水泥智能优化控制系统的应用研究
2016-07-13王靖艾军魏灿朱金波
王靖,艾军,魏灿,朱金波
水泥智能优化控制系统的应用研究
王靖,艾军,魏灿,朱金波
本文介绍了天津水泥工业设计研究院有限公司最新开发成功的水泥智能优化控制系统。主要内容包含该系统的工作原理、软硬件配置以及主要功能等,并重点介绍了该系统的实际控制效果。
智能控制;优化控制;模块控制;节能降耗
1水泥智能优化控制系统简介
水泥智能优化控制系统(TCOCS)(Cement Optimization Control System)是由天津水泥工业设计研究院有限公司电气自动化设计研究所开发,专门针对水泥厂复杂的生产过程而研发的一款新型智能控制系统。该系统采用多变量预测控制、模糊控制、鲁棒控制、最优控制和自适应控制等多种先进控制技术,可实现原料粉磨、烧成窑尾、烧成窑头、水泥粉磨车间所有关键生产环节的过程优化控制,并能够及时检测及自动处理经常发生的特殊工况,达到安全、稳定、优化的自动控制效果。
采用TCOCS系统,预计能使水泥生产增产1%~12%,过程变动性减少40%~80%,从而减少废料和原料,单位能耗减少1%~10%,使达到环境排放法规所需的成本降低约50%,在不超过环境限制的前提下最大限度地提高产质量,同时维持安全稳定生产;能极大降低操作员的工作强度,大大提升企业的自动化、信息化管理水平,能给企业带来可观的经济和社会效益,增强企业的综合竞争力。
2水泥智能优化控制系统的主要特点和工作原理
TCOCS系统采用了多变量预测控制、模糊控制、鲁棒控制、最优控制和自适应控制等先进控制理论,实现了水泥生产各个主要车间关键环节的智能优化控制。TCOCS系统以天津水泥工业设计研究院有限公司雄厚的技术支持为基础,集合了大量水泥生产工艺知识及操作经验,更加贴合水泥生产过程的实际工况。由于该TCOCS系统采用了预测控制理论,能够预测过程变量的变化趋势,因此控制效果更加精确,不仅能够稳定控制过程变量,还能够确保过程变量在最优状况下运行。

图1 TCOCS系统工作原理图
TCOCS系统分为原料粉磨、烧成窑尾、烧成窑头、水泥粉磨四个子系统,每个子系统中都有若干控制模块,可以按照用户需求灵活定制子系统和控制模块,也可以根据用户要求增加其他控制模块和控制要求。
TCOCS系统通过OPC服务器采集DCS数据。采集到的数据通过信号处理模块的滤波、软仪表、失效数据检测、噪声检测等方式进行处理。处理完成的数据部分用于生产工况监视模块,用来及时发现特殊工况并进行相应的自动控制;部分用于先进控制算法模块,用来计算目标控制变量的变化幅度,从而进行智能优化控制;部分用于监视设备和软件的运行情况,从而及时发现异常现象并自动处理,处理不了的情况可语音报警提醒操作员手动干预(见图1)。
3水泥智能优化控制系统的主要功能
TCOCS系统按照生产工艺划分为原料粉磨、烧成窑尾、烧成窑头、水泥粉磨四个子系统,每个子系统中包含的具体控制模块如下:
3.1原料粉磨系统
控制点有原料磨喂料量、选粉机转速、研磨压力、喷水量、循环风阀、V型选粉机风机转速、原料磨入磨冷热风阀等。
测量点有原料质量参数、原料磨差压、磨主电机电流、循环斗式提升机电流、原料磨出口温度、缓冲仓仓重等。
扰动变量测点有磨机震动、比表面积、筛余。
控制目标:在保证原料质量的前提下尽量提高产量,降低粉磨质量的波动,降低电耗,减少操作员的工作量,可对辊磨和辊压机进行控制。
实现的控制模块有:
(1)辊压机仓重自动控制模块。只需预先给定仓重的目标值,该模块即可通过控制原料调配的喂料量、选粉机转速等变量来自动控制辊压机的仓重。
TCOCS系统原料粉磨子系统(辊压机)控制界面见图2。

