一种海岛型新型聚酯阻燃抗熔滴长丝的研制
2016-07-18关乐
关 乐
(苏州龙杰特种纤维股份有限公司,江苏 苏州 215600)
一种海岛型新型聚酯阻燃抗熔滴长丝的研制
关乐
(苏州龙杰特种纤维股份有限公司,江苏 苏州 215600)
摘要:以阻燃抗熔滴聚酯切片(PBPET)和聚苯硫醚(PPS)为原料,经熔融纺丝生产出海岛型新型阻燃抗熔滴长丝,重点讨论了PBPET与PPS的配比,工艺条件等因素。结果表明,PPS的加入量(质量分数)为12%为宜,干燥温度为(135±5℃);时间为6h,在熔体的输送过程中增设一熔体混合装置,并利用控制时间来调节熔体的粘数降效果明显。
关键词:PBPET切片,PPS切片,抗熔滴长丝
随着高聚物的迅猛发展,高聚物的应用已渗透到工农业及各个领域,但大多数高聚物都是易燃的,在火灾死亡事故中,有80%左右是由于高聚物裂解时产生的有毒气体和烟雾窒息造成的。
聚酯纤维是合成纤维中发展最为迅速一大类纤维,随着制造技术的不断改进,一大批性能优异的差别化出现在市场上。一种海岛型新型聚酯阻燃抗熔滴长丝就是其中的一员,该纤维是在制备高聚物的过程中将阻燃单体引入到 PET 大分子主链当中,合成出一种具有互穿网络结构的阻燃聚酯,使阻燃微粒与PET大分子牢固地结合在一起,这种新型阻燃共聚酯 PBPET具有较好的阻燃作用。将这种新型阻燃聚酯作为海岛型纤维中的岛成分,COPET作为海成分,在纺丝时加入一定比例的PPS,经过实验PPS具有较好的抗熔滴性能。这样制备出的长丝具有蓬松、柔和的手感和阻燃抗熔滴功能。
1试验
1.1原料
PBPET切片:特性粘数 0.685±0.02dL/g.熔点261℃,上海金山石化。
COPET切片:特性粘数 0.566±0.02dL/g.熔点228℃,吴江新生化纤。
PPS:白色粉末。密度1.34,熔点286℃,进口。
油剂:浓度12%,日本竹本F-1194.
1.2工艺流程
工艺流程如图1所示:

