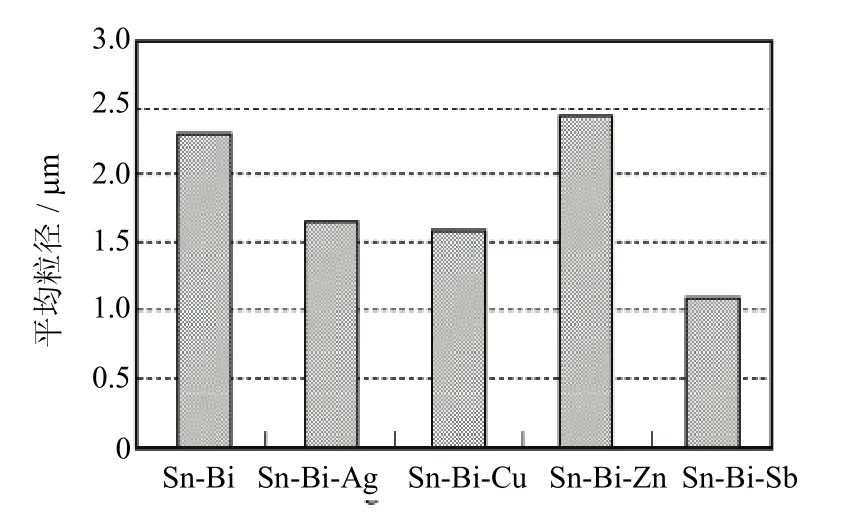
图6 Sn-Bi-X (X-0.5%Ag, Cu, Zn, Sb)共晶结构平均微观尺寸的比较Fig.6 Comparison of average grain size of eutectic structures (Sn-Bi-X, X=0.5%Ag, Cu, Zn, Sb)
显微组织的结构直接影响钎料的力学性能。在近共晶Sn-57Bi钎料中加入0.5%的Cu元素,钎料合金的金相组织中没有生成化合物,基体保持共晶形态,但组织得到细化,层片间距减小,表明Cu元素起到细化晶粒的作用[27]。Shen等[25]发现添加0.1%Cu元素可以细化富Bi相区的颗粒,减小微观组织的粗化程度。同样,添加1.0%Cu元素到共晶Sn-58Bi钎料中,也起到细化晶粒,抑制组织粗化的作用[46-47]。Sakuyama等[48]研究发现在共晶Sn-58Bi钎料中添加0.5%的Ag元素起到细化钎料组织的作用,添加0.5%Cu元素的细化作用和Ag相差无几,添加0.5%Sb的细化作用更明显,而0.5%的Zn加入却稍微起了反作用,复合后钎料的微粒平均尺寸比共晶Sn-58Bi的大出约0.15 µm,如图5~6所示。同样地,Mccormack等[49]也发现在Sn-Bi钎料中添加0.5%Ag元素可以细化钎料的微观组织。文献[45]得出添加Ag后显微组织的中的粒子平均尺寸为3.8 µm,相对共晶Sn-58Bi钎料的4.8 µm可以看出Ag对共晶Sn-58Bi显微组织具有细化作用。添加Sb元素,随着Sb含量的增加,Sn-58Bi钎料的显微组织得到细化[32]。而许磊等[43]认为微量元素Sb的加入不仅可以细化Sn-58Bi钎料的微观组织,而且可以提高钎料合金的延展率。Zhang等[50]将Sb元素添加到Sn-48Bi钎料中形成Sn-48Bi-1.4Sb、Sn-48Bi-1.8Sb和Sn-48Bi-2.4Sb三种复合钎料,观察其微观组织发现,随着Sb含量的增加,微观组织更为均匀,说明Sb元素细化了Sn-48Bi钎料微观组织。杨淼森等[51]发现向共晶Sn-58Bi钎料合金中添加质量分数0.05%~0.1%的Ni可以起到细化组织和改善塑性的作用,当Ni添加量大于1%时可导致钎料塑性下降。当0.07%纳米石墨添加到共晶Sn-58Bi钎料中,对细化微观组织的作用不是很明显,纳米石墨的量继续增加,细化组织的作用就会明显,当0.6%的纳米石墨被加入钎料中时,其细化效果非常好[44]。Sn-57Bi钎料是近共晶钎料,在里面添加2.5%直径为2 µm的Fe微米颗粒,通过观察,可以发现钎料的微观组织得到细化,其微观组织颗粒平均尺寸明显小于不加Fe的Sn-57Bi钎料[18]。加入0.03%碳纳米管可以细化钎料焊点组织,从而使Sn-58Bi-CNTs焊点的可靠性提高[34]。Zhang等[52]也发现在加入碳纳米管后,Sn-Bi复合钎料的微观组织得到细化。稀土元素Ce加入Sn-57Bi钎料中有细化晶粒作用,但过量会导致相反的效果[27]。
4 力学性能
