PS/CF复合粉末激光选区烧结工艺研究*
2016-07-22杨来侠赵贞慧
杨来侠,赵贞慧
(西安科技大学机械工程学院,西安 710054)
PS/CF复合粉末激光选区烧结工艺研究*
杨来侠,赵贞慧
(西安科技大学机械工程学院,西安 710054)
摘要:为提高聚苯乙烯粉末烧结件的强度,制备了聚苯乙烯/碳纤维(PS/CF)复合粉末,采用正交实验方法研究了不同工艺参数对PS/CF复合粉末SLS烧结件弯曲强度的影响,确定了最优工艺参数。结果表明,复合粉末试样的弯曲强度最高可达7.49 MPa,比纯PS粉提高2.88倍;弯曲强度随扫描速度和层厚的增大而减小,随预热温度的增加而增大;PS/CF复合粉末的最优工艺参数为扫描速度1 800 mm/s,预热温度85℃,层厚0.18 mm。
关键词:聚苯乙烯;碳纤维;激光选区烧结;弯曲强度
联系人:杨来侠,博士,教授,主要从事塑料快速成型与模具制造技术研究
激光选区烧结(SLS)快速成型技术是增材制造中发展较成熟的一种先进制造技术。目前,适用于SLS的粉末材料主要有以下几大类:金属粉末、陶瓷粉末、覆膜砂、聚合物粉末等[1]。与金属和陶瓷粉末相比,聚合物粉末SLS工艺过程具有成型温度低、激光功率小等优点,因此,聚合物粉末是迄今为止应用最为广泛的SLS材料。用聚合物粉末材料制作塑料功能件以及与铸造技术相结合的快速模具制造是SLS的两个重要发展方向,应用前景广阔。常用的聚合物粉末有聚苯乙烯(PS),尼龙(PA),聚碳酸酯(PC)等[2]。PS粉末激光烧结性能较好,但原型件为多孔结构,力学性能较差,弯曲强度低于3 MPa,故需要对其做增强处理才能满足大型功能件的要求[3–5]。
为了提高PS粉末烧结件的强度,以满足塑料功能件对强度的要求,选择CF粉末作为增强材料。CF是一种含碳量在95%以上,具有高强度、高模量、低密度及良好导电性的新型纤维材料,并且形状细小、表面纯净、比表面积大。将CF与PS粉末充分混合后烧结,使得作用在PS上的力通过两种材料界面上的连接作用传导到CF上,CF的强度被充分利用,从而达到增强PS的目的[6–8]。
1 实验部分
1.1原材料
CF粉:平均粒径75 μm,沧州中丽新材料科技有限公司;
