N300 CKD埃及项目车身焊装线总拼工位控制设计
2016-07-15杨旭磊
杨旭磊
(上汽通用五菱汽车股份有限公司 技术中心,广西 柳州545007)
N300 CKD埃及项目车身焊装线总拼工位控制设计
杨旭磊
(上汽通用五菱汽车股份有限公司 技术中心,广西 柳州545007)
摘要:阐述了上汽通用五菱CKD出口埃及N300项目的车身总拼线总拼工位的控制原理开发,同时分析了本次工艺设计难点,从降低投资和优化工艺方案等方案提出了具体实施办法,成功地解决了这些难点,达到了很好的效果。
关键词:车身;柔性焊装线;控制设计
上汽通用五菱汽车股份有限公司(简称SGMW)要投放埃及市场一款自主开发的国内畅销车型N300,按照公司策略,输出形式为CKD形式,车身及总装散件从国内KD到通用埃及,车身散件在通用埃及汽车公司焊接成白车身,公司要为通用埃及开发车身焊装线(注:此车身焊装线要同时具备生产N300P的功能),本文深入浅出地介绍了车身总拼线总拼工位的控制原理开发,分析了本次工艺设计难点,介绍了具体实施办法。
1 车身焊装线的总体情况
根据市场需求预测,埃及市场N300车型的年目标销量并不高,所以经双方商定,车身线设计节拍设定为10JPH,此外由于预算及场地限制,结合工艺分析最终确定车身主线为7个工位:地板5个工位,工艺BOP如图1,总拼2个工位,工艺BOP如图2.其中,MB1#为N300&N300P两个车型的侧围及顶盖定位、焊接工位,MB2#为总拼补焊工位。MB1#工位具备了合装定位侧围、定位顶盖、焊接侧围及顶盖的功能,遵照通用埃及的要求,此工位采用纯气动控制的形式,因为此工位夹具数量多且结构复杂,同时实现功能较多,所以此工位的控制原理较复杂,同时因为通用埃及方对安全性及操作性要求较高,所以此工位的操作及维护安全性程度也很高,体现在:采用双手确认按钮、维修安全插销、拼台主气源维修时断气、侧框推动采用锁紧缸、侧框点动推进、侧框到位锁紧等。
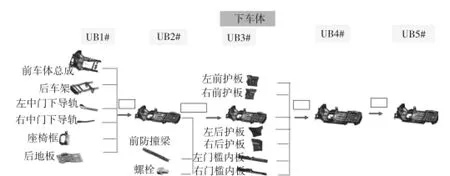
图1 下车体BOP
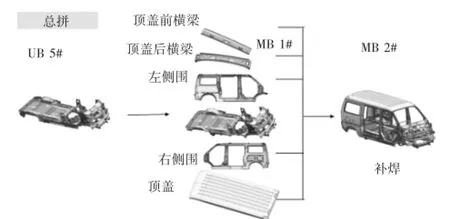
图2 总拼线BOP
2 车身焊装线总拼工位的控制开发
通用埃及汽车公司目前在投产运行的车身焊装线基本上都为通用大宇汽车公司开发,夹具风格具有一定的延续性,同时车间操作人员的操作习性也基本上养成,所以通用埃及对操作方面的要求很简单,但同时要求也很高,即参照他们现有生产线的控制方式。所以控制原理的设计也要综合考虑,既参照他们的基本规范也综合考虑N300&N300P车身线的工艺性。3个控制关键点如下。
(1)采用多人双手同时操作,有效避免安全事故的发生。
针对MB1#工位,此工位共有4名操作工(其中2名低台操作工兼顾MB2#工位的操作),2名低台操作工操作滑橇输送机构、侧框推进机构及车架主定位夹具,1名员工操作夹具,另外1名员工按双手确认按钮;主定位夹具夹紧后,另外2名高台操作工操作侧框夹具及顶盖夹具,1名员工操作夹具,另外1名员工按双手确认按钮,夹紧完毕焊接。关键要素为:每2名操作工必须同时操作控制按钮,夹具才可以动作,1名员工按双手确认按钮(且在此处采用了SMC的VR51系列双手操作控制阀,双手同时操作的时间差在0.5 s以内,控制阀才有输出,确保安全作业),另1名操作工1只手按确认按钮的同时操作手动阀驱动夹具动作(且在此处采用了SMC的VR2110系列气动延时阀,根据需求可以设定2名操作工的操作时间,如超出此时间需要2名操作工重新按确认按钮才能操作夹具,可以有效避免按双手确认按钮的操作工采用极端方式:比如采用重物压在双手确认按钮上而去进行其他操作)。综上,此种操作形式的优点是所有员工都参与控制,避免安全事故的发生,如图3、4、5所示。

