不锈钢管壳式换热器法兰结构
2016-07-20邓香中
邓香中 陈 罡 张 光
(中国石油辽阳石油化纤公司机械厂 辽阳 111003)
不锈钢管壳式换热器法兰结构
邓香中 陈 罡 张 光
(中国石油辽阳石油化纤公司机械厂 辽阳 111003)
摘 要:长颈对焊法兰广泛应用于管壳式换热器的设计中,随着炼化装置不锈钢管壳式换热器应用的增多,长颈对焊法兰的不锈钢结构成为设计选择的焦点。以不锈钢管壳式换热器制造中的实例,分析不锈钢法兰结构形式,结果发现,设计已打破常规观念,日益倾向整体不锈钢法兰的工程应用;而对堆焊法兰结构则倾向于单层堆焊方式,设计应推广使用,促使制造尽快实施;并对3种不锈钢法兰结构进行评析,给出了不锈钢法兰结构选择的建议。
关键词:不锈钢 对焊法兰 结构 选择
在容器建造中,经常面临这样的问题:此种碳钢或低合金钢堆焊300系不锈钢的对焊法兰可否改为衬里300系不锈钢结构;为何不选择整体300系不锈钢结构;如何选择300系不锈钢容器上的法兰结构等。而压力容器法兰标准[1]只适用于公称压力0.6~6.4MPa,工作温度-70~450℃的碳钢、低合金钢制法兰,就是对衬环法兰的使用温度也要求由设计者确定,GB 150及GB 151等相关标准也未有明确规定[2-4]。为此,文章结合炼化装置中的300系不锈钢管壳式换热器制造实例,以相关标准解读施工图中的300系不锈钢法兰结构设计。
1 整体300系不锈钢结构
整体300系不锈钢对焊法兰方便容器制造,简化加工成形及焊接工艺,更利于焊接质量及使用维修;尤其是在腐蚀或高温等苛刻工况下,可以避免因衬里的焊接缺陷[5]或堆焊的剥离等问题造成容器泄漏等失效。虽表面上材料成本高,但实际制造成本却相对较低,为容器制造厂的利好结构型式。所以钢制人孔和手孔标准[6]释义中说明:在较高工作压力下采用全不锈钢材料的人孔和手孔是不经济的,因此本标准规定的不锈钢人孔和手孔主要在工作压力≤1.6MPa的范围内使用。虽然这一规定只适用于平焊法兰结构,但从一些300系不锈钢管壳式换热器施工图看到的法兰结构正在突破这一限制。
实例1:环氧乙烷冷却器BIU700-0.8/1.0-60-3/19-2。壳程介质为环氧乙烷,设计温度为75℃。鉴于环氧乙烷与碳钢的相容性极差,铁的氧化物与环氧乙烷发生聚合反应并释放出大量热量而有爆炸危险。所以,设计选用304不锈钢作为壳体材料,并提出酸洗钝化处理且蓝点法检验合格。而壳体圆筒厚度则按长颈对焊法兰标准[3]中PN1.0级选取为8mm(较GB 151的U形管式壳体的最小厚度偏大),是为了与壳体法兰选用标准中PN1.6级对接相适应而更易于通过法兰的GB 150计算。设计根据介质特性选择长颈对焊法兰FM型,尽管DN>600mm(人孔标准[6]中整体不锈钢结构的最大直径),但还是选用了整体304法兰,而没有选择衬里300系不锈钢或堆焊300系不锈钢结构型式,主要是考虑U形管束的抽装需要壳体法兰内径与壳体圆筒内径相同,而壳体圆筒厚度较薄不利于堆焊后壳体法兰的设计。
实例2:裂解气急冷器是用急冷油直接冷却裂解气,其设计压力为0.35/-0.05MPa,设计温度为入口560℃/出口410℃。急冷器分为上、中、下三部分,上段为裂解气与急冷油入口的分布器,中段为裂解气与急冷油混合器,而下段则是与下游设备连接的过渡段。其中上段与中段采用法兰连接,壳体圆筒φ920mm×20mm采用304H,而法兰则选用整体F304H,并按HG/T20623(B)法兰WN900-300RF[7]设计。
2 衬里300系不锈钢结构
法兰衬里300系不锈钢结构常用于不锈钢人孔[8]标准中,而长颈对焊法兰的衬里300系不锈钢结构则见于立式固定管板换热器的管箱法兰。