评价钎料性能的另一项重要指标就是力学性能,其中剪切强度和抗拉强度对于焊点的可靠性非常重要,直接影响电子器件的焊接质量[53]。张富文等[54]实验研究发现在Sn-30Bi钎料中添加Cu元素,当Cu添加量为0~2%时,抗拉强度先随Cu含量的增加而增加,Cu含量超过0.5%以后抗拉强度增加很小,甚至出现降低现象,Cu含量在0.5%时抗拉强度和延展率达到最佳值。而在Sn-Bi钎料中加入微量的Cu和Zn元素可以提高钎料合金的显微硬度和抗拉强度[25]。添加Zn元素可以使共晶Sn-58Bi钎料中锡与铋之间不出现缝隙,这就提高了焊点在使用过程中的抗拉强度和抗弯强度,提高了焊点的可靠性[55]。当加入0.7% 的Zn元素,随着液态时效时间的延长,Sn-58Bi-0.7Zn钎料与Cu基板生成的IMC硬度会高于Sn-58Bi钎料与Cu基板生成的IMC硬度,同时抗蠕变性增强[22]。在Sn-58Bi共晶钎料中添加Al元素[41],在相同的实验条件下其拉伸强度明显高于Sn-58Bi钎料,且随着Al添加量的增加,拉伸强度也随着增大。在文献[48]中,研究者向共晶Sn-58Bi钎料中分别添加0.5%的Ag、Cu、Zn、Sb四种元素,通过拉伸实验得出Ag元素提高了钎料抗拉强度,Cu和Sb元素的添加对钎料的抗拉强度影响不大,而添加Zn元素却降低了钎料的抗拉强度,如图7。Zhang等[42]通过实验发现,Sn-35Bi-1.0Ag钎料焊点的抗拉强度最大、延展率最小,而共晶Sn-58Bi钎料焊点的抗拉强度最小、延展率最大,说明添加Ag提高了Sn-35Bi钎料的抗拉强度,但降低钎料的延展性。同样地,往共晶Sn-58Bi钎料中分别添加0.1%Ag和0.1%Ce基混合稀土结果发现,添加后剪切强度都比共晶Sn-58Bi钎料的大[45]。而在文献[28]中,研究者发现向钎料中分别添加Ag 和RE,结果显示对共晶Sn-58Bi钎料的显微硬度影响很小。添加In[31]提高了共晶Sn-58Bi钎料的抗拉强度和延展率,随着In的添加,抗拉强度变化不大,而当In的添加量为2.5%时,延展率显著提高,如图8所示。在共晶Sn-58Bi钎料中添加Sb元素,其抗拉强度随Sb含量的增加先减小后增大,在0.3%时最小,而钎料的延展率则随Sb含量的增加先增大后减小,在0.3%时达到最大[32]。而在文献[50]中,研究者发现在Sn-Bi钎料中加入Sb元素,随着Sb含量的增加,其形成的复合钎料的剪切强度也随之增大,且Sb含量大于2%时剪切强度增大更明显,当Sb含量达到2.4%时,其剪切强度高于共晶Sn-58Bi钎料。研究者通过纳米压痕法测得在共晶Sn-58Bi钎料中添加Ni元素,当添加0.1%Ni时,测得钎料的硬度和弹性模量最大,高于共晶Sn-58Bi钎料[51]。添加0.02%Co形成的Sn-58Bi-0.02Co钎料合金的抗拉强度和塑性高于共晶Sn-58Bi钎料[33]。添加纳米石墨,共晶Sn-58Bi钎料的极限强度会因纳米石墨含量的增加而减小,在加入0.07%纳米石墨,形成的复合钎料的极限强度与共晶Sn-58Bi钎料相比几乎没发生变化,却极大提高了其延展性,还提高其抗蠕变性能[44]。
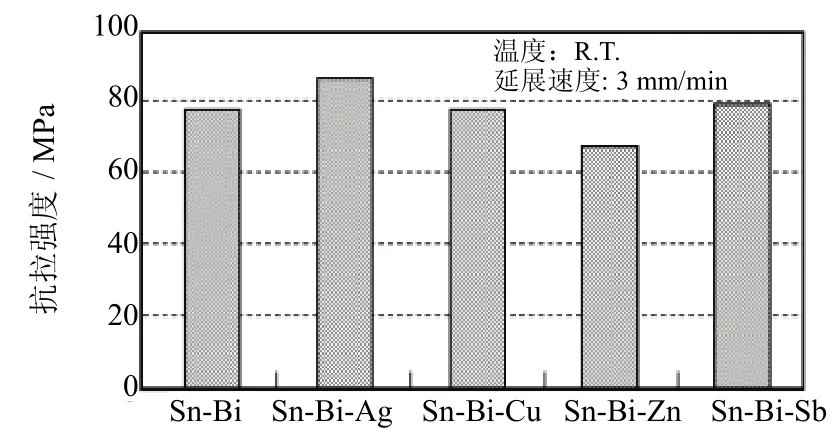
图7 不同钎料合金的抗拉强度Fig.7 Tensile strengths of SN-Bi-X (X=0.5%Ag,Cu,Zn,Sb)
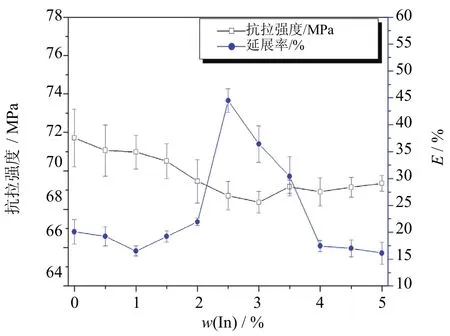
