柔性公共补焊线的设计及应用
2016-07-15许丽虹谢艳兰
许丽虹,谢艳兰
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
柔性公共补焊线的设计及应用
许丽虹,谢艳兰
(上汽通用五菱汽车股份有限公司,广西 柳州545007)
摘要:针对传统人工焊接线的弊端,开发了高柔性化、高自动化率的柔性公共补焊线,该补焊线采用高速滚床与滑撬的输送方式实现白车身的高速输送,提高生产效率,提升自动化率,改善人机工程,提高设备的重复利用率,降低制造成本。重点阐述了该公共补焊线的工作过程、工作原理、工艺布局及结构形式,以及在实际应用中所取得的效果。
关键词:公共补焊线;输送;滚床;升降;滑橇;线旁夹具
随着现代化工厂对劳动生产效率的要求越来越高,对劳动者保护、人机工程的重视,以及人力成本的逐年增加,传统的人工焊接方式渐渐被自动化生产取代。同时,随着汽车市场的发展,汽车的车型越来越多,更新换代的周期越来越短,原来规划单一车型的生产方式不仅生产率低,而且设备通用性低,已经不能满足当前汽车规划的发展趋势[1]。因此,开发具有高自动化、高兼容性、高效率的自动化焊接生产线迫在眉睫。
车身公共补焊线正是在这样的背景下应运而生的。我们开发了一种通过高速滚床与滑撬输送白车身的柔性公共补焊线,将一部分主线人工焊点分配到公共补焊线焊接实现自动化焊接,减少生产线操作工人数量,改善人机工程,提升车间自动化率。同时柔性公共补焊线能够满足多个车型的白车身焊接,厂房、公用动力设施和通用设备一次性投入,滑撬定位工装根据车型切换,新车型的导入只需设计专用车型的夹具工装,设备利用率高。
1 方案设计
1.1总体方案
高速滚床具有输送速度快、停止精度高的特点[2]。柔性公共补焊线采用滚床与滑橇的输送方式,并根据机器人焊接对白车身定位精度的需求,补焊工位采用线旁夹具实现白车身的精确定位,人工检测工位采用固定式滚床,在保证节拍的同时降低设备制造成本。
公共补焊线机器人焊接工位的工作原理是滚床滑橇整体举升将白车身抬离焊接夹具,滑橇水平运动将白车身输送至下工位,滚床整体下降,同时白车身落在焊接夹具上,机器人对白车身进行补焊,过程示意如图1所示。
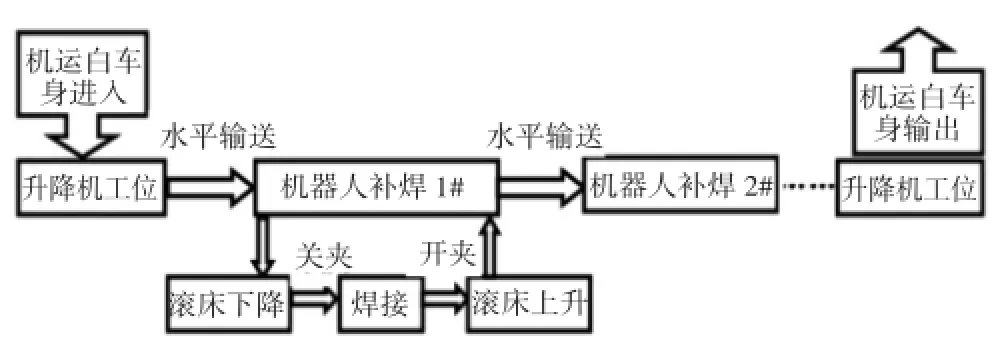
图1 补焊线设备工作过程示意
1.2工艺布局
每条补焊线设计工位节距6 m,有效操作工位10个,其中1#、2#为预留工位,3#、4#、5#、6#、7#为机器人补焊工位,8#、9#、10#为人工检测及对缺陷焊点修复工位,运行节拍为40 JPH(Job Per Hour,台/小时),共20台电阻点焊机器人完成白车身焊点补焊,改善人机工程,提升自动化率,将车间的自动化率提升至35%.
