用MPL系统升级MTC系统在成型机上的应用*
2016-07-14尹国鹏薛彩霞软控股份有限公司山东青岛266042
尹国鹏,薛彩霞(软控股份有限公司,山东 青岛 266042)
用MPL系统升级MTC系统在成型机上的应用*
尹国鹏,薛彩霞
(软控股份有限公司,山东青岛266042)
摘要:MTC系统的设备经过MLC系统升级,解决了网络浮动、操作困难,难于修改和维护、备件缺失等一系列问题。运行平稳可靠,扫描周期更短,响应速度更高,平均每条胎生产节约10 s左右,每班提高约10%的产量,使上位机信息化显示能够保证设备故障在短时间内得到解决。
关键词:成型机;控制系统;力士乐;驱动器;触摸屏;上位机
*指导老师:陈晓军
0 前言
成型环节是轮胎生产过程中最复杂的工序,成型机的配置与操作平台对轮胎生产的质量和效率有着决定性的作用,先进灵活的控制系统和友好的操作界面是成型机自动化操作的关键因素。过于老化/固化的控制系统,一方面难以满足现代工艺的多变,另一方面对于维护保养要求极高,其中包括需要资深的技术人员、陈旧甚至早已停产的配件,这都给轮胎企业造成很大的负担。即使经过一般性改造,设备动辄停产半月以上,对于企业非常紧张的生产安排也是非常不利的,这将直接影响到订单的完成和利润的实现。因此,用一种新技术代替老版本的控制系统势在必行。
1 MTC200 硬件配置和工作原理简述
MTC-CNC系列控制器是博士力士乐公司的产品,研发于1988年,开始最多可以运行16个伺服轴,在当时属于非常先进的控制系统,后来经过升级到32个伺服轴同步控制,MTC200于1996年完善到CNC/ PLC全程无障碍通讯 ,用于工业生产。其控制核心组件和上位机如图1所示。

图1 MTC200 板卡和人机界面BTV30
1.1MTC200硬件组成
MTC由两块ISA-BUS 板卡组成,分别是控制动力系统等的MTC-P 板卡和专用与InterBus 挂分散式工作站、阀岛等的MTS-P板卡;一块含有6个处理器和8通道数字驱动PAP板卡(PC-104) 。其主要集成功能如下:
• Interbus-S master module (PC-104)
2048 inputs / 2048 outputs
• Profibus-DP master/slave module (PC-104)
512Bytes input / 512Bytes output
• DeviceNet scanner module (PC-104)
512Bytes input / 512Bytes output
• Serial Interface module (PC-104)
2 x RS-232, 2 x RS-422
通过图1可以看到,此上位机有非常多的功能按钮,没有触摸功能,导致操作非常不方便;切换动作要经过复杂的按钮操作,对操作人员要求很高。对于客户的技术员来说,修改配置画面或者增加功能基本上不可能实现。
1.2MTC200控制系统简述
基于MTC的控制系统非常不方便操作,更不利于功能增加,日常维护效率极低,因为绝大多数硬件已经停产,一旦发生坏件,设备只能停产或者用非常高的价钱从特殊渠道购买备件。于是,很多企业纷纷寻求一种在不改变现有电机、电缆等常规件的情况下,升级控制系统到最新版本来解决备件、维护技术、工艺升级可实现等问题的方案。MLC控制系统完全能够满足此类替换升级需求。