图1 PBPET阻燃抗熔滴纤维工艺流程
1.3主要设备
主要生产设备如表1,主要试验设备如表2。

表1 主要生产设备

表2 主要试验设备
1.4分析测试
1.4.1纤维条干测定
采用由陕西长岭纺织机电科技有限公司生产的条干均匀度测试分析仪,型号为CT800C型测定仪在400m/min条件下测定纤维的条干不匀率。
1.4.2断裂强度和断裂伸长率的测定
断裂强度和断裂伸长率采用由温州际高检测仪器公司生产的全自动电子强力仪YG021HL型,夹持长度为20mm,拉伸速度为20mm/min,在等速拉伸下直至纤维断裂,得到试样的断裂强力、断裂强度和断裂伸长率。
阻燃和抗熔滴性采用由江宁县分析仪器厂生产的垂直燃烧测定仪CZF—3型,将一定尺寸(剪成80mm×30mm)的试样,在规定的燃烧箱内,上端夹住,用规定的火源点燃12s,除去火源后测定试样的续燃时间、阴燃时间、损毁长度并观察其熔滴情况。
1.5主要工艺参数
生产的主要工艺参数如表3所示。
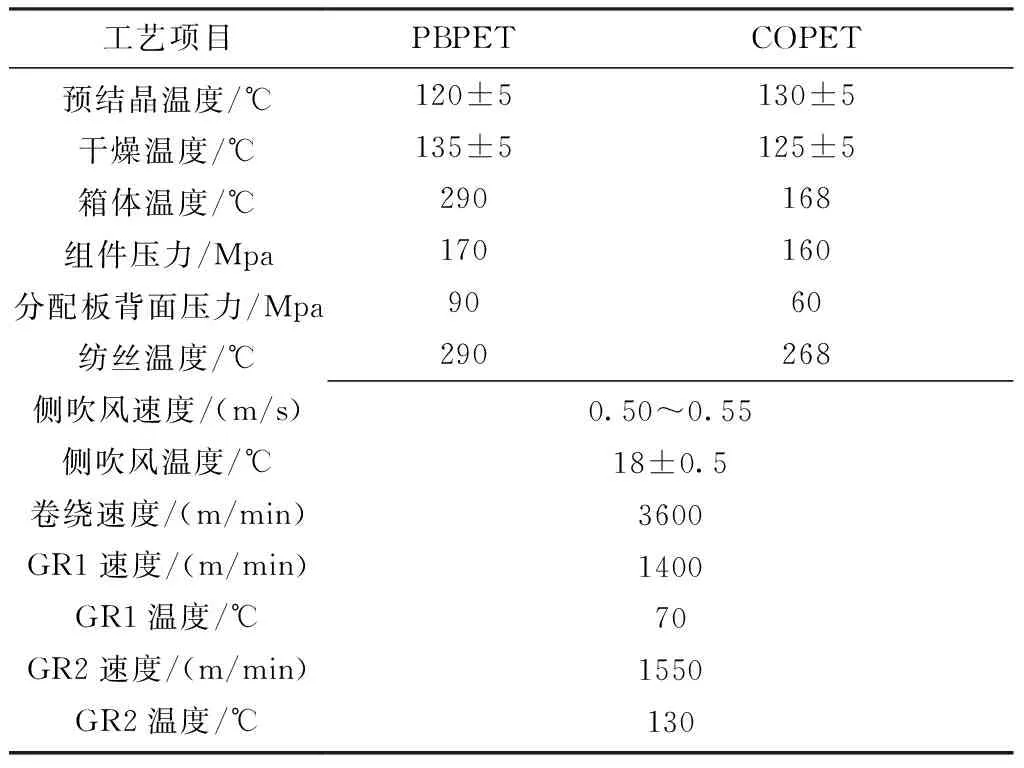
表3 工艺参数
1.6产品质量
海岛型新型聚酯阻燃抗熔滴长丝产品(86dtex/36f×37i)的质量如表4。

表4 产品质量
※注:PBPET∶PPS为88∶12
纤维强度曲线、条干不匀曲线和CV-L曲线分别见图1、图2和图3。

图1 强力伸长测试曲线图
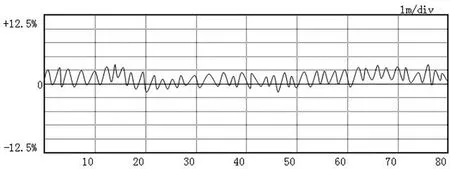
图2 条干不匀曲线图
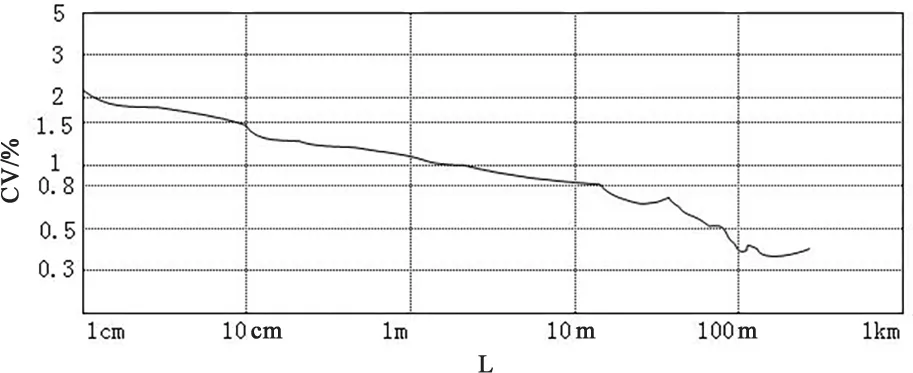
图3 条干测试CV-L曲线
2结果与讨论
2.1PPS含量对纤维可纺性和抗熔滴的影响
PPS是一种热塑性树脂,也是一种新型特种纤维,它既可以纯纺,也可以与其他高分子树脂混纺,其纯纺制得的纤维具有优异的热稳定性和阻燃性,氧指数值34~35.用PPS加入到其他切片中可明显提高其成品的阻燃性和抗熔滴性能。
持这种理论的人,主要认为应区别对待“专门用于执行专利方法的产品”、“专门用于制造专利商品的零部件或设备”和“专利产品”、“依据专利方法直接获得的产品”。这些论者一般都认可权利用尽规则适用于后两者,而对于前两者,最多适用默示许可规则。