1.3焊接工艺
公共补焊线采用点焊机器人实现白车身的自动焊接。焊接机器人是本体独立、动作自由度多、程序变更灵活、自动化程度高和柔性程度极高的焊接设备,而且它们的重复精度高、焊接质量好、运动速度快和动作稳定可靠。
1.4滑橇返回方案
公共补焊线滚床的滑橇采用从空中返回的形式,同时与空中机运线的滑橇兼容共用,以减少滑橇的种类及数量,简化整车间不同输送系统之间的切换,减少设备的数量与投资。
2 结构设计
2.1高速滚床
高速滚床由支撑架、五组包胶棍轮、接近开关、皮带轮、同步传送带、驱动电机等组件组成。支撑架由矩形钢管焊接并精加工而成,强度高。五组棍子在支撑架上均匀布置。在滑橇前进方向的一端设计有机座,电机固定在机座上。高速滚床的结构如图2所示。
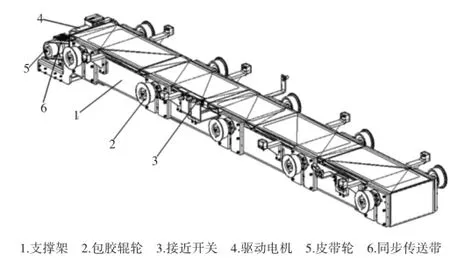
图2 高速滚床的结构
高速滚床利用摩擦传动原理进行白车身水平方向高速输送。水平电机启动,驱动安装在电机出轴的皮带轮转动,通过同步传送带将动力传递给支撑架上的五组传动轴,固定在传动轴上包胶棍轮与传动轴一起旋转。位于包胶棍轮上的滑撬通过滑撬底面与棍轮间产生的摩擦力驱动滑撬做高速水平运动。通过到位检测组件可以实现滑橇的减速、到位检测。
驱动电机设计在滚床前端,不占用两侧定位工装的空间,结构紧凑,且同步传送带受力一致性好。
2.2升降台
升降滚床的形式多样,主要有剪刀叉结构、凸轮摆臂加导向杆、气缸加导向杆,齿轮齿条等。凸轮传动结构简单、紧凑,能方便地设计凸轮轮廓以实现从动件预期的运动规律[3]。为保证滚床的升降精度采用了凸轮摆臂机构,将凸轮的等速回转运动转变为升降台连续的升降运动。
凸轮同步升降机构由升降台、升降动力组件、升降导向组件、维修安全托架、升降到位检测、底座等组成。升降动力组件包括驱动电机、减速机、十字万向联轴器、凸轮摆臂,减速机一与驱动电机直接连接,减速机一和减速机二安装在高精度的底座上,四组凸轮摆臂机构直接安装在减速机侧面出轴上,减速机一与减速机二通过十字万向联轴器传递动力,保证了两个减速机出轴的同步转动。
升降结构台结构如图3所示。
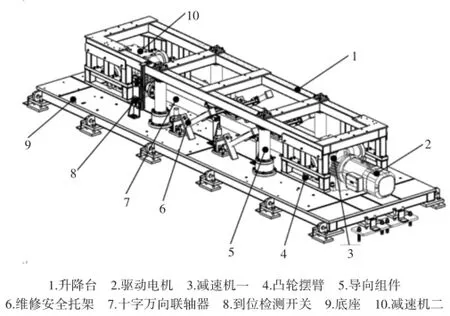
图3 升降台结构
凸轮升降工作原理是驱动电机启动,通过两个减速机带动四个凸轮摆臂转动,凸轮摆臂上的支撑轴承将升降台顶升,同时升降台由4组导向组件进行精确导向,确保升降运动的平稳,到位检测开关检测到升降台上升到位后,电机抱闸,保持工作台的停止位置不变。
设备工作时,维修安全托架放下;维修时,维修安全托架撑起,保证设备在断电状态下维修维护的安全。
凸轮摆臂升降机构采用结构简单的机械摆臂机构,对灰尘和焊渣不敏感,运动轨迹简单,零件易于加工,且加工精度易于控制。
2.3滑橇定位结构
滑橇的精确定位采用接近开关和机械机构定位相结合的方法。
滚床上设计滑橇导向组件,对滑橇的侧面进行导向,控制滑橇的横向偏移,保证其输送的平稳。
在滑橇上设计定位孔,同时在升降滚床上设计定位销组件,通过定位孔和定位销配合实现滑橇在X、Y两个方向上的重复定位精度。滑橇通过接近开关检测其到位后停止后,滚床上的定位销上升并伸入滑橇的定位孔中,对滑橇精确定位。其定位精度可达到±0.2 mm,保证白车身能够精确的落到线旁夹具上。
其精确定位结构如图4所示。

图4 滑橇的精确定位结构
2.4线旁夹具结构
柔性夹具应具有结构简单、便于拆卸、方便维修,元件结构简单化、模块化、可调化[4]。翻转工装夹具具有结构简单,故障隐患小,造价低,重复定位精度高的特点,故线旁夹具采用翻转式。
