几种铝硅系耐火材料型壳的性能研究
2016-07-23张松泉曾洪朱广智杨功显
张松泉,曾洪,朱广智,杨功显
(东方汽轮机有限公司 长寿命高温材料国家重点实验室,四川德阳,618000)
几种铝硅系耐火材料型壳的性能研究
张松泉,曾洪,朱广智,杨功显
(东方汽轮机有限公司 长寿命高温材料国家重点实验室,四川德阳,618000)
摘要:熔模精密铸件的质量与型壳有密切关系,熔模精密铸造企业应该明确所使用的制壳材料和制壳工艺对型壳质量的影响。文章采用了公司已经试验较成熟且稳定的制壳工艺,选用硅溶胶为粘结剂,研究了几种铝硅系耐火材料型壳的性能,明确了各种型壳的适用性。
关键词:型壳,铝硅系耐火材料,强度,变形
0 前言
熔模精密铸件的尺寸精度、表面粗糙度,甚至内在质量等均与型壳有密切关系,因此,熔模精密铸造生产中应十分重视型壳制造这一环节[1]。型壳性能的评价指标,来源于2个方面:一是型壳在制作过程中以及制作完成后,其质量良好;二是型壳可以保证浇铸出合格的铸件。型壳在制作过程中,经历反复涂料、撒砂和干燥以及脱蜡、预焙烧等几个过程以及工序间的搬运,要保证型壳不开裂、不起皮,厚度尽可能均匀,湿强度和室温强度足够,透气性良好等。型壳在浇铸过程中,经受金属液的高温和冲击,要有足够的高温强度、低的高温变形量等。为保证铸件的表面质量,型壳还应有良好的透气性和热化学稳定性等。
影响型壳性能的因素有很多,可以分为制壳材料和制壳工艺两大类。从公司实际应用的角度出发,采用了公司已经试验较成熟且稳定的制壳工艺,选用硅溶胶为粘结剂,研究了几种铝硅系耐火材料型壳的性能。
1 制壳工艺
1.1制壳材料的选择
(1)本研究选用小粒径的S-830为面层粘结剂,主要考虑其高的涂层强度;选用大粒径的S-1430为背层粘结剂。
(2)本研究选择的几种铝硅系耐火材料为EC99、EC95和合成莫来石,EC99的理化指标见表1、EC95的化学指标见表2,合成莫来石的理化指标见表3。选用EC99粉为面层粉料,主要考虑原料稳定和低成本,选用EC99和EC95为背层粉料(拟用于定向和单晶铸件型壳)、合成莫来石为背层粉料(拟用于等轴铸件型壳)。撒砂种类与该层涂料用耐火粉料一致。
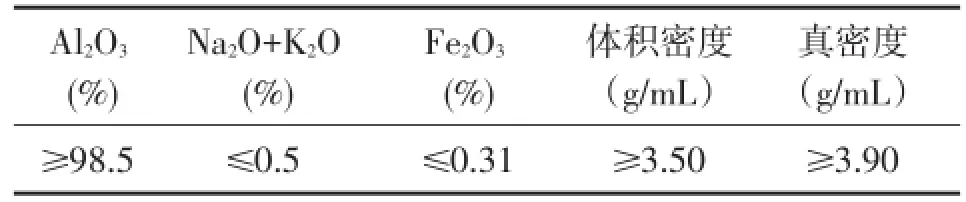
表1 EC99的理化指标

表2 EC95的化学指标
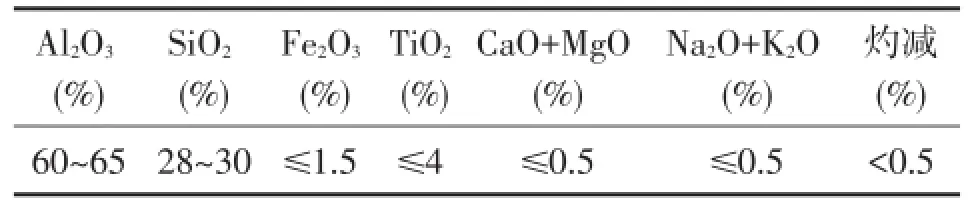
表3 合成莫来石的理化指标
1.2制壳工艺
制壳所用的涂料均为全新配制,面层粘度在25~30 s(测试方法)之间,背层粘度在14~16 s之间。撒砂均为雨淋式撒砂。干燥环境为温度22± 1℃,湿度55±10%。预焙烧工艺为:900℃,保温2 h。
2 研究方案
本研究考察的型壳性能指标有:湿强度、室温抗弯强度、高温抗弯强度和高温自重变形。主要考虑了撒砂的种类和粒度、型壳层数(厚度)对型壳性能的影响,共制作7批次型壳试样,7批次型壳的背层撒砂见表4。
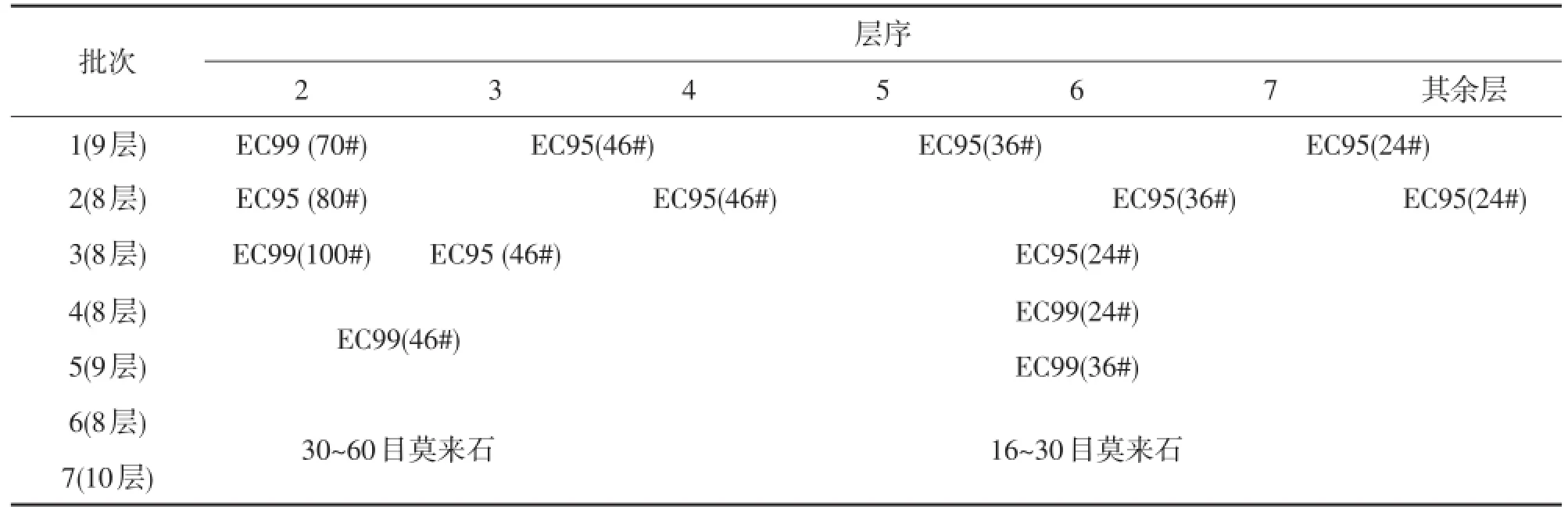
表4 7批次型壳的背层撒砂
3 研究结果及分析
