新型75N钢轨移动闪光焊接施工工艺★
2016-07-18宋宏图程星璠中国铁道科学研究院金属及化学研究所北京0008中铁一局集团新运工程有限公司陕西咸阳7000
宋宏图 程星璠(.中国铁道科学研究院金属及化学研究所,北京 0008;.中铁一局集团新运工程有限公司,陕西 咸阳 7000)
·施工技术·
新型75N钢轨移动闪光焊接施工工艺★
宋宏图1程星璠2
(1.中国铁道科学研究院金属及化学研究所,北京100081;2.中铁一局集团新运工程有限公司,陕西咸阳712000)
摘要:以某重载铁路75N新型钢轨焊接施工为例,介绍了移动闪光焊接施工工法的特点、适用范围及工艺原理,阐述了该工法的施工流程及质量控制要点,列举了所使用的主要机具,并提出了焊接施工的安全和环保措施,指出采用移动闪光焊接提高了焊接的质量和效率,可获得良好的社会及经济效益。
关键词:钢轨,闪光焊,质量控制,重载铁路
★:中国铁道科学研究院院基金课题(课题编号:2014YJ059)
0 引言
随着时代的发展,能较大程度上提升货运能力的重载铁路得到了世界各国的重视,发展速度大为提高。国际重载协会2005年要求新的重载铁路需具备下述三条件中的两条:列车重量不少于8 000 t;轴重达27 t以上;在长度不少于150 km线路上年运量不低于4 000万t。重载列车的开行对轨道的质量也有了更高的要求,为此中国铁路总公司特设立西中南部铁路通道30 t轴重重载铁路试验段进行全面的重载试验,其中轨道采用75N新型钢轨。75N无缝线路钢轨现场闪光焊接尚无施工先例,为尽可能的做好山西中南部铁路通道30 t轴重重载铁路试验段钢轨现场焊接工作,课题组经联合攻关,形成了75N钢轨移动闪光焊接施工工艺,经现场运用表明其施工效率和质量能够满足要求。
1 工法特点
现场采用移动闪光焊方式焊接长钢轨,其焊接接头外观质量高、内在质量好,焊接工艺简单、劳动强度小,使用安全便利;可以自行发电,也可以外接电源,方便灵活。另外,闪光焊接热量集中,加热时间短,无需要填充金属,冶金过程简单,热影响区窄,易获得较好的接头,设备自动化程度高,生产率高,外观质量好。
2 适用范围
本工艺适用于75N钢轨无缝线路现场闪光焊接施工。铺设采用一次性铺设方式,焊接采用线上焊方式,焊接完成后进行放散施工。
3 工艺原理
闪光焊接是压力焊的一种,通过在待焊端面接通电源并使其断面逐渐移近达到局部接触,利用电阻加热这些接触点(产生闪光)使其断面金属融化,直到端面部位在一定深度范围内达到预定温度时,迅速施加顶锻量完成焊接,闪光焊焊接接头是在热及机械(力)联合作用下形成的,闪光焊由预闪、脉动闪光、加速闪光、顶锻、保压等过程组成。
4 施工工艺流程及要点
4.1施工工艺流程
施工工艺流程见图1。
4.2施工要点
1)施工准备。a.通过工艺调试确定工艺参数,满足质量要求。由于试验段线路铺设有U75V,U77MnCr,U78CrV,贝氏体轨等多种材质的钢轨,同时这些钢轨又包括热轧和热处理两种交货状态,因此在工程开始前期,即需要对闪光焊机的焊接工艺参数进行调节。通过设置电压、电流、前进后退速度等参数,使所焊接的接头达到型式检验相关要求。b.根据施工计划,配备施工工机具。75N钢轨相对于已有且比较成熟经验的60钢轨,截面积的增加使得单位长度钢轨重量增加了25%,因此从工机具的选择方面应加以注意。首先,焊接设备应选择功率高、顶锻力大的YHG-1200TH型闪光焊机,以保证焊轨质量;其次,对于正火设备选择能满足75N钢轨大截面加热要求的75型正火机;再次,对辅助的拉轨器、撞轨小车、锯轨机等需考虑到钢轨定尺重量的变化,提出相应设备要求。c.待长轨铺设达到7 km以上时,即可趁铺轨间隙进行现场焊接,待焊区段钢轨需满足焊机机组走行需要,扣配件和临时夹板均满足工程车行车要求。d.待焊钢轨焊前准备。焊接前松开待焊轨头后方10 m范围内的扣件及前方一节待焊轨的扣件(长钢轨焊接时长度为500 m,应力放散与锁定时单元轨节长度为2 000 m),待焊轨下每隔12.5 m安放一个滚筒,以便钢轨可以纵向移动,满足焊接要求。
