钽制喷淋器塔节损坏分析及改进措施
2016-07-15王娅辉叶建林付维军
王 鹏,王娅辉,叶建林,付维军
(西安优耐特容器制造有限公司,陕西 西安710201)
钽制喷淋器塔节损坏分析及改进措施
王鹏,王娅辉,叶建林,付维军
(西安优耐特容器制造有限公司,陕西 西安710201)
摘要:钽制喷淋器塔节是某磷酸项目中的核心设备,主材是钽-铜-钢复合板,其加工难度大,造价高昂。由于设备制作方设计以及制造原因,塔节在使用中出现泄漏失效,需要重新制作。通过对塔节损坏原因进行深入分析和探讨,并总结出相关原因。最后为喷淋器的重新制作提出改进措施。
关键词:喷淋器;钽;钽-铜-不锈钢复合板;焊接热输入
金属钽能在多数环境下迅速生成表面致密的氧化膜,由于这种优良的保护膜,钽具有极其优异的耐腐蚀性能。除了氟、氢氟酸、含氟离子的碱性溶液,发烟硫酸和强碱以外,钽在大多数介质中都不受腐蚀[1]。钽在磷酸中的耐腐蚀性也较好[2]。
随着国内外化工行业的飞速发展,一些新工艺相继应用,加之对环保要求的提高,在制药、化工等行业针对硫酸、盐酸等强酸介质的设备要求也越来越高[3]。钽钢复合材制设备的研究和应用也越来越多。其特殊的材料和使用环境使得在前期设计、材料准备、设备加工等各个环节均有较高的技术要求,特别是设备结构设计合理性、焊接等方面的考虑和控制,对设备安全使用有着非常重要的作用。本文对钽制喷淋器塔节损坏原因进行分析,并针对重新制作提出改进措施,为相关使用和制造企业提供借鉴。
1 设备说明
钽喷淋器是国内某磷酸项目的核心设备,是该公司高端磷酸生产的重要环节。因而设备的质量的可靠性对于产品的稳定性具有至关重要的作用。该公司采购的喷淋器在投用后,发生泄漏,导致无法生产。经过原来制作方几次修复后,仍然泄漏。为了维持生产运行,业主委托笔者公司对损坏喷淋器进行检测分析,并委托制作新喷淋器。喷淋器设备技术参数见表1.
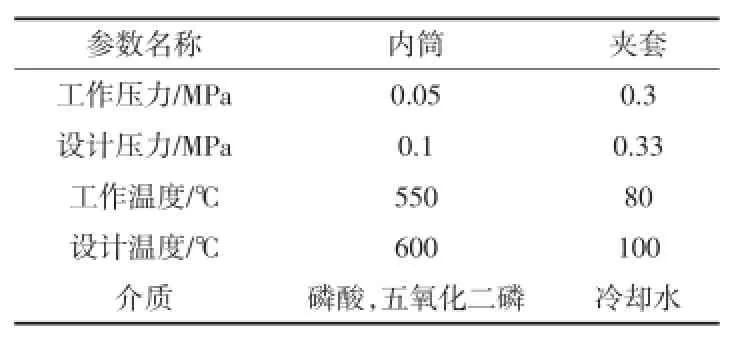
表1 喷淋器设备技术参数
喷淋器为立式设备,内筒体采用钽-铜-不锈钢复合板,设备上分三层各均布4个喷淋孔。设备在采用夹套结构,夹套内为冷却水,用于冷却内筒。设备简图如图1所示。
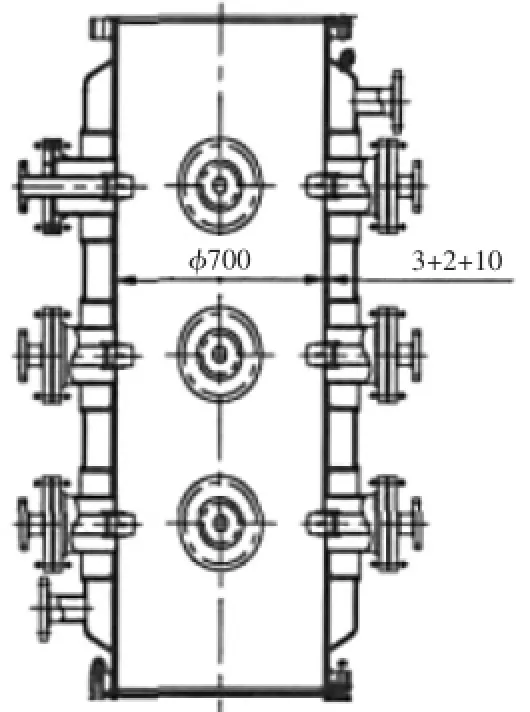
图1 喷淋器结构示意图
2 损坏情况分析
结合设备的特征和应用情况,确定了检测内容,即外观检查、钽层外表面100%PT、内筒钽焊缝气密检测、钽钢复合板UT、衬筒材料成分检测。
2.1外观检查
设备最上层四个接管中的接管1发现明显的破损,大小约1 cm×2 cm;接管2也有明显的裂纹,内衬钽管母材出现明显开裂,如图2所示。

图2 设备损坏情况
2.2钽层外表面100%PT
通过对筒体内壁进行100%PT,检验结果见表2.