3.1型壳的湿强度及室温强度试验结果
对7批次的型壳试样进行了强度测试,第1~3批次型壳试样的强度测试结果见表5,第4、5批次型壳试样的强度测试结果见表6,第6、7批次型壳试样的强度测试结果见表7。

表5 第1~3批次型壳试样的强度测试结果 MPa

表6 第4、5批次型壳试样的强度测试结果 MPa

表7 第6、7批次型壳试样的强度测试结果 MPa
3.1.1背层撒砂粒度过渡对型壳室温抗弯强度的影响
通过表5,对比第1~3批次EC95型壳的室温抗弯强度结果,可以发现:背层使用2~3种粒度的逐渐过渡撒砂方式所制型壳的强度比背层使用1种粒度撒砂方式所制型壳的强度平均高2 MPa。其原因可能是粒度逐渐过渡的撒砂方式有利于形成更加密实的型壳内部结构,所制型壳强度更高。这提供了一条提高型壳强度的途径[2]。
3.1.2背层撒砂种类对型壳室温抗弯强度的影响
对比第3、4和6批次型壳的室温抗弯强度结果,可以发现:室温抗弯强度按莫来石、EC95和EC99的顺序依次增大,EC99的型壳强度要远高于前两者近一倍。究其原因除了背层撒砂本身的理化性质、形成工艺(电熔或者烧结)和粒度级配造成的差异,还有预焙烧引起的强度差异。另外,作者认为可能是由于EC99型壳经预焙烧产生玻璃相,对室温强度起了额外的贡献作用[3]。
3.1.3背层撒砂粒度对型壳室温抗弯强度的影响
对比第4、5批次型壳的室温抗弯强度结果,可以发现:对于EC99撒砂材料,24#比36#能形成更高的型壳强度,这归功于粒度及其粒度分布。从这个结果也可以得知,粒度及其粒度分布对型壳强度的影响是很大的,需要进一步研究来找到最佳的粒度及其分布。
3.1.4型壳厚度对型壳室温抗弯强度的影响
对比第6、7批次型壳的室温抗弯强度结果,可以发现:对于16~30目莫来石撒砂材料,型壳厚度对型壳室温抗弯强度的影响几乎没有,这从另一个角度证实了型壳的断裂载荷与型壳厚度有一定的正相关关系,通过进一步的试验可以明白两者的数量关系,进而可以通过型壳厚度来预测其断裂载荷,也可以根据型壳要求的断裂载荷来决定最小的型壳厚度或层数。
3.1.5预焙烧对型壳强度的影响
对比第6、7批次各自的湿强度和室温抗弯强度结果,可以发现:合成莫来石型壳经预焙烧以后,厚度小的试样强度几乎没有提高,厚度大的试样强度有显著提高。这可能是由于厚度大的试样在制壳过程中或脱蜡以后没有干燥彻底所致。但是,第6批的对比结果也带给我们疑问,即预焙烧工序是否必要,焙烧温度是否需要900℃之高。明确这一点对于带硅基陶芯型壳的制壳工艺很重要。
对比第4、5批次各自的湿强度和室温抗弯强度结果,可以发现:EC99型壳经预焙烧以后,强度有不同程度的显著提高。结合第6、7批次各自的对比结果,预焙烧对型壳强度的影响程度受制于以下因素:
(1)型壳的干燥情况。型壳的干燥情况除与制壳工艺过程有关外,还受制壳材料种类本身的影响。
(2)预焙烧温度。预焙烧温度可能足以引起型壳材料相变,进而影响型壳强度。
3.1.6室温强度对制壳工艺制定的意义