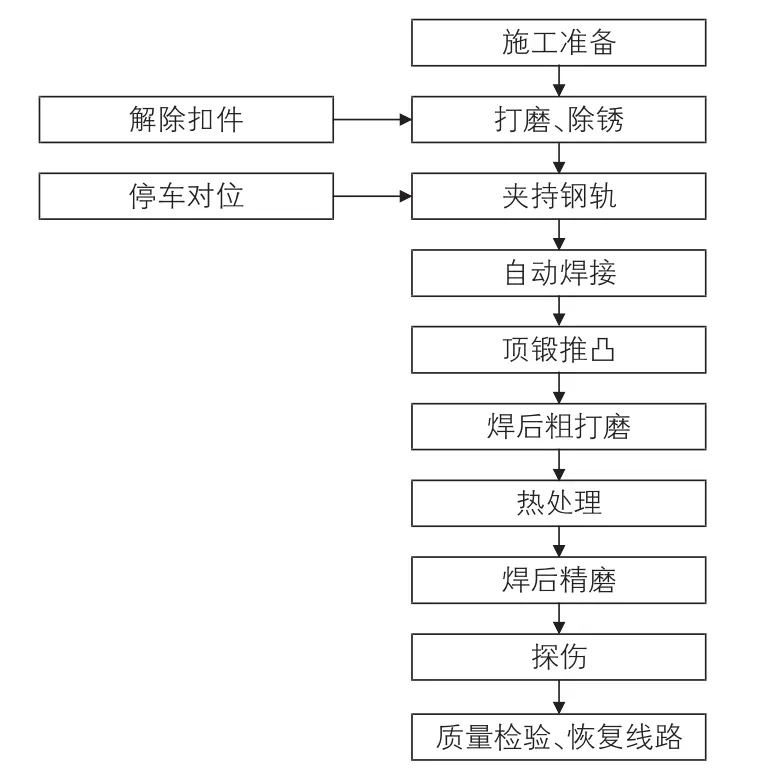
图1 施工工艺流程
在待焊轨的非焊接端用撞轨器撞钢轨,同时在焊接端用拉伸器配合拉伸。在轨节长度较长或窜轨距离比较远时应增设撞轨器的数量。为了防止长轨端面被撞伤应在端面加装撞轨包,撞轨作业时长轨条前后端加强联系,防止撞轨过头,导致需增加反撞工序,同时加强观察被撞轨条,防止长轨侧翻。
长钢轨焊接时不需预留搭接量和拨弯,直接按照预设参数焊接即可。进行单元轨节焊接时,应根据焊接参数,预留搭接量作为钢轨消耗量。单元轨节钢轨焊接时,采用拨弯的方法预留顶锻量,在距离待焊焊缝50 m~75 m处起向单元轨节终点方向拨移曲线,曲线长度约30 m;直线地段左右股均往道心方向拨移,曲线地段左右股钢轨均往砟肩方向拨移,拨移量约0.7 m,即可满足钢轨消耗量35 mm的要求。
焊接前必须检查钢轨端面垂直度和钢轨端面、轨腰导电面除锈质量,应满足焊接要求。将两待焊轨端抬起一定高度进行焊机对位夹持,抬起高度应根据轨枕和扣件类型确定。
2)焊接、粗磨、精磨、探伤、质检和恢复线路。焊接、粗磨、精磨和探伤过程和普通60 kg/m钢轨一致,在此不再赘述。
3)热处理。在正火后用压力为0.15 MPa~0.2 MPa的压缩空气对焊缝及热影响区冷却2 min,提高焊缝区硬度。
5 施工难点
焊前准备过程中需针对75 kg/m钢轨的特殊性进行处理,对拉伸力的计算等应考虑到拉伸设备的性能,合理设置焊接时间,减少大温度区间的拉伸。焊接过程中需注意的是应对焊接记录进行仔细判读,积累75 kg/m钢轨的焊接经验。打磨时注意推凸余量与钢轨母材之间的过渡应圆滑,防止应力集中过大对后期接头在重载铁路运行中承载时的不利影响。热处理作业时注意对热处理钢轨进行欠速淬火喷风处理,对热轧钢轨焊接接头建议也采用喷风处理提高硬度。
6 机具设备
主要机具设备配置见表1。

表1 主要机具设备
7 质量控制方法及目标
7.1质量控制
1)焊接接头的设计文件、焊接参数、焊接记录、正火、探伤质量记录和检验记录等资料由工程技术部负责保管及备案,不得更改。2)工程技术部对工地焊接接头焊接外观质量进行全面检查。3)现场及时填写《工地钢轨焊接接头检验表》。接头检验发现质量问题,必须及时报告现场负责人,以确定处置办法。处理后仍不符合要求,应锯开重焊。4)各工序作业人员必须如实填写质量记录表格,质量记录填写应清晰、规范。5)每班作业前应检查设备运转记录。焊机经试运转至工作状态后,方可进行作业。班后应如实填写设备运转记录。6)经型式试验确定的焊接参数,严禁修改。若需要针对天气等因素进行微调,需进行生产检验,防止焊接质量波动。
7.2质量检验
1)钢轨焊接接头平直度允许偏差按表2执行。
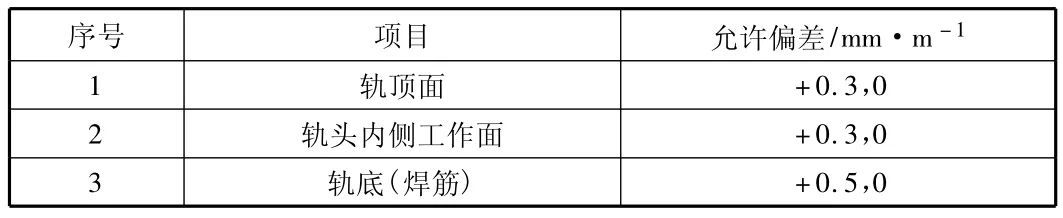
表2 钢轨焊接接头平直度允许偏差
2)型式检验、生产检验严格执行TB/T 1632.2—2005钢轨焊接第2部分:闪光焊接中有关规定。
8 安全措施