图8 Sn-Bi-In钎料的拉伸性能Fig.8 Tensile properties of Sn-Bi-In alloys
Shin等[56]将直径为45~55 nm的SiC纳米颗粒添加到共晶Sn-58Bi钎料中,结果焊点的剪切强度明显提高。Peng等[57]添加0.03%直径为11 nm的CNTs(碳纳米管)到共晶Sn-58Bi钎料中,发现可以提高复合钎料的抗弯强度,但随着CNTs的质量比增大,抗弯强度会降低,当添加量为0.1%时,抗弯强度低于共晶Sn-58Bi钎料。在拉伸试验中,添加0.03%的CNTs,抗拉强度也会提高,但随着含量的增加,抗拉强度却在减小,当添加量达到0.1%时,钎料的抗拉强度高于共晶Sn-58Bi钎料。在共晶Sn-58Bi钎料中加入0.5%稀土La元素,经过时效处理IMC的厚度会减少,降低了剪切强度和粘结强度,同时降低了钎料的可靠性[35]。添加石墨烯[24],能抑制晶粒的生长,显著提高Sn-Bi钎料的显微硬度和剪切强度。Peng等[11]也得出在Sn-Bi钎料中加入石墨烯纳米颗粒,随着纳米颗粒的添加,复合钎料的剪切模量和强度也跟着提高,当石墨烯含量达到1.0%时,剪切模量几乎增加了一倍。
5 界面组织(IMC)
在微电子封装焊接过程中,钎料与基板发生反应生成的金属化合物对焊点的可靠性起着关键的作用[58-59]。界面层组织的晶核、成长以及它的类型决定了电子封装材料的寿命[60]。在高温状态下,添加微量的金属元素可以形成一层障碍,来阻碍IMC的形成[61]。所以研究Sn-Bi钎料与基板之间的界面金属化合物层以及通过添加第三金属元素对其影响具有重要的意义。
Sn-Bi钎料与铜基板反应时,先生成Cu6Sn5合金,随着回流时间的延长,生成Cu3Sn,Bi原子溶解在Cu6Sn5合金中,最后在Cu3Sn/Cu之间聚集[62-63]。在共晶Sn-58Bi钎料中加入0.7%Zn元素,在180 ℃液态时效下,随时间延长,金属间化合物IMC的生长不断增加,一开始高于共晶Sn-58Bi钎料,最后低于共晶Sn-58Bi钎料,相差约2.5 µm,如图9[22]。同样地,Zhu等[64]在Sn-Bi钎料中添加3%Zn,形成的新钎料41Sn-56Bi-3Zn与铜基板反应形成的金属合金层经过恒温时效处理7 d后的平均厚度增加明显,达到了10 µm。添加Al之后,与共晶Sn-58Bi焊点界面金属间化合物层厚度相比,随着恒温时效时间由12 h增加到720 h,Sn-58Bi-Al/Cu焊点界面金属间化合物层增厚趋势减弱,而且随着Al添加量的增加依次减弱[41]。
添加1%~2%Al、Cr、Si、Nb、Pt、Au和Cu元素并没有形成适当的阻挡层抑制或减缓IMC的生长,而加入0.1%Ag元素可以降低共晶Sn-58Bi钎料与铜基板之间金属化合物的生长速率[65]。添加2%Ga元素,在短时间内就形成粗大的θ-CuGa2,又经很长时间转变为γ-CuGa4/θ-CuGa2核壳结构,最后可以发现θ-CuGa2层减小许多,如图10[30]。Mokhtari等[66]发现分别添加0.5%、1.0%In和Ni到共晶Sn-58Bi钎料中后,经过6周的时效时间后,如图11,可以看出添加0.5%In和Ni后IMC厚度一直明显低于其他钎料,而添加1.0%In,IMC厚度一直处于增长,任意时段都比其他的大,到6周时,Sn-58Bi和Sn-58Bi-1In的IMC厚度很接近,约为2.25 µm。添加Sb元素[50],从表1可以发现,在Sn-52Bi钎料中加入1.8%Sb元素,其金属化合物层厚度比共晶Sn-58Bi钎料大出0.09 µm,在Sn-48Bi钎料中加入从1.4%到2.4%不等的Sb元素,发现IMC厚度一直在增长,最终达到2.85 µm,说明Sb元素的添加促进了Sn-Bi钎料IMC的增长。