实例3:立式环氧乙烷再沸器BEM2000-0.5/3.0-1750-6/25-1。管程介质为环氧乙烷,设计温度为90℃。管箱圆筒DN2000×16选用304,虽未按“所需不锈钢板厚度大于12mm时,宜采用衬里、复合、堆焊等结构形式”的经济合理原则[4]选用304复合钢板,但管箱长颈对焊法兰还是选用了JB/T 4703中的衬里300系不锈钢结构(见图1),只是此种衬里300系不锈钢结构中法兰与衬筒及衬环焊接接头不尽合理,没有图2的改进结构更适用于腐蚀苛刻的工况[5]。
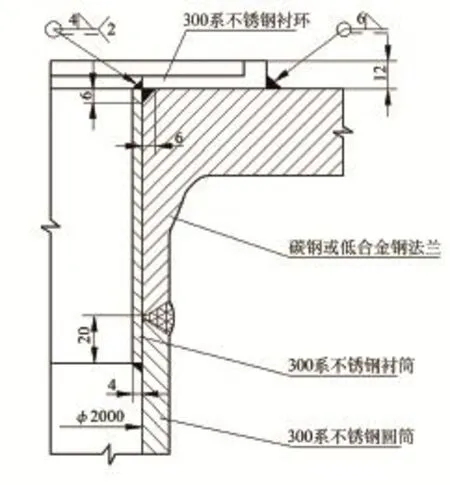
图1 管箱法兰衬里300系不锈钢结构

图2 管箱法兰衬里300系不锈钢改进结构
此种法兰衬里300系不锈钢结构的优点在于方便设计,直接将基体碳钢或低合金钢法兰选择为标准法兰,而免除GB 150的法兰计算,实例的管箱法兰选为16MnⅢ(衬环304):法兰C-FM2000-1.0。
3 堆焊300系不锈钢结构
长颈对焊法兰的堆焊300系不锈钢结构多见于卧式浮头或U形管换热器的壳程法兰,尤其是壳体法兰要通过管束的抽装,所以,堆焊后的法兰内径应与对接圆筒内径DN相等,另外尚要考虑悬臂管箱通过法兰夹持管板与壳体法兰连接时对法兰密封面受力状态的影响,不宜采用法兰衬里300系不锈钢结构,而对壳体圆筒采用300系不锈钢复合钢板的对接法兰宜采用堆焊300系不锈钢结构。这种堆焊300系不锈钢的法兰有两种形式,一种为单层堆焊型式见实例4;另一种为双层堆焊型式见实例5。
实例4:初底油-减渣换热器BES900-3.0/2.2-215-6/25-2。壳程介质为减渣,设计温度为400℃。壳体圆筒DN900×(16+3)为Q345R+0Cr13,壳体法兰采用单层堆焊型式见图3。
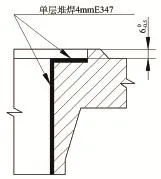
图3 壳体法兰堆焊300系不锈钢结构1

图4 壳体法兰堆焊300系不锈钢结构2
这种堆焊型式的法兰堆焊后内径与壳体圆筒内径DN相等,密封面堆焊在法兰的凹面内,加工后与法兰厚度上面齐平。基体16MnⅢ法兰系参照JB/T 4703法兰FM900-4.0结构尺寸进行的设计。而外头盖法兰堆焊内径不必与圆筒内径DN相等,所以可在与圆筒内径DN相等的法兰基体内径面上堆焊,此时基体法兰可以直接选择标准法兰,进而免除GB 150的法兰设计计算。
实例5:环氧乙烷冷凝器BES2500-0.8/0.5-22325-7.5/25-4。壳程介质为环氧乙烷,设计温度为75℃。壳体圆筒DN2500×16为304,壳体法兰采用双层堆焊型式见图4。
这种堆焊型式的法兰堆焊后内径与壳体圆筒内径DN相等,而密封环系在法兰厚度上堆焊出12mm的突台,然后加工密封面。基体16MnⅢ法兰系非标法兰设计。此图例应探讨单层堆焊的可能性。
上述法兰堆焊结构的内径面在堆焊后会产生径向收缩,设计时往往忽略了,但制造时却要面对,收缩量与堆焊工艺及施焊操作等因素有关,需要经验积累,这直接影响基体法兰内径面加工的预扩量,即影响法兰颈部的大、小端厚度所决定的法兰强度。可见,法兰堆焊并非象设计绘图加一道粗实线那样简单,因为,径向收缩量的确定潜在着对法兰强度的影响,而设计要求双层堆焊4mm的实际操作尚存在保证复层有效厚度及均匀程度的可能性问题,这都影响法兰设计预期的使用性能。
4 结束语
随着高硫原油的炼化,装置日益需要不锈钢换热器增加,以满足长周期运行。而长颈对焊法兰系换热器的常用关键元件,其合理的结构不仅在于经济性降低成本,更关系能否符合使用性而防止失效。所以设计应谨慎考虑,权衡利弊选择即方便制造与检修又防止失效的合理结构。
1)整体300系不锈钢结构在受介质腐蚀或高温等苛刻工况的工程应用已被设计所看重,表面上较碳钢或低合金钢堆焊300系不锈钢成本高,但在对接300系不锈钢圆筒厚度≤12mm时值得探讨选用整体300系不锈钢结构的可能性,以避免衬里300系不锈钢结构的缺憾和堆焊300系不锈钢结构的复杂工艺,并利于容器的长周期运行。
2)衬里300系不锈钢结构在防止腐蚀介质(洁净介质)或与介质不相容且设计温度<300℃工况下,立式固定管板换热器的管箱可以考虑选用。这种结构法兰与300系不锈钢圆筒对接,更常见于不锈钢人孔结构。