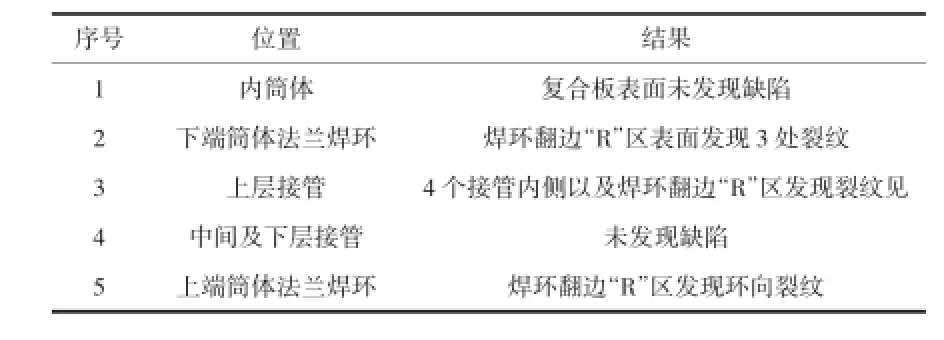
表2 PT检测结果
2.3内筒钽松衬部位气密检测
检测结果:
(1)除钽层明显开裂的接管外,还发现了另外两个存在贯穿性裂纹的接管见图3.
图3 接管泄漏
(2)在检测纵、环焊缝时发现,钽层明显开裂的接管松衬腔体与纵、环焊缝腔体已贯通,推断该接管周边复合板已经出现了分层。
2.4筒体复合板UT
针对设备筒体进行UT,验证了上述接管内翻边连接处以及周边复合板边沿出现了分层,见图4.
图4 筒体UT检验发现分层
2.5化学成分检查
针对明显损坏的接管1衬管取样进行化学成分分析,结果如表3所示,从检测结果可以看出,此部分材料金属元素W、Fe、Ti,非金属及Si、O、H、N含量均出现异常。

表3 钽衬管材质化学成分
3 原因分析
3.1结构设计不合理
钽从300℃开始就强烈的与空气中的氧、氢、氮等气体反应,生成脆性化合物,使金属硬度提高而塑性下降,对金属钽塑-脆转变温度影响较大[4]。喷淋器接管内侧以及上端筒体法兰焊环由于冷却水冷却无法全部覆盖,导致钽表面暴露在550℃的环境中,钽发生吸氢吸氧并且脆化,最终材料发生性变直至破损,设备损坏。
3.2接管焊缝失效
原因是焊接过程中没有控制好焊接热输入,导致晶粒粗大,导致铜(甚至钢)层的外翻,最终使焊缝出现失效泄漏。
3.3设备翻边R区裂纹
接管翻边R区失效以及法兰翻边失效的原因主要同3.1分析,是上部区域温度过高,没有得到有效的冷却,导致钽吸氢吸氧脆化,而翻边R区是成型应力集中,且减薄最明显的部位,在应力不断释放的过程中发生裂纹。
3.4复合板不贴合
针对2.5中UT检测发现钽-铜-不锈钢复合板出现明显不结合区域,分析有以下几种可能原因:
(1)钽-铜-不锈钢复合板爆炸难度大,体现在材料稀有、没有相关标准、技术和经验借鉴、从炸药的装药量以及起爆位置的选择等等都处于摸索阶段。所以复合板制作过程中不贴合是失效的原因之一。
(2)卷筒工艺缺陷、卷筒设备缺陷以及人员操作控制不当过程都有可能导致复合板分层。
(3)焊接过程由于制作单位采用直流氩弧焊接,焊接热影响区较大,焊接使钢基层与过渡层之间在焊接热量作用下形成了金属间化合物,这些化合物将会直接影响复合板的贴合强度[3],导致出现分层缺陷。
(4)由于设备多次检修,在现场施工焊接内翻边时,热输入控制不当、翻边贴合敲击等均是复合板分层可能因素。
4 改进措施
业主委托笔者单位重新制作一台钽喷淋器。对于新的喷淋器,笔者单位通过多方论证和讨论,针对其它厂家制作的上述缺陷以及相关原因进行总结。最终提出以下几点改进措施。
4.1夹套冷却形式
更改夹套结构,采用全夹套形式(见图5),尽量保证喷淋器上法兰翻边以及接管的冷却。
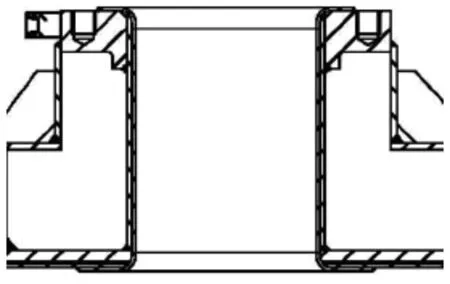
图5 接管全夹套形式
4.2焊接控制
焊接是设备制作的核心过程,是决定设备质量的关键因素,所以焊接控制是设备加工中必须重视的环节。对于喷淋器的制作,在满足相关标准和图纸要求的前提下还应注意:一是,严格控制相关焊接环境;二是,宜采用热影响区更小的交流脉冲氩弧焊。
4.3翻边控制