2 MLC控制系统替换升级方案
2.1整体改造网络拓扑总览
控制系统SPS由现在主流的MPL代替,集成了以太网和DP网,其中以太网用来连接自主研发的第三方上位机,实现现场灵活控制,画面增删自由,随时满足工艺变化和设备监控、部套维护的需求,同时接入交换机,给程序监控和修改提供以太网络,用自己的笔记本在办公室就可以修改程序,监控状态。
分布式IO的网络换成Profibus,原来的inter bus网络不稳定,增删站点非常难实现,甚至有掉站(IO浮动)导致输出混乱的危险。 参见图2。
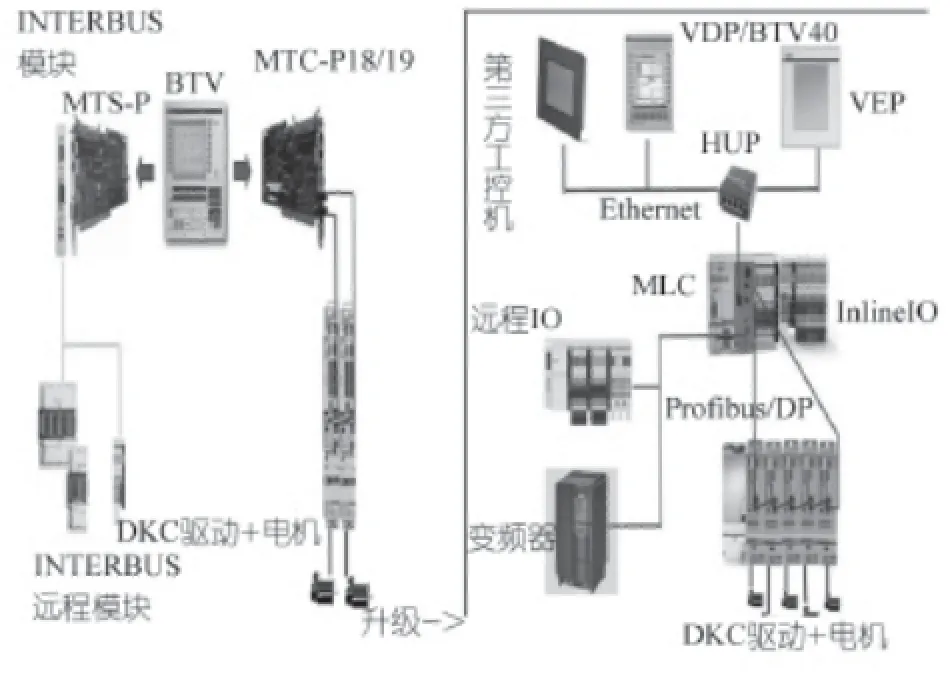
图2 升级结构拓扑图
2.2升级方案执行之替换MLC40
改造的第一步当然是要替换cpu,重新布局现场的输入和输出。MLC40在结构功能设计和使用中体现出很大的优越性,它基于模块化的控制平台紧凑型设计,利用嵌入式PC技术,尤其是AMD Geode 500 MHz,64 MB 存储空间,并且无需电池,断电保持功能,没有风扇、硬盘等易损件,同时板载有8输入和8输出小于500 us的高速IO,固化只有03V或者04V两个版本的 firaware,参见图3。
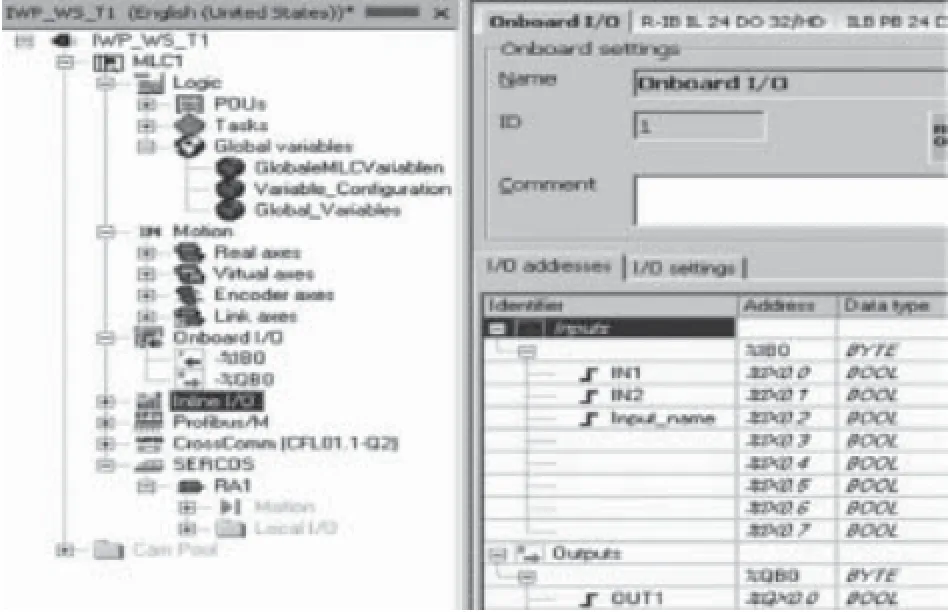
图3 组态IO
在IndraWorksEngineering软件中的控制器件库里找到MLC40后插入,设置IP地址,执行Firmware下载刷新后,注意要重启一次MLC。通讯成功后,组态分布式IO,这一步非常关键,它用于完成现场工作站点组态,因为这是改造项目,必须完全或者照顾大部分已经存在的站点分配,才能节约后面查点和接线的工作量。
2.3升级方案执行之升级驱动IndraDrive
HCS02 系列驱动器与MLC系列完美配合,是当前主流控制驱动器,集成功率部分和控制部分两个大模块,包括RS232接口、编码器仿真、快速数字量输入输出、24 V电源转换等辅助输入输出接口。其控制部分基于Sercos网络通讯,众多驱动器与MLC形成闭环,实现伺服高速响应和精准定位。在IndraWorks中新建实轴,配置好参数信息,设定地址,根据向导完成添加。
添加完成所有的伺服轴之后,更改驱动参数,根据实际应用悬在旋转或者直线,设定模数、增益等控制参数,据左侧设置向导完成配置。和其他控制系统一样,基于Profibus 的IO网络需要伺服驱动良好接地,否则在后面运行时候会出现很多奇怪的问题,比如IO站点丢失,伺服定位不准确,不动作等互相干扰的情况。
2.4升级方案执行之升级触摸屏
由以太网传输至MLC40 的信息画面,可以选择第三方工控机,也可以选择力士乐控制系统本身的工控触摸屏IndraContol。其中第三方包括自主研发的Delphi 画面、VB画面、或者西门子Wincc系列甚至AB的SE系列上位机软件都可以用来通讯,并且更改随意,对日后现场维护甚至修改工艺增加动作都没有太高的技术要求。
新的上位机画面(图4)包括整个设备伺服轴、关键部套的参数和运行数据,对于整个设备工步的动作提示、停止原因和处理办法都有显示,而整机控制上,通过配方和参数的立体化,对滚压、成型等关键动作参数修改更加细腻可视,从而保证了轮胎成型的质量和效率。根据客户的要求可以对班产统计、权限管理、进行在线权限分配,使设备管理规范化。通过上位机的改造,直接把很多年前的设备与当前先进的理念连接起来,降低了操作难度、维护难度。