表5 PPS的加入对纤维可纺性和抗熔滴的影响
由表5可见在低质量分数时切片的可纺性均比较好,但抗熔滴性能差。随着PPS的加入,纤维的抗熔滴性明显增加,然而在达到20%时虽然抗熔滴性依然良好,但可纺性有所下降,其主要原因是随着PPS的用量增加,熔融温度不易控制,这是由于PPS与PBPET 的相容性差所造成的。然后我们重点考察了质量分数为12%、16%,20%几种配方,经过反复试验、比较综合分析,结果将PPS的加入量控制在12%为宜。
2.2预结晶温度的选择
预结晶的目的是提高切片的软化点和结晶度,使切片在高温下不易粘连,在PBPET中由于聚合时加入无机微粒在高温下起到诱导结晶,因为无机微粒起到成核的作用,有利于结晶,因此PBPET的结晶温度相应可低些,控制在120℃即可。
2.3干燥
干燥的目的是降低切片中的含水,提高切片的软化点和结晶度。切片中的水分分为两部分:一部分是吸附在切片表面的水分,另一部分为切片内部的结合水,在干燥过程中,首先除去的是表面吸附的水分,随着温度升高和时间的推移,内部的结合水将被除去,COPET是一种易水解聚酯,它的软化点较低,结晶速率也较慢,因此预结晶和干燥温度都较低,且前期的升温也有所减慢。
对于PBPET来说,由于在合成时加入一定比例的无机微粒,该微粒以互穿网络的形式结合到大分子中,在预结晶过程中微粒起到了成核剂的作用,加快了切片的结晶,因此在制定干燥工艺时应加以考虑。表6和表7是干燥温度和时间对纺丝工艺的影响。

表6 干燥温度对切片特性粘数、含水和纺丝的影响
注:干燥时间6h

表7 干燥时间对纺丝的影响
注:干燥温度135℃
从表6可见,随着干燥温度的增加切片的含水也不断下降,在150℃时可达到18μg/g,然而在150℃下的可纺性变差,从表中可见熔体特性粘数由140℃的0.995下降到150℃的0.940,其粘数降为0.055,远超过纺丝工艺的要求。同样由表7可见,在一定的干燥温度下,随着干燥时间的延长切片的含水下降,但随着时间的延长切片的可纺性有所下降,其主要原因是在高温下,随着时间的延长切片的降解(水解、醇解、酸解、热裂解等副反应增多)增加。经过反复试验,综合各种影响选择干燥温度在135±5℃,时间控制在6h,这样既能保证切片的可纺性又能节省能源。
2.4纺丝工艺的确定
在一种海岛型新型聚酯阻燃抗熔滴长丝的制备中,对COPET的影响已有诸多的报道,但对PBPET与PPS的纺丝未见报道,纺丝条件对工艺的影响如表8和表9所示。