PS:平均粒径150 μm,西安交通大学快速成型中心。
1.2仪器及设备
激光快速成型机:XJRPSLS300 型,激光类型为CO2激光器,功率范围为0~60 W,光斑直径0.3 mm,最大成型尺寸为300 mm × 300 mm×275 mm,陕西恒通智能机器有限公司;
分析天平:AL104 型,奥然科技有限公司;
数显卡尺:FS–0601型,香港五羊工具有限公司;
生物力学疲劳试验机:PLD–5KN型,LETYR公司;
扫描电子显微镜(SEM):S–4800型,日本Hitachi公司。
1.3试样制备
将PS粉与CF粉按照质量比为9∶1的比例机械混合,得到本实验用的粉末原料。
利用快速成型机制备试样。制备过程为:向供粉缸加入足量PS/CF复合粉末,启动铺粉装置,使粉末原料均匀铺满成型缸的成型区域;准备工作就绪后,导入经切片软件Magics 9.55处理的成型试样的模型,启动自动成型系统。加工时,在电机的驱动下供粉缸上升一个层厚,成型缸下降一个层厚,铺粉装置完成一层铺粉,激光依照当前截面形状按一定的扫描路径进行扫描,粉末材料在激光照射下表面发生微熔,相互粘结在一起,形成试样的一层。当前层制作完成后,供粉缸再上升一层,成型缸下降一层,铺粉,激光扫描,形成新的一层,并在激光透射作用下与上一层粘为一个整体,如此循环往复,直到最后一层成型,整个试样制备完毕,待其在成型室自然冷却至室温后,取样、编号、封装。
不同的工艺参数对烧结件的力学性能和尺寸精度影响各异。激光束扫描速度的大小决定粉层接收激光能量的多少,扫描速度大,激光停留在粉层的时间短,粉末吸收的能量就少,粉末颗粒表面熔融的程度就低;相反,扫描速度小,粉末吸收的能量多,熔融程度高。预热温度主要影响制件的尺寸精度,对热塑性塑料,预热温度需略低于材料本身的玻璃化转变温度,预热温度过高,粉末会发生粘结,不利于铺粉;预热温度过低,成型时会发生严重翘曲,无法成型。层厚的大小不仅影响粉层吸收能量的多少,还关系到铺粉是否均匀致密。为寻找一组较优的工艺参数,保持激光功率25 W,扫描间距0.32 mm不变,选择扫描速度(A)、预热温度(B)和层厚(C)3个因素进行正交实验设计,每个因素选3个水平。表1为正交实验表[9]。按照实验编号顺序共制备9组45个弯曲试样。