图4 改造后的上位机主画面
3 结束语
MTC系统的设备经过MLC系统升级,解决了网络浮动、操作困难,难于修改和维护、备件缺失等一系列问题。综上所述,MLC系统具有如下优点:
(1)稳定性好。因脱离工控机,MLC自己有独立的系统,不会受到工控机上病毒或者其操作系统不稳定而受到影响。CPU主导Sercos、Profibus、Ethernet网络,不会受到下控网络干扰。不需要电池等易损附件,程序可以稳定、安全运行。
(2)经济性高。在设备改造过程中,除了没有配件的过老的上位机、几乎绝迹的ISA板需要替换外,保留了电机、电缆、甚至部分驱动器,节约了大量成本。
(3)可升级性。MLC是一个相对开放的控制系统,其程序界面和AB、Siemens等软件相当,可以运行在XP系统中,承接了很大一部分的基于Windows操作习惯,在后期的维护中,保留下的老的DKC驱动器还可以用于新的IndraDrive系列电机、驱动代替,只需要简单配置参数即可,升级简单快速,解决了后续备件的困扰。
实践证明,本改造方案执行完成投入生产后,运行平稳可靠,扫描周期更短,响应速度更高,平均每条胎生产节约 10 s左右,每班提高约 10%的产量,最关键是上位机信息化显示能够保证设备故障在短时间内得到解决,得到使用单位的一致好评。
Application of upgrade MTC system with MPL system in tire building machine
(R-01)
Application of upgrade MTC system with MPL system in tire building machine
Yin Guopeng,Xue Caixia
( MESNAC Co.,LTD.,Qingdao 266042, Shandong, China)
Key words:building machine; control system; rexroth drive; touch screen; upper computer
Abstract:the equipment of the MTC system upgrade by MLC system, solved the network f oating, diff cult operation, diff cult to modify and lack of maintenance, spare parts and a series of problems.After upgrading the operation more smoothly and reliable, scan cycle shorter, response speed higher,each tire production save about 10 s, per shift increase about 10% of production.
中图分类号:TQ330.493
文章编号:1009-797X(2016)13-0059-03
文献标识码:B
DOI:10.13520/j.cnki.rpte.2016.13.012
作者简介:尹国鹏,男(1984-)2007年7月毕业于山东大学控制科学与工程学院,中级工程师,现在软控股份有限公司任职工程胎控制技术主管。
收稿日期:2015-10-30