图3 单双手操作安全性比较

图4 双手操作控制原理

图5 操作开关实物展示
(2)总拼侧框推动机构的控制原理
侧框推动机构采用带锁缸驱动,众所周知,带锁缸停止位置精准,安全性高,然而控制带锁缸的基本原理也相对较复杂,此工位需要综合考虑:①侧框推动要实现点动控制,也就是人手按操作按钮,侧框推进,人手抬起,侧框停止;②侧框配备安全插销(检修时需要插上安全插销,安全考虑),需要做到插上安全插销,整个拼台气源切断,同时带锁气缸自动锁紧。
要实现第1点,我们采用了按钮控制和手动阀控制相结合的形式,扩大了单手确认按钮的作用:按下确认按钮,驱动手动阀换向之后,侧框推动气缸开始动作,此时它的动作受确认按钮的控制,如果松开确认按钮,那么侧框就停止动作,再按下去,侧框继续动作。实现此功能的优点不言而喻:如果出现异常情况,人手抬起,侧框即停止,时间最为短暂,最为安全,实现此功能的气路原理如图6所示,采用控制按钮与操作手柄相结合的形式,可以实现点动控制如图6所示。
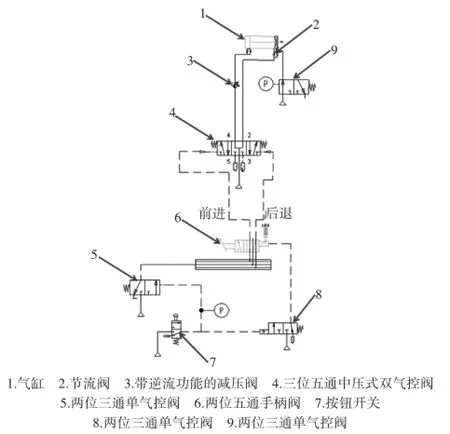
图6 侧框推动带锁缸的控制原理
控制原理阐述如下:手压按钮7,转换手柄阀6,气缸1可以运行,侧框可以进出,手离开按钮7,阀5立即断气,手柄阀6也相应断气,阀4回到中间位置,推动气缸有杆腔及无杆腔通过减压阀3实现压力平衡,停止在此位置;与此同时P断气,阀9立即断气,带锁缸锁头立即锁紧。综合以上,侧框立即停止移动,充分保证安全。
要实现第2点,采用了检测开关检测插销,会输出1个信号给拼台气源主控阀,断掉主控阀的压缩空气,整个拼台的压缩空气就断掉了,同时带锁缸的驱动阀也不再给带锁缸供给压缩空气,带锁缸的锁头气缸采用两位三通阀来控制,进气也为主气源供给,主气源断掉的同时带锁缸也自动锁紧,不再有动作,工作原理:1、3开关压紧,则没有压缩空气到Y口,Y口断气,阀5立即断气,拼台主气源切段;同时提供左右侧框L、R两个气源的阀2和4也被切断,锁紧气缸的锁头控制阀6和7断气,锁头锁紧,确保维护过程中的安全。气路原理如图7所示,实物如图8所示。