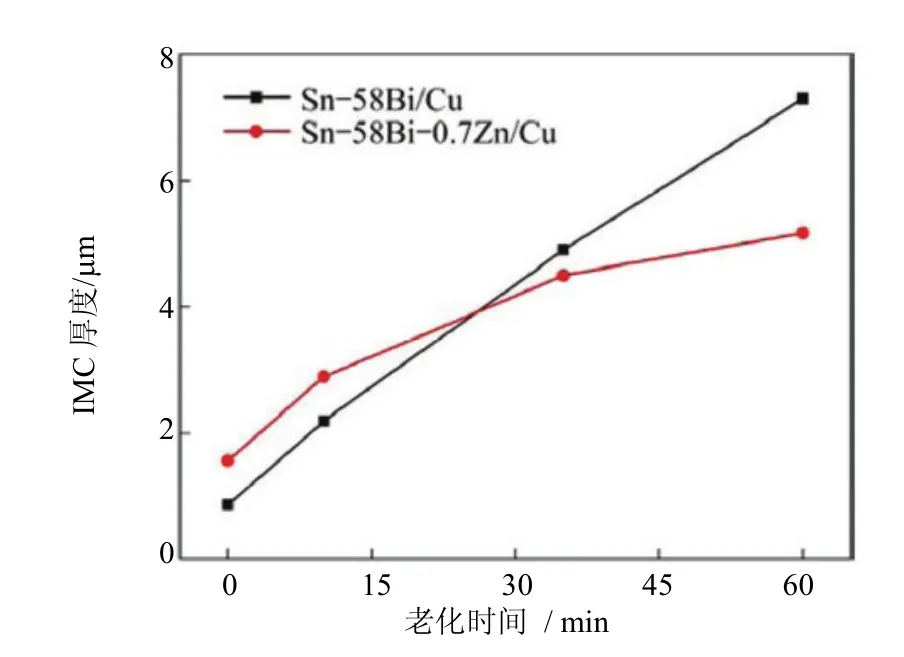
图9 金属化合物层在不同液态时效时间里的厚度Fig.9 Total thicknesses of IMC layers versus liquid-state aging time

图11 金属间化合物层厚度随时间增长的变化图Fig.11 IMC layer thickness versus storage time
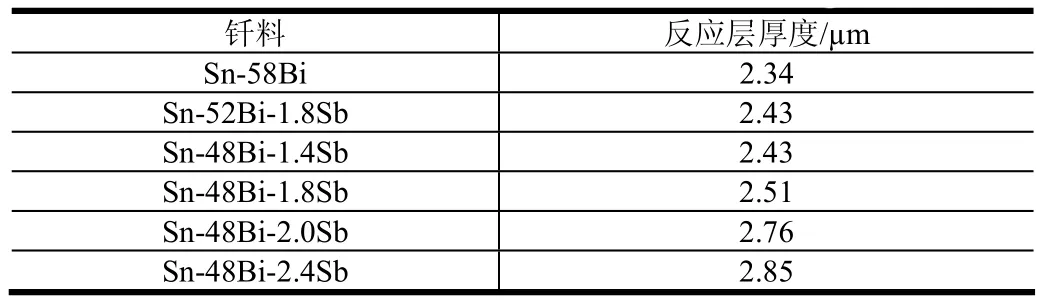
表1 Sn-Bi-Sb与Cu反应层厚度Tab.1 Total thicknesses of Sn-Bi-Sb/Cu reaction layers
Hu等[67]在共晶Sn-58Bi钎料中添加0.5%Al2O3纳米颗粒,在85 ℃时效288 h后发现,IMC的平均厚度由原来的2.5 µm显著下降到1.27 µm。Dong等[36]实验发现,分别添加0.1%RE和0.5%Ag,经过回流和80 ℃时效处理后,可以看出无论添加RE还是Ag元素,经80 ℃时效后的IMC厚度都比回流后的高,但添加0.1%RE的相差不大。最突出的就是添加0.5%Ag的钎料,IMC的厚度最大,达到5.3 µm,同样的,同时添加0.1%RE和0.5%Ag,对比单独添加0.5%Ag,可以看出RE元素能抑制IMC的增长,而Ag明显对IMC的增长起促进作用,见图12,是回流后的2倍还多。在共晶Sn-58Bi钎料中加入0.5%稀土La元素,经过时效处理IMC的厚度会减少,同时降低了钎料的可靠性[35]。
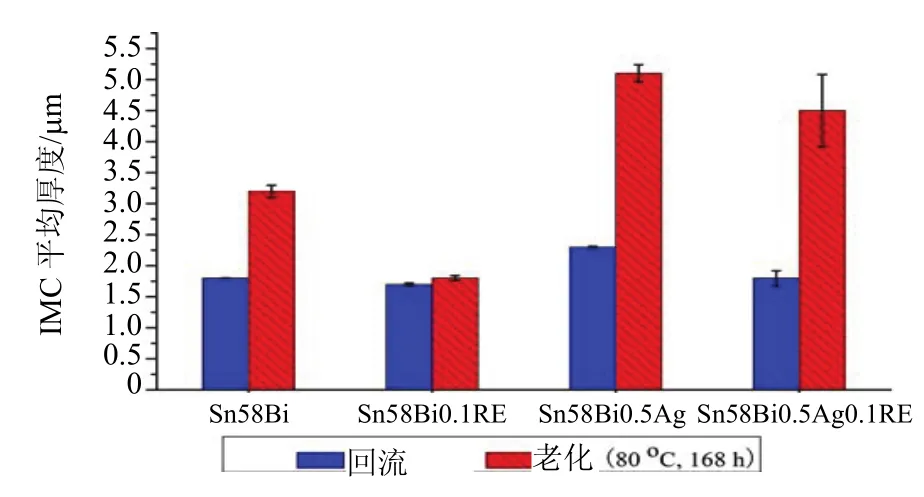
图12 界面层平均厚度Fig.12 Average thicknesses of the IMC at the solder/Cu interface
6 存在的问题及解决方法
研究者们发现Sn-Bi钎料的优良性能的同时,也发现其存在的一些缺陷。为了改善Sn-Bi钎料的综合性能,在其中加入第三种元素成为当前研究的热点,但这也存在一些问题:(1)Sn-Bi系钎料因为Bi元素的缘故本身熔点低,而在其中添加第三种元素大多会升高其熔点。(2)由于Sn-Bi钎料中Bi元素比重很大,所以微观组织粗化严重,影响焊点可靠性,添加第三种元素,抑制粗化或细化组织的作用有限。
在钎料中添加纳米颗粒,发现也可明显改善钎料的综合性能或某一性能。但纳米颗粒的制作成本太高,且加入钎料中有团聚的现象[53]。
稀土元素被称为金属材料的“维他命”[68],添加微量的稀土元素就可以大大提高钎料的润湿性、力学性能以及细化钎料的微观组织等。我国作为世界大国,同时也是稀土大国。稀土资源丰富,开采量大,随着稀土成为战略资源,国家就非常重视稀土资源的开发和利用,这为我国研究者研发新型钎料提供了支持。但当稀土添加过量时钎料中会出现锡须现象,锡须可以自发生长且迅速,可造成电子元器件短路,从而导致电子器件失效[69]。