设置专门安全管理机构,实行安全生产岗位责任制,明确责任,把安全工作落实到个人,加强员工安置知识教育,现场设置专职安全监控人员。
针对焊接施工过程进行全程监控,定期对设备及安全防护装备进行例行检查和维护,施工前对施工人员进行安全交底和安全教育。
施工现场必须配备消防器材,焊轨作业中须严防火灾事故发生,每日作业结束后,必须在严格检查确保无火险隐患后方可离开现场。
线路恢复时,扣配件应安装正确、配件齐全;将轨道恢复到正常状态并清理焊接现场,保证列车运行安全。
9 环保措施
焊接作业时,应避免火花对周围其他材料造成烧损;焊接完毕清理焊接作业区域,焊渣、废弃物、易燃物统一清理收回;设备维修时,在道床面铺设隔离物,避免油污等污染道床。
10 效益分析
采用移动闪光焊大大提高了焊接的质量和效率,确保了焊接接头性能,减少了劳动力使用数量,降低了劳动强度,缩短了施工周期,创造了良好的经济、社会效益。
11 应用实例
75N钢轨现场移动式闪光焊接已在中南通道重载铁路综合试验段成功应用。
参考文献:
[1]贾晋中,程建平.重载铁路75 kg/m钢轨移动闪光焊焊接施工技术[J].铁道建筑,2014(7):17-20.
中图分类号:U213.4
文献标识码:A
文章编号:1009-6825(2016)06-0092-02
收稿日期:2015-12-15
作者简介:宋宏图(1979-),男,硕士,副研究员;程星璠(1979-),男,工程师
Mobile flash butt welding construction method and technology of new 75N rail★
Song Hongtu1Cheng Xingfan2
(1.Metal and Chemical Research Institute,China Academy of Railway Sciences,Beijing 100081,China;
2.Xinyun Company,China Railway No.1 Engineering Group Co.,Ltd,Xianyang 712000,China)
Abstract:Taking an overloaded railway 75N new rail welding construction as an example,this paper introduced the characteristics,application scope and process principle of mobile flash welding construction methods,elaborated the construction process and quality control key points of the method,illustrated the used main machine,and put forward the welding construction safety and environmental protection measures,pointed out that using mobile flash welding could improve the welding quality and efficiency,could obtain good social and economic benefits.
Key words:rail,flash welding,quality control,overloaded railway