1. 4 性能测试
弯曲试样尺寸测量:用数显卡尺测量每组弯曲试样的宽度b和高度h,并计算每组试样宽度b、高度h的平均值。
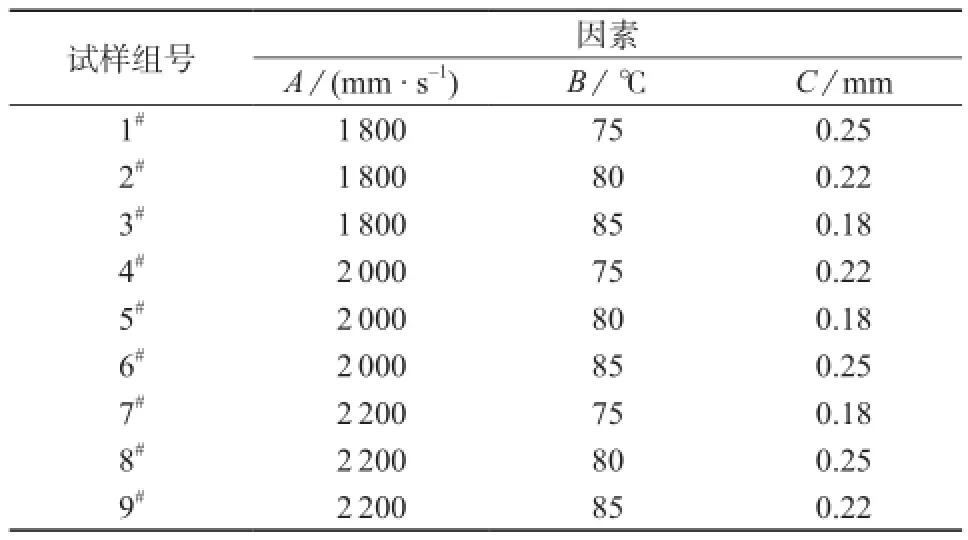
表1 正交实验表
弯曲强度按照GB/T 1446–2005测试,对9组共45个弯曲试样进行3点弯曲实验,弯曲实验的跨距为64 mm,实验速度为2 mm/min。把条形试样放在生物力学疲劳试验机的支架上,用压头由上向下施加负荷,记录试样断裂时的应力值。
SEM分析:取4组的一个试样,制成SEM分析试样,采用SEM观察试样断面形貌并拍照。
2 结果与分析
2.1弯曲强度正交试验结果与极差分析
为分析不同工艺参数对烧结试样弯曲强度的影响程度,采用极差分析法对实验数据进行分析。表2为9组试样的弯曲强度,表3为弯曲强度极差分析。

表2 试样弯曲强度 MPa

表3 弯曲强度极差分析
由表2得出,复合粉末烧结试样弯曲强度的范围为2.78~7.49 MPa,比纯PS粉提高1.07~2.88倍。3#组试样增强效果最好,这与理论分析结果相吻合。从理论上讲,激光扫描速度越小,停留在粉末表面的时间越长,粉末吸收的能量越多,烧结得越充分;层厚越小,层与层之间的粘结也越牢固。
表3中Rj代表第j列因素的极差,即第j列因素各水平下平均指标的最大值和最小值之差。

Rj反映了第j列因素的水平变动时,试验指标的变动幅度。Rj越大,说明该因素对试验指标的影响越大,因此也越重要。据此得出本实验中3个因素对试样弯曲强度的影响程度由大到小依次为:扫描速度、预热温度、层厚。
Kmj代表第j列因素第m水平所对应的试验指标的均值,由Kmj的大小可以判断j因素的最优水平组合。本实验的指标弯曲强度越大越好,由表3得出,最优水平组合为A1B3C3,即扫描速度为1 800 mm/s,预热温度为85℃,层厚0.18 mm。可以发现,最优组合正好在所做的9组实验数据中,即实验3#,极差分析所得结果与实验所得数据一致。图1为弯曲强度的均值随各因素不同水平的变化趋势图,由图1可知,PS/CF复合粉末烧结试样的弯曲强度随扫描速度的增大而减小,随预热温度的增大而增大,随层厚的减小而增大。