改善钎料的方法:(1)Sn-Bi钎料由于会出现Bi相富集、粗化,影响钎料的可靠性,可适当减小Bi元素的比重。(2)纳米颗粒的添加可以达到改性的目的,可开发新技术来降低纳米颗粒的制作成本,同时提高质量。(3)稀土添加过量会产生锡须,可通过实验优化稀土的添加量。
7 总结
添加Cu、Zn、Al、Ag、Ga、In、Sb等元素,可以改善Sn-Bi钎料的综合性能。纳米颗粒的添加,有效提高焊点的可靠性,且随着纳米颗粒制备技术的进步和种类的增加,对改善钎料的综合性能具有很大潜力。稀土是战略资源,具有特殊的物理、化学性能,合理控制稀土元素含量有利于对无铅钎料进行改性。但单一的合金化或纳米颗粒强化也只能提高Sn-Bi钎料某个或某些性能,不能大幅提高其综合性能。所以笔者认为可以从钎剂、镀层材料等方面研究Sn-Bi钎料在电子器件中的应用。而且改善Sn-Bi钎料的性能首要考虑研发的具体电子产品及其工作的环境,针对性地改善Sn-Bi无铅钎料的性能,这样也给研究者带来指引。
参考文献:
[1] SUN L, ZHANG L, ZHONG S J, et al. Reliability study of industry Sn3.0Ag0.5Cu/Cu lead-free soldered joints in electronic packaging [J]. J Mater Sci Mater Electron, 2015, 26(11):9164-9170.
[2] LI J, YUAN Z F, QIAO Z Y, et al. Measurement and calculation of surface tension of molten Sn-Bi alloy [J]. J Colloid Interface Sci, 2006, 297(1):261-265.
[3] ÇADIRLI E, BÖYÜK U, KAYA H, et al. Determination of mechanical, electrical and thermal properties of the Sn-Bi-Zn ternary alloy [J]. J Non-Cryst Solids, 2011, 357(15):2876-2881.
[4] TANIMOTO M, TANAKA H, SUZUKI S, et al. Pb-free plating for electronic components [J]. Furukawa Rev, 2000(19):91-96.
[5] BRUNETTI B, GOZZI D, IERVOLINO M. et al. Bismuth activity in lead-free solder Bi-In-Sn alloys [J]. Comput Coupling Phase Diagram Thermochem, 2006, 30(4):431-442.
[6] 胡丽, 曾明, 张业明, 等. Cu对Sn-Bi焊料压入蠕变性能及显微组织的影响 [J]. 特种铸造及有色合金, 2010, 30(5):485-487.
[7] 韩宗杰, 李孝轩, 胡永芳, 等. 电子组装用无铅钎料的研究和发展[J]. 电焊机, 2010, 40(12):1-7.