3)堆焊300系不锈钢结构常见于卧式浮头或U形管换热器的壳程法兰或管箱法兰,这种结构法兰与300系不锈钢复合钢板圆筒对接。堆焊300系不锈钢结构的加工工艺较为复杂:基体表面加工处理→MT→堆焊过渡层→消除应力热处理→PT→堆焊面层→PT→加工处理。所以设计应推荐单层堆焊的可能性,促进制造推广应用。
参考文献
[1] JB/T4700~4707—2000 压力容器法兰[S].
[2] GB 150—2011 压力容器[S].
[3] GB 151—1999 管壳式换热器[S].
[4] HG20581—2011 钢制化工容器材料选用规定[S].
[5] 陈罡,张光.酸液罐接管法兰防腐衬里结构的改进[J].石油化工设备技术,2009,32(02):63-64+22.
[6] HG/T21514~21535—2005 钢制人孔和手孔[S].
[7] HG/T20623—2009 大直径钢制管法兰[S].
[8] HG21594~21604—1999 不锈钢人和手孔[S].
Flange Structure of Stainless Steel Shell and Tube Heat Exchanger
Deng Xiangzhong Chen Gang Zhang Guang
(CNPC Liaoyang Petrochemical Fiber Company Machinery Factory Liaoyang 111003)
AbstractWelding neck flange is widely used in shell and tube heat exchanger design, with the increase of stainless steel shell and tube heat exchanger in refinery device, stainless steel structure of welding neck flange has become the focus of the design choices. With a living example of stainless steel shell and tube type heat exchanger manufacturing, stainless steel flange structure is analyzed. It is found that the design has broken the conventional ideas,and the integral stainless steel flange is more used in engineering application. For welding flange structure, single layer surfacing method is suggested to be implemented as soon as possible. Three kinds of stainless steel flange structure are assessed, and the stainless steel flange structure selection proposal is given.
KeywordsStainless steel Welding flange Structure Selection
作者简介:邓香中(1982~),男,本科,工程师,从事压力容器设计、校核和现场服务工作。
收稿日期:(2015-10-23)
中图分类号:X933.4
文献标识码:B
文章编号:1673-257X(2016)06-0031-03
DOI:10.3969/j.issn.1673-257X.2016.06.007