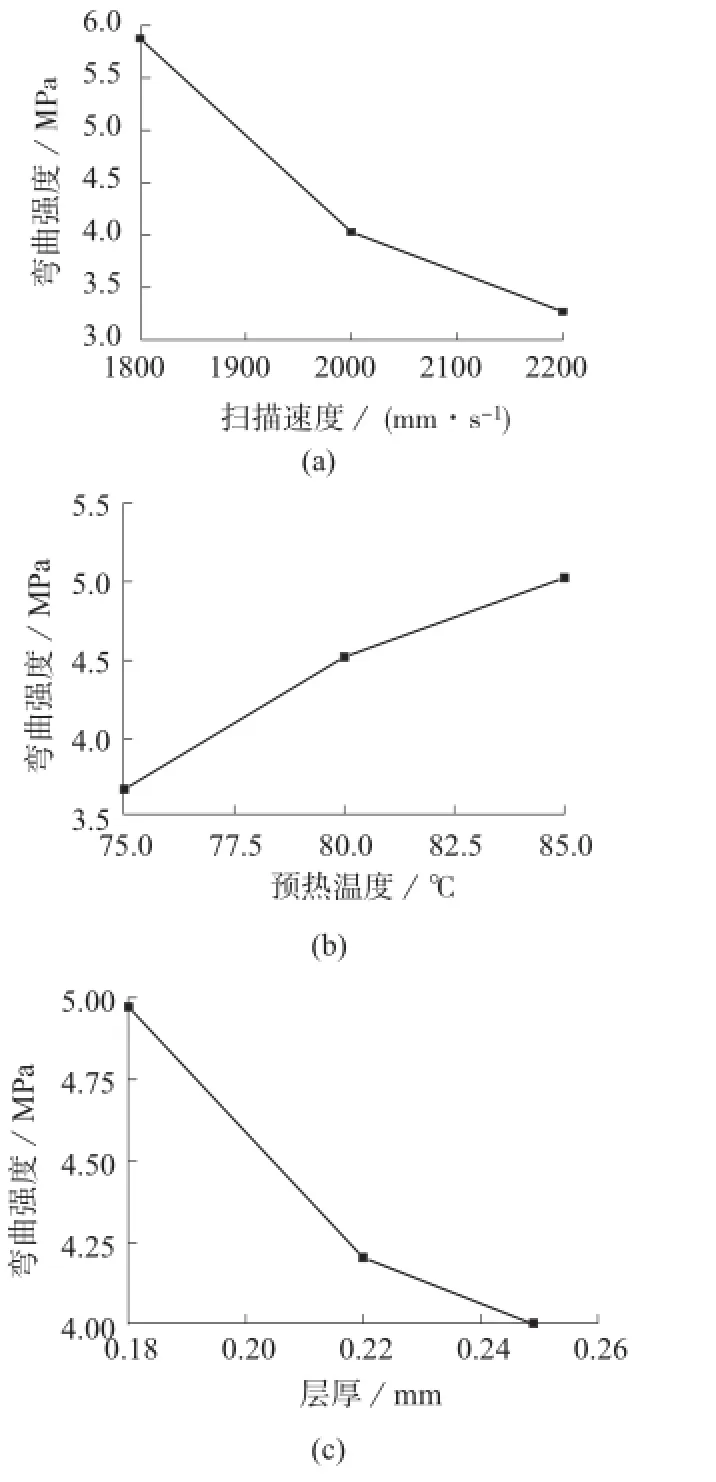
图1 不同因素的试样弯曲强度均值水平趋势图
2.2烧结件断面SEM分析
图2为4#组试样断面的放大倍数为500倍的SEM照片。照片展示了断面的总体形貌和各成分的分布情况。从图2能够观察到碳纤维分散较为均匀,取向随机,在PS基体中主要呈现3种状态:状态1,沿碳纤维轴向镶嵌在PS表面;状态2,沿碳纤维径向镶嵌于PS中;状态3,搭接于PS粉末颗粒之间。但是,CF粉与PS粉之间只有少量粘结,PS粉末颗粒表面仅仅发生了微熔,颗粒之间存在大量空隙,考虑是烧结程度较低所致。图3为纯PS粉的烧结件断面的SEM照片[6],对比可以看出,纯PS粉烧结件的粉末之间粘结较好。后期实验需扩大工艺参数范围,进一步确定适合复合粉末的最佳工艺参数。
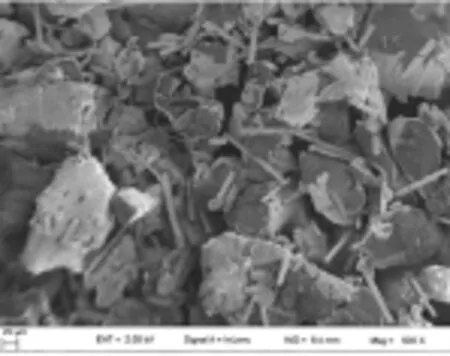
图2 复合粉末烧结件断面SEM照片
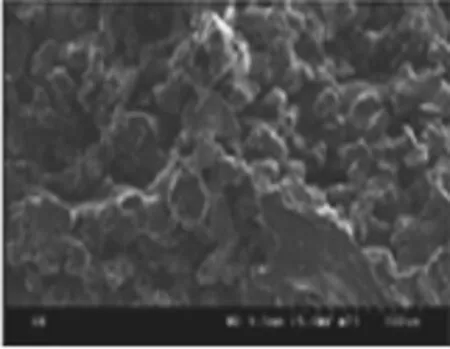
图3 纯PS烧结件断面SEM照片
3 结论
采用机械混合的方法制备了CF质量分数为10%的PS/CF复合粉末,运用正交实验方法研究了不同工艺参数对PS/CF复合粉末SLS烧结件弯曲强度的影响。用SEM照片分析了烧结件断面形貌特征,通过实验得到以下结论。
(1) CF粉末提高了PS粉末烧结件的弯曲强度,复合粉末弯曲强度最大值为7.49 MPa,比纯PS粉提高2.88倍。
(2)扫描速度、预热温度和层厚对试样弯曲强度的影响程度由大到小依次为:扫描速度、预热温度、层厚。
(3)激光功率25 W,扫描间距0.32 mm的条件下,使PS/CF复合粉末烧结件弯曲强度最大的工艺参数为扫描速度1 800 mm/s,预热温度85℃,层厚0.18 mm。
(4) PS/CF复合粉末烧结件的弯曲强度随扫描速度的增大而减小,随预热温度的增大而增大,随层厚的减小而增大。
参 考 文 献
[1] 崔建芳,党惊知,白培康.PS粉末激光烧结快速成型技术及其在铸造中的应用[J].工程塑料应用,2005,33(10):35–37.