图7 安全插销在拼台控制中的应用
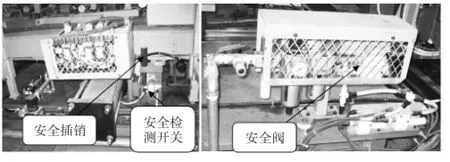
图8 安全插销及安全阀的实物照片
(3)顶盖部位夹具控制介绍
顶盖部份夹具有2个定位过程:一是,定位侧围及顶盖前后横梁(此时顶盖未安装),焊接侧围与下车体搭接及顶盖前后横梁;二是,定位顶盖、焊接顶盖与侧围及前后横梁搭接。这两个过程中,必须保证夹具不能误动作,因为安装顶盖后定位侧围的夹具如果有误动作,会直接打坏顶盖,后果是整台白车身报废。为做到100%安全,增加了顶盖的零件检测开关,确保顶盖夹具的驱动气阀只有在顶盖检测开关给气的情况下才可以驱动气缸动作,确保安装顶盖前后的夹具动作不会出错。夹具结构如图9、10所示。
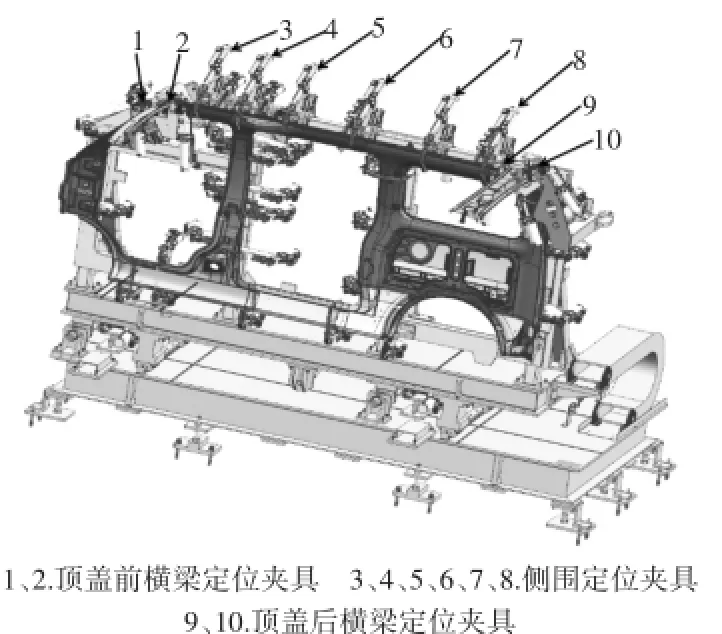
图9 总拼夹具结构-1

图10 总拼夹具结构-2
4 结束语
总拼工位设计功能非常高,要满足侧围、顶梁及顶盖安装,员工操作安全性要求高,通过控制方式优化设计,完全满足了各项要求。
通过一年时间的正式生产运行,证明此工位的控制可靠,安全性高,在一次性投入的前提下可有效满足生产的要求,同时维护方便,与传统设计相比极大的提高了开发周期、压缩了开发费用,在车身焊装线开发领域具有广泛的应用价值。
参考文献:
[1]FluidSIM在液压与气动控制仿真实验中的应用[J].虚拟仿真技术探索与实践,2015,32(8):121-125.
[2]周权,张恩坚.滑撬气动举升机构开发设计[J].装备制造技术,2015,(3):117-119.
[3]SMC(中国)有限公司.现代实用气动技术[M].第3版,北京:机械工业出版社,2008.
Framing Station Control Design of the Body Welding Line of N300 CKD Project
YANG Xu-lei
(SAIC GM Wuling Automobile Limited by Share Ltd.,Technical Center,Liuzhou Guangxi 545007,China)
Abstract:This paper expounds the control principle development of the body welding line of SGMW N300 CKD project,analyses the difficulties in this design and put forward implementation measures from the aspects of lower investment and optimize process plan,which successfully solves these difficulties and achieves goods effects.
Key words:Body;Flexible welding line;control design
中图分类号:TP27
文献标识码:B
文章编号:1672-545X(2016)03-0131-03
收稿日期:2015-12-11
作者简介:杨旭磊(1980-),男,河南鲁山人,工程师,在职研究生,主要从事汽车制造厂设备控制系统及自动化技术研究设计工作。