[8] 乔芝郁, 谢允安, 曹战民, 等. 无铅锡基钎料合金设计和合金相图及其计算 [J]. 中国有色金属学报, 2004, 14(11):1789-1798.
[9] JAYAGANTHAN R, MOHANKUMAR K, SEKHAR V N, et al. Fractal analysis of intermetallic compounds in Sn-Ag, Sn-Ag-Bi, and Sn-Ag-Cu diffusion couples [J]. Mater Lett, 2006, 60(8):1089-1094.
[10] GUO Z N, YUAN W X, HINDLER M, et al. Thermodynamic properties of liquid Au-BiSn alloys [J]. J Chem Thermodyn, 2012, 48(6):201-206.
[11] PENG Y T, DENG K. Study on the mechanical properties of the novel SnBi/graphene nanocomposite by finite element simulation [J]. J Alloys Compd, 2015, 625:44-51.
[12] WANG S H, CHIN T S, YANG C F, et al. Pb-free solder-alloy based on Sn-Zn-Bi with the addition of germanium [J]. J Alloy Compd, 2010, 497(s1-2):428-431.
[13] SUH M S, PARK C J, KWON H S, et al. Effects of plating parameters on alloy composition and microstructure of Sn-Bi electrodeposits from methane sulphonate bath [J]. Surf Coating Technol, 2006, 200(11):3527-3532.
[14] 叶明娟, 揭晓华, 郭黎, 等. 无铅焊锡膏的研究进展及应用现状 [J].热加工工艺, 2014, 43(23):9-11.
[15] 闵文锦, 宣天鹏. 锡基无铅电子焊料的研究进展与发展趋势 [J]. 金属功能材料, 2009, 16(2):55-59.
[16] 胡小武, 艾凡荣, 闫洪, 等. Sn基无铅钎料与Cu基板间化合物Cu6Sn5的研究进展 [J]. 电子元件与材料, 2012, 31(6):79-83.
[17] 李元山, 陈振华, 雷小娟, 等. 快速冷却和扩散退火对Sn-Bi-X焊料的影响 [J]. 中国有色金属学报, 2007, 17(8):1319-1323.
[18] JIN S, MCCORMACK M. Dispersoid additions to a Pb-free solder for suppression of microstructural coarsening [J]. J Electron Mater, 1994, 23(8):735-739.
[19] 何洪文, 徐广臣, 郭福, 等. 电迁移促进Cu/Sn-58Bi/Cu焊点阳极界面Bi层形成的机理分析 [J]. 焊接学报, 2010, 31(10):35-38.
[20] 孙凤莲, 胡文刚, 王丽凤, 等. Bi对Sn-0.3Ag-0.7Cu无铅钎料熔点及润湿性能的影响 [J]. 焊接学报, 2008, 29(10):5-8.
[21] 刘平, 龙郑易, 顾小龙, 等. 低温无铅焊料 [J]. 电子工艺技术, 2014, 35(4):198-200.
[22] MA D L, WU P. Effects of Zn addition on mechanical properties of eutectic Sn-58Bi solder during liquid-state aging [J]. Trans Nonferrous Met Soc Chin, 2015, 25(4):1225-1233.
[23] ABTEW M, SELVADURAY G. Lead-free solders in microelectronics [J]. Mater Sci Eng, 2000, 27(5/6):95-141.
[24] PENG Y T, DENG K. Fabrication of reduced graphene oxide nanosheets reinforced Sn-Bi nanocomposites by electro-chemical deposition [J]. Compos Part A:Appl Sci Manuf, 2015, 73:55-62.
[25] SHEN J, PU Y Y, YIN H G, et al. Effects of minor Cu and Zn additions on the thermal, microstructure and tensile properties of Sn-Bi-based solder alloys [J]. J Alloy Compd, 2014, 614(10):63-70.
[26] SHALABY R M. Effect of silver and indium addition on mechanical properties and indentation creep behavior of rapidly solidified Bi-Sn based lead-free solder alloys [J]. Mater Sci Eng A, 2013, 560(1):86-95.
[27] 何鹏, 吕晓春, 张斌斌, 等. 合金元素对Sn-57Bi无铅钎料组织及韧性的影响 [J]. 材料工程, 2010(10):13-17.
[28] 董文兴, 郝虎, 史耀武, 等. 稀土改性的Sn-58Bi低温无铅钎料 [J].电子元件与材料, 2007, 26(6):21-23.
[29] 汤清华, 潘晓光, Wu C M L, 等. 添加Sn-Ag对Sn-Bi焊接特性的改善 [J]. 电子元件与材料, 1999, 18(4):27-29.
[30] LIN S K, NGUYEN T L, WU S C, et al. Effective suppression of interfacial intermetallic compound growth between Sn-58%Bi solders and Cu substrates by minor Ga addition [J]. J Alloy Comp, 2014, 586(4):319-327.