Cui Jianfang,Dang Jingzhi,Bai Peikang. SLS technique and its application in casting of PS powder[J]. Engineering Plastics Application,2005,33(10):35–37.
[2] Franco A,Lantta M,Romoli L. Experimental analysis of selective laser sintering of polyamide powders:An energy perspective[J]. Journal of Cleaner Production,2010,30(18):1 722–1 730.
[3] 杨劲松.塑料功能件与复杂铸件用选择性激光烧结材料的研究[D].武汉:华中科技大学,2008.
Yang Jinsong. Study on the selective laser sintering materials for plastic functional parts and complex castings[D]. Wuhan:Huazhong University of Science and Technology,2008.
[4] 张云波,乔雯钰,张鑫鑫.3D打印用高分子材料的研究与应用进展[J].上海塑料,2015(1):1–4.
Zhang Yunbo,Qiao Wenyu,Zhang Xinxin. Research and application progress of polymer materials used in 3D printing[J]. Shanghai Plastics,2015(1):1–4.
[5] 杨来侠,刘旭,张文明.聚苯乙烯粉选择性激光烧结工艺参数优化[J].工程塑料应用,2015,43(6):44–49.
Yang Laixia,Liu Xu,Zhang Wenming. Process parameters’optimization of polystyrene powder based on selective laser sintering[J]. Engineering Plastics Application,2015,43(6):44–49.
[6] 邓如生.共混改性工程塑料[M].北京:化学工业出版社,2003.
Deng Rusheng. Blending modification of engineering plastics[M]. Beijing:Chemical Industry Press,2003.
[7] 张新元,何碧霞,李建利.高性能碳纤维的性能及其应用[J].棉纺织技术,2011,39(4):65–68.
Zhang Xinyuan,He Bixia,Li Jianli. Property and application of high-performance carbon fiber[J]. Cotton Textile Technology ,2011,39(4):65–68.
[8] 崔兴志.碳纤维增强环氧树脂复合材料的制备及性能研究[D].青岛:中国海洋大学,2011.
Cui Xingzhi. Preparation and study on properties of epoxy composites reinforced by carbon fiber[D]. Qingdao:Ocean University of China,2011.
[9] 姜乐涛,白培康,赵娜.PS粉末SLS快速成型收缩率实验研究[J].工程塑料应用,2015,43(4):41–45.
Jiang Letao,Bai Peikang,Zhao Na. Study on shrinkage rate of PS powders with selective laser sintering rapid prototyping experiment[J]. Engineering Plastics Application,2015,43(4):41–45.
Study on Process of PS/CF Composite Powders Based on Selective Laser Sintering
Yang Laixia, Zhao Zhenhui
(College of Mechanical Engineering, Xi’an University of Science and Technology, Xi’an 710054, China)
Abstract:To improve the bending strength of polystyrene powders sintered specimens,a kind of PS/CF composite powders were prepared. The effect of some important factors on bending strength of the selective laser sintered specimens were analyzed by using the method of orthogonal test. The optimum process parameters were obtained. The results show that the maximum bending strength of the composite powders specimens can reach 7.49 MPa and is increased by 2.88 times than that of PS powder. The bending strength decreases with the increase of laser scanning speed and powder layer thickness,while increases with the increasing of preheating temperature. The optimum process parameters show that laser scanning speed is 1 800 mm/s, preheating temperature is 85℃and powder layer thickness is 0.18 mm.
Keywords:polystyrene;carbon fiber;selective laser sintering;bending strength
中图分类号:TH145.4+2
文献标识码:A
文章编号:1001-3539(2016)05-0043-04
doi:10.3969/j.issn.1001-3539.2016.05.011
收稿日期:2016-02-15
*国家863 计划项目(2015AA042503)