明确各种因素对型壳室温强度的影响,其意义固然重要。但是测得一定属性某种制壳材料的型壳强度,本身也很有必要,可以帮助制壳工艺选择合适的制壳材料。当没有检测清楚或无法改变某种制壳材料的各种指标时,首先测得其此种状态下的型壳强度,也是一条工艺开发的捷径。
3.2型壳的高温强度试验结果
在第1、2批次型壳试样中,各选取一块试样进行了高温抗弯强度测试,结果见表8。

表8 第1、2批次型壳试样的高温强度测试结果MPa
单从测试结果来看,此强度值已经达到国内报道的定向铸件型壳的高温强度值水平[4],实际浇铸检验也证实了型壳的强度指标合格。型壳的高温强度主要取决于型壳材料和高温焙烧工艺2个因素。在进行定向或单晶浇铸时,型壳的高温强度指标至关重要。
3.3型壳的高温自重变形试验结果
对1~6批次的型壳试样,在高温自重变形测试方面得到的结果见表9。
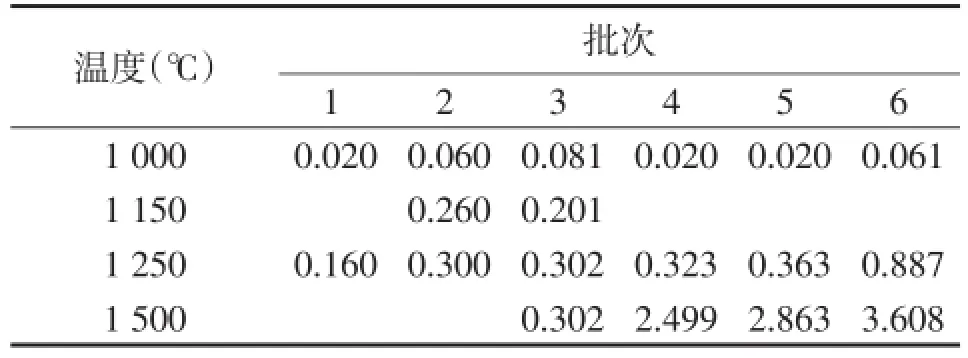
表9 第1~6批次型壳试样的高温自重变形测试结果%
3.3.1背层撒砂种类对型壳高温自重变形的影响
从表9的测试结果可以看出:
(1)在1 000℃,2种刚玉质撒砂材料和合成莫来石撒砂材料所制型壳的高温自重变形均很小(在测量误差范围内),在预焙烧过程中,其自重变形可以忽略不计。
(2)从1 000~1 250℃,3种撒砂材料所制型壳的高温自重变形均发生了十多倍的增加,而这一温度范围也恰好是浇铸前型壳预热的温度选择范围,因此,这3种撒砂材料即使在用于等轴晶铸件的型壳材料时,也需要考虑其变形。
(3)在1 500℃,EC99和合成莫来石材料所制型壳的高温自重变形已经很高,可以说,就目前的制壳工艺而言,这2种材料已经被认定不能用于定向或单晶铸件的型壳材料中[5]。引起这种差异的原因是:尽管3种材料的耐火度均很高,但是在从1 250℃升高到1 500℃的过程中,只有EC95会发生二次莫来石化相变,使其具有高的抗中温蠕变性能。
3.3.2高温自重变形对制壳工艺制定的意义
熔模精密铸造工艺在考虑最终铸件的变形时,考虑蜡模变形、型壳变形和铸造变形等3个方面,其中,型壳变形被普遍认为是最轻微的、可以忽略的部分。然而,本研究的初步探索表明:当选择合成莫来石作为等轴晶铸件制壳材料、白刚玉作为定向或单晶铸件制壳材料时,必须考虑型壳的变形,考虑制壳工艺对特定制壳原材料所制型壳变形的影响,进而帮助控制好铸件的形状和尺寸。
4 结论
本研究取得的主要结论如下:
(1)对于EC95型壳,背层撒砂粒度过渡有利于提高型壳室温强度;
(2)型壳室温强度按合成莫来石、EC95和EC99撒砂材料的顺序依次增大;
(3)合成莫来石型壳的断裂载荷与型壳厚度有一定的正相关关系,可以通过型壳厚度来预测其断裂载荷,也可以根据型壳要求的断裂载荷来决定最小的型壳厚度或层数;
(4)预焙烧对型壳室温强度的提高程度,因撒砂材料不同而有差异,对EC99撒砂材料更显著;
(5)EC95型壳能够满足300 mm高度叶片型壳的定向和单晶凝固要求,经测试其在1 450℃的高温强度约为7.2 MPa;
(6)2种刚玉质撒砂材料和合成莫来石撒砂材料所制型壳,在预焙烧过程中,其自重变形可以忽略不计;但在用于等轴晶浇铸时,需要考虑其变形;