[31] CHEN X, XUE F, ZHOU J, et al. Effect of In on microstructure, thermodynamic characteristic and mechanical properties of Sn-Bi based lead-free solder [J]. J Alloy Compd, 2015, 633:377-383.
[32] 赵四勇, 蔡志红, 张宇鹏, 等. Sb掺杂对锡铋近共晶钎料组织和力学性能的影响 [J]. 焊接设备与材料, 2010, 39(3):47-50.
[33] 董昌慧, 王凤江, 丁海健, 等. 微量Co的添加对Sn-Bi共晶钎料性能的影响 [J]. 热加工工艺, 2015, 44(1):190-192.
[34] 何鹏, 安晶, 马鑫, 等. 含碳纳米管的Sn-58Bi钎料的制备及其钎焊性 [J]. 焊接学报, 2011, 32(9):9-12.
[35] SHIUE Y Y, CHUANG T H. Effect of La addition on the interfacial intermetallics and bonding strengths of Sn-58Bi solder joints with Au/Ni/Cu pads [J]. J Alloy Compd, 2010, 491(s1/2):610-617.
[36] DONG W X, SHI Y W, XIA Z D, et al. Effects of trace amounts of rare earth additions on microstructure and properties of Sn-Bi-based solder Alloy [J]. J Electron Mater, 2008, 37(7):982-991.
[37] 孙磊, 张亮. Sn-Zn系无铅钎料最新进展 [J]. 电子工艺技术, 2015, 36(1):4-11.
[38] 张亮, TU K N, 孙磊, 等. 纳米-微米颗粒增强复合钎料研究最新进展[J]. 中南大学学报, 2015, 46(1):49-65.
[39] ZANG L K, YUAN Z F, ZHAO H X, et al. Wettability of molten Sn-Bi-Cu solder on Cu substrate [J]. Mater Lett, 2009, 63(23):2067-2069.
[40] CHEN X, XUE F, ZHOU J, et al. Microstructure, thermal and wetting properties of Sn-Bi-Zn lead-free solder [J]. J Electron Mater, 2013, 42(8):2708-2715.
[41] 李群, 黄继华, 张华, 等. Al对Sn-58Bi无铅钎料组织及性能的影响[J]. 电子工艺技术, 2008, 29(1):1-4.
[42] ZHANG L, SUN L, GUO Y H, et al. Microstructures and properties of Sn58Bi, Sn35Bi0.3Ag, Sn35Bi1.0Ag solder and solder joints [J]. J Mater Sci Mater Electron, 2015, 26(10):7629-7634.
[43] 许磊, 张宇鹏, 张宇航, 等. 时效处理对Sb改性的Sn-58Bi低温无铅钎料的影响 [J]. 材料研究与应用, 2010, 4(4):542-545.
[44] YANG L, DU C C, DAI J, et al. Effect of nanosized graphite on properties of Sn-Bi solder [J]. J Mater Sci Mater Electron, 2013, 24(11):4180-4185.
[45] 董文兴, 史耀武, 雷永平, 等. 添加微量稀土对SnBi基无铅钎料显微组织和性能的影响 [J]. 焊接学报, 2008(7):43-46.
[46] RAEDER C H, FELTON L E, KNORR D B, et al. Microstructural evolution and mechanical properties of Sn-Bi based solders [J]. Electron Manuf Technol Symp, 1993(5):119-127.
[47] MIAO H W, DUH J G. Microstructure evolution in Sn-Bi and Sn-Bi-solder joints under thermal aging [J]. Mater Chem Phys, 2001, 71(3):255-271.
[48] SAKUYAMA S, AKAMATSU T, UENISHI K, et al. Effects of a third element on microstructure and mechanical properties of eutectic Sn-Bi solder [J]. Trans Jpn Ins Electron Packg, 2009, 2(1):98-103.
[49] MCCORMACK M, CHEN H S, KAMMLOTT G W, et al. Properties of Bi-Sn solder alloys by Ag-doping [J]. J Electron Mater, 1997, 26(8):954-958.
[50] ZHANG C, LIU S D, QIAN G T, et al. Effect of Sb content on properties of Sn-Bi solders [J]. Trans Nonferrous Met Soc Chin, 2014, 24(1):184-191.
[51] 杨淼森, 孔祥霞. 基于纳米压痕法的SnBi-xNi钎料的塑性比较 [J].电子元件与材料, 2015, 34(10):88-90.
[52] ZHANG S H, CHEN Q F. Fabrication of MWCNT incorporated Sn-Bi composite [J]. Compos Part B Eng, 2014, 58(3):275-278.
[53] 孙磊, 张亮. Sn-Ag-Cu系无铅钎料的研究进展 [J]. 电焊机, 2014, 44(12):6-13.
[54] 张富文, 徐骏, 胡强, 等. Sn-30Bi-0.5Cu低温无铅钎料的微观组织及其力性能 [J]. 中国有色金属学报, 2009, 19(10):1782-1788.
[55] 王和禹. 锌对共晶合金的电迁移可靠性的影响 [J]. 金属功能材料, 2012, 19(4):16-19.