翻边在成型后选用合适工装,尽量减小翻边冲压过程的减薄;考虑对相关翻边进行消应力处理。
4.4复合板控制
主要从材料选择和控制,炸药选择和起爆位置等方面控制,严格遵守企业相关标准。由于国内没有相关钽钢复合板标准,所以复合板参照NB/T47002.3 -2009《压力容器用爆炸焊接复合板第3部分:钛-钢复合板》中B2级进行制造验收,避免分层。
截止笔者发文,笔者公司制作的喷淋器已经交付业主使用,结果反馈良好。
参考文献:
[1]胡忠武,李中奎,张小明.钽及钽合金的工业应用和进展[J].稀有金属快报,2004,(23):8-10.
[2]天华化工机械及自动化研究设计院.腐蚀与防护手册第二卷:耐蚀金属材料及防蚀技术[M].北京:化学工业出版社,2006:543.
[3]邢炜,叶建林.钽钢复合板钽覆层的焊接工艺研究 [J].钛工业进展,2011,(28):38-40.
[4]黄伯云,李成功,石力开,等.中国材料工程大典(第5卷):有色金属材料工程(下)[M].北京:化学工业出版社,2006:198.
Failure Analysis and Improvement Measures of Tantalum Spray Tower
WANG Peng,WANG Ya-hui,YE Jian-lin,FU Wei-jun
(Xi'an United Pressure Vessel Co.,Ltd,Xi'an Shaangxi 710201,China)
Abstract:Tantalum spray tower is the core equipment in phosphoric acid project.The main material is tantalumcopper-steel clad plate;its processing work is difficult and the cost is high.Because of the design and fabricating of original manufacturer,the spray tower leaked in the operation period,and needed to make a new one.The article deeply describes the damage reasons of tantalum sprayer,and summarizes related causes.Finally,the article supplies the improvement measures for spray tower processing.
Key words:spray tower;tantalum;tantalum-copper-stainless steel clad plate;welding heat input
中图分类号:TQ050.7
文献标识码:B
文章编号:1672-545X(2016)03-0102-03
收稿日期:2015-12-03
作者简介:王鹏(1980-),男,西安人,工程师,现从事稀有金属化工设备的市场开发、设计和研究工作。