表8 熔体停留时间对纤维优等品率的影响

表9 熔体停留温度对纤维优等品率的影响
由表8、表9可见熔体的停留时间和温度对海岛型新型聚酯阻燃抗熔滴长丝的成品质量影响较大,而温度对纤维的优等品率的影响更加明显(295℃的优等品率只有86%),这是由于在高温下,更有利于聚合物的降解,所以利用以往的经验,用提高温度的办法来改变熔体的特性粘数以达到控制纤维的质量是不适宜的。而在一定的温度下用停留时间来调节熔体粘数更加适宜,因而我们在熔体的管道输送中增设一熔体特性粘数的调节装置,用停留时间来调节熔体的粘数,使熔体的粘数降控制在0.02dL/g以下,在实际生产中效果明显。
2.5冷却成形
对于纤维来说,伸长的均一性对染色的均匀极为重要,根据以往的生产经验和后道用户的要求,对海岛型新型聚酯阻燃抗熔滴长丝的伸长不匀率需控制在5%以下。伸长的不匀率除与熔体的特性粘数、纺丝温度有直接关系外,控制冷却成形极为重要,而冷却成形的好坏与冷却吹风的温度和风速直接有关。为此笔者所在的公司在侧吹风装置上增设了吹风整流装置,以达到风压和风速的稳定和均匀,以控制产品的伸长和均一。侧吹风的风压和风温对纤维不匀性的影响如表10、表11所示。

表10 风速对纤维条干和伸长的影响

表11 风温对纤维条干和伸长的影响
从表11可见,加装侧吹风整流装置后,纤维的条干不匀率和伸长不匀率有明显的改善,起到了控制条干均一和伸长均一的作用。
从表10、表11可见,海岛型新型聚酯阻燃抗熔滴长丝侧吹风的风速和风温对纤维的条干不匀和伸长不匀以及毛丝均有很大的影响。风速过大易引起飘丝,产生毛丝;温度过低,纤维冷气过快,引起结晶速率加快;纤维的第一拉伸张力过大,加大摩擦,易引起毛丝,温度过高纤维来不及冷却,也容易产生毛丝。综合分析试验结果认为:生产海岛型新型聚酯阻燃抗熔滴长丝侧吹风的风速为0.40~0.50m/min,风温控制在18~20℃为宜。
2.6卷绕工艺的选择
卷绕速度是影响纤维取向度和结晶度的一个重要因素,而纤维的取向和结晶不匀会造成染色的不匀,因此对于卷绕工艺的选择显得十分重要,经过反复试验选择了3 500m/min的卷绕速度较为适宜。
3结论
对制备海岛型新型聚酯阻燃抗熔滴长丝的生产,经过反复试验表明:
(1)控制PBPET的预结晶温度(120±5℃),干燥温度在(135±5℃),干燥时间为6h能制得符合纺丝要求的干切片;
(2)试验表明熔体在熔体管道中停留时间比提高温度更能控制熔体的粘数降,控制停留时间为8min,温度为280℃;
(3)在熔体输送过程中增设一熔体混合装置,并用熔体在混合器中的停留时间来控制熔体的粘数降在0.02dL/g以内;效果明显;
(4)为使纤维有良好的成形在侧吹风装置上增设一整流装置,使风速和风温得到稳定,并控制风速在0.40~0.50m/min之间,风温控制在18~20℃为宜。
参考文献:
[1]欧育湘,陈宇,王筱梅,等.阻燃高分子材料,北京:国防工业出版社2001:2-3.
[2]赵国梁译.现代聚酯,北京:化学工业出版社,2007:38.
[3]董纪震,赵耀明.合成纤维工艺学(下册),第二版,北京;纺织工业出版社,1996:42-44.
[4]杨蕴敏,余晓华.海岛复合超细纤维的纺丝工艺探讨,合成纤维工业,2009,32(2):51~52.
[5]席文杰. 易染型海岛PTT牵伸丝的研制,合成技术及应用,2013:28(1)13.
收稿日期:2016-04-01