[56] SHIN Y S, LEE S, YOO S, et al. Mechanical and microstructural properties of SiC-mixed Sn-Bi composite solder bumps y electroplating [C]//Microelectronics and Packaging Conference. NY:IEEE, 2009:1-4.
[57] PENG H E, LU X C, LIN T S, et al. Improvement of mechanical properties of Sn-58Bi alloy with multi-walled carbon nanotubes [J]. Trans Nonferrous Met Soc Chin, 2012, 22(S3):s692-s696.
[58] SUJAN G K, HASEEB A, AFIFI A, et al. Effects of metallic nanoparticle doped flux on the interfacial intermetallic compounds between lead-free solder ball and copper substrate [J]. Mater Charact, 2014, 97(7):199-209.
[59] ZHANG L, HE C W, GUO Y H, et al. Development of SnAg-based lead free solders in electronics packaging [J]. Microelectron Reliab, 2012, 52(3):559-578.
[60] KOTADIA H R, PANNEERSELVAM A, MOKHTARI O, et al. Massive spalling of Cu-Zn and Cu-Al intermetallic compounds at the interface between solders and Cu substrate during liquid state reaction [J]. J Appl Phys, 2012, 111(7):074902-074902-6.
[61] KOTADIA H R, HOWES P D, MANNAN S H, et al. A review:on the development of low melting temperature Pb-free solders [J]. Microelectron Reliab, 2014, 54(s6/7):1253-1273.
[62] ZHANG Q K, ZOU H F, ZHANG Z F, et al. Influences of substrate alloying and reflow temperature on Bi segregation behaviors at Sn-Bi/Cu interface [J]. J Electron Mater, 2011, 40(11):2320-2328(9).
[63] ZOU H F, ZHANG Q K, ZHANG Z F, et al. Eliminating interfacial segregation and embrittlement of bismuth in SnBi/Cu joint by alloying Cu substrate [J]. Script Mater, 2009, 61(61):308-311.
[64] ZHU Q S, SONG H Y, LIU H Y, et al. Effect of Zn addition on microstructure of Sn-Bi joint [C]//International Conference on Electronic Packaging Technology & High Density Packaging. NY:IEEE, 2009:1043-1046.
[65] LI J F, MANNAN S H, CLODE M P, et al. Interfacial reactions between molten Sn-Bi-X solders and Cu substrates for liquid solder interconnects [J]. Acta Mater, 2006, 54(11):2907-2922.
[66] MOKHTARI O, NISHIKAWA H. Coarsening of Bi phase and intermetallic layer thickness in Sn-58Bi-X (X=In and Ni) solder joint [C]//International Conference on Electronic Packaging Technology. NY:IEEE, 2013:250-253.
[67] HU T, LI L, CHAN Y C, et al. Effect of nano Al2O3particles doping on electromigration and mechanical properties of Sn-58Bi solder joints [J]. Microelectron Reliab, 2015, 55(8):245-253.
[68] 张亮, 孙磊, 郭永环, 等. SnAgCu-xEu钎料润湿性能及焊点力学性能研究 [J]. 稀土, 2015(4):51-55.
[69] 陈澄, 薛松柏, 杨晶秋, 等. Pr元素对Sn-Zn-Ga钎料锡须生长的影响[J]. 焊接学报, 2012, 33(7):69-72.
(编辑:陈渝生)
Research status of Sn-Bi system electronic interconnection materials
YANG Fan1, ZHANG Liang1, SUN Lei1, ZHONG Sujuan2, MA Jia2, BAO Li2
(1. School of Mechanical and Electrical Engineering, Jiangsu Normal University, Xuzhou 221116, Jiangsu Province, China; 2. State Key Laboratory of Advanced Brazing Filler Metals & Technology, Zhengzhou Institute of Mechanical Engineering, Zhengzhou 450001, China)
Abstract:The investigation of Sn-Bi lead-free solders are reviewed at home and abroad last decade and the study is focused on the effects of Cu, Zn, Al, Ag, Ga, In, Sb and rare earths on the melting temperature, wettability, microstructure mechanical properties and IMC (interface metal compound). In addition, the problems which appear in the study of Sn-Bi solders are discussed and solutions are proposed.
Key words:lead-free solders; Sn-Bi alloy; review; low temperature solders; mechanical properties; microelectronic package
doi:10.14106/j.cnki.1001-2028.2016.06.001
中图分类号:TN604
文献标识码:A
文章编号:1001-2028(2016)06-0001-07
收稿日期:2016-03-24 通讯作者:张亮
基金项目:国家自然科学基金项目资助(No. 51475220);新型钎焊材料与技术国家重点实验室开放课题资助项目(No. 郑州机械研究所,SKLABFMT-2015-03);江苏师范大学高层次后备人才计划资助项目(No. YQ2015002)
作者简介:张亮(1984-),男,安徽灵璧人,教授,E-mail:zhangliang@jsnu.edu.cn ;