(7)单纯的EC99型壳,高温自重变形严重,不能满足定向凝固的要求;
(8)撒砂粒度对型壳强度和高温自重变形的影响,由于粒度分布也在起作用,所以本研究没有得出明确的结论,需要进一步研究。
参考文献
[1]姜不居.实用熔模铸造技术[M].沈阳:辽宁科学技术出版社,2008.
[2]许云祥,鲁蕊,李磊.硅溶胶型壳的制壳工艺参数—对硅溶胶型壳的几点认识之二[J].特种铸造及有色合金,2004,(3): 55-58.
[3]刘振军,岳春华,张国宝,等.熔模铸造加固层型壳强度性能的研究[J].铸造技术,2007,28(7):950-954.
[4]刘孝福,娄延春,苏贵桥,等.定向凝固用陶瓷型壳高温力学性能研究现状[J].特种铸造及有色合金,2010,30(10):913-917.
[5]张立同,杨兴华.电熔刚玉型壳的抗蠕变性与显微结构[J].铸造,1985,(3):25-30.
Study on Properties of Several Al-Si Refractory Shells
Zhang Songquan,Zeng Hong,Zhu Guangzhi,Yang Gongxian
(State Key Laboratory of Long-life High Temperature Materials,Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
Abstract:The quality of lost wax precision castings is closely related to shells.It is necessary for investment casting companies to un⁃derstand the influence of shell-making materials and process employed on the quality of shells.By using the shell-making process which has been tested maturly and stably in our company and choosing silica sol as binder,the performance of shells made of several Al-Si refractory materials is studied and the applicability of various shells is clarified in this paper.
Key words:shell,Al-Si refractory,strength,deformation
中图分类号:TG249
文献标识码:B
文章编号:1674-9987(2016)02-0039-05
DOI:10.13808/j.cnki.issn1674-9987.2016.02.010
作者简介:张松泉(1985-),男,硕士研究生,助理工程师,毕业于西北工业大学材料加工工程专业,现从事高温合金熔模精密铸造工作。