通过将N111L的车身X坐标移动+210 mm,将CN112的车身X坐标移动+1795 mm,Z坐标移动+402 mm,实现了只设计9套夹具即可满足N111、N111L、N111D09、N120、CN112车型的柔性定位,为后续增加的车型预留设计空间,并为机器人预留足够的空间进行焊接。其定位精度为±0.15 mm,要求夹具稳定性好,易于安装调试。
补焊线定位工装结构如图5所示。

图5 补焊线的车身定位工装
升降滚床与线旁夹具结构如图6所示。
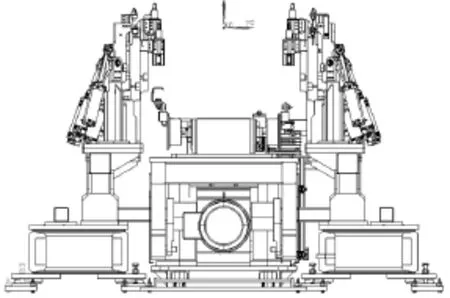
图6 升降滚床与线旁夹具
3 结束语
柔性公共补焊线采用升降式高速滚床与滑撬输送方式替代传统的往复杆式输送线,将白车身的输送、定位夹紧时间由28 s减少到16 s,提高生产效率。柔性公共补焊线实现多种车型柔性化生产模式,同时焊装主线转移部分人工焊点到补焊线实现自动化焊接,减少生产线操作工人数量,提高车间自动化率。
柔性公共补焊线柔性高,效率高,自动化率高,高速滚床加滑撬的模式不仅可以应用于补焊线,还可以推广至主线焊装等生产线。
参考文献:
[1]李建收,汪娟,倪宝,等.柔性化高速输送系统在焊装生产的应用[J].电焊机,2013,43(2):20-25.
[2]吴国峰,艾学崇,尚校.高速输送设备的优化设计[J].汽车工艺与材料,2014,(5):68-72.
[3]陈秀宁.机械设计基础[M].杭州:浙江大学出版社,2007.
[4]丁涛,邹环环,刘刚.白车身焊接夹具的柔性化方案探究[J].装备维修技术,2003,(1):54-57.
The Design and Application of Flexible Common Respot Line
XU Li-hong,XIE Yan-lan
(SAIC-GM-Wuling Auto Co.,ltd,Liuzhou Guangxi 545007,China)
Abstract:In view of the disadvantages of conventional manual welding line,developed high flexible and high automation rate common respot line.Flexible common respot line uses high-speed roller bed&skid to achieve BIW conveying,which enhances productivity,increase automation rate,improves ergonomics,increases repeated utilization ratio of equipments and reduces manufacturing cost.This paper mainly expounds the working process,working principle,process layout and structure,and the effects achieved in practical application.
Key words:common respot line;convey;roller bed;lifting;skid;fixture aside line
中图分类号:U468.2.1
文献标识码:A
文章编号:1672-545X(2016)03-0157-03
收稿日期:2015-12-19
作者简介:许丽虹(1987-),女,广西柳州人,本科,助理工程师,主要从事车身工装夹具及输送设备的研究。