图2 TCOCS系统原料粉磨子系统(辊压机)控制界面
(2)原料辊磨差压自动控制模块。对于原料辊磨,只需预先给定原料辊磨差压的目标值,该模块通过参考辊磨外排量,同时考虑磨机震动值,控制辊磨喂料量和选粉机转速来自动控制辊磨的差压。
(3)原料辊磨出口温度自动控制模块。只需预先给定原料辊磨出口温度的目标值,该模块通过参考辊磨入口温度,控制辊磨入口冷风阀或热风阀来自动控制辊磨的出口温度。
3.2烧成窑尾系统
控制点有分解炉喂煤量、窑喂料量、窑转速、窑头喂煤、高温风机转速、煤磨进料量、煤磨入口冷热风阀、高温风机转速等。
测量点有分解炉出口温度、C5下料温度、窑喂料量、窑电流、游离钙含量、二次风温、三次风温、烟室温度、预热器各级压力、预热器各级温度、煤磨差压、煤磨选粉机转速、煤磨外排量、煤磨出口温度、煤磨入口温度、窑内O2、CO和NOx含量等。
控制目标:稳定并最优化烧成工况,确保良好的烧成条件,稳定产品质量,提高产量,降低煤耗和电耗,稳定O2、CO和NOx含量,减少操作员的工作量等。
实现的控制模块有:
(1)窑尾喂煤自动控制模块。只需预先给定分解炉出口温度的目标值,该模块通过控制窑尾喂煤量,同时参考生料喂料量、三次风温、烟室温度等变量来自动控制分解炉出口温度。
(2)窑头喂煤自动控制模块。根据窑电流、二次风温、三次风温、烟室温度、窑内NOx含量、游离氧化钙含量等变量预估出窑内的烧成带温度,进而根据烧成带温度情况调整窑头喂煤量、窑喂料量、窑转速、高温风机转速等变量来自动调节烧成带的温度。
(3)煤磨差压自动控制模块。对于煤辊磨,只需预先给定煤磨差压的目标值,该模块通过参考煤磨外排量,控制煤磨喂煤量和选粉机转速来自动控制煤磨的差压;对于煤管磨,只需预先给定煤磨差压的目标值,该模块通过参考煤磨外排量,控制煤磨喂煤量及V型选粉机风机转速来自动控制煤磨的差压。
(4)煤磨出口温度自动控制模块。只需预先给定煤磨出口温度的目标值,该模块通过参考煤磨入口温度,控制煤磨入口冷风阀或热风阀来自动控制煤磨的出口温度。
TCOCS系统烧成窑尾子系统控制界面见图3、图4。

图3 TCOCS系统烧成窑尾子系统分解炉温度控制界面

图4 TCOCS系统烧成窑尾子系统煤磨控制界面
3.3烧成窑头系统
控制点有篦冷机篦速、窑喂料量、篦冷机各室风机转速/阀门开度、窑头排风机转速等。
测量点有篦冷机篦下压力、篦冷机各风室压力、窑头负压、收尘器入口温度、熟料温度、二次风温、三次风温等。
控制目标:稳定并最优化烧成工况,确保良好的冷却条件,稳定产品质量,提高产量,降低电耗,稳定O2、CO和NOx含量,减少操作员的工作量等。
实现的控制模块有:
(1)篦冷机篦速自动控制模块。只需预先给定窑喂料量,该模块通过控制篦冷机的篦速来自动控制篦下压力到一个合理的范围内。
(2)窑头负压自动控制模块。只需预先给定窑头负压的设定值,该模块通过控制窑头排风机的频率来自动控制窑头的负压。
(3)各室风机自动控制模块。只需预先给定篦冷机各室压力的设定值,该模块通过控制各室风机的频率(变频风机)或风门的开度(定频风机)来自动控制各室的压力。
TCOCS系统烧成窑头子系统控制界面见图5。

图5 TCOCS系统烧成窑头子系统控制界面
3.4水泥粉磨系统
控制点有水泥磨喂料量、选粉机转速、研磨压力、喷水量、循环风阀、V型选粉机风机转速、石膏量、水泥磨入口冷热风阀等。
测量点有水泥磨差压、水泥磨外排量、水泥磨主电机电流、循环斗式提升机电流、水泥磨出口温度、水泥磨入口温度、水泥磨缓冲仓仓重等。
控制目标:在保证水泥质量的前提下尽量提高产量,降低粉磨质量的波动,降低电耗,减少操作员的工作量,可对球磨、辊磨和辊压机进行控制。
实现的控制模块有:
(1)水泥磨差压自动控制模块。对于水泥辊磨,只需预先给定水泥磨差压的目标值,该模块通过参考辊磨外排量、磨主电机电流、循环斗式提升机电流等,控制水泥磨喂煤量和选粉机转速来自动控制水泥磨的差压;而对于水泥管磨,只需预先给定水泥磨差压的目标值,该模块通过参考水泥磨外排量及循环斗式提升机电流,控制水泥磨喂料量及V型选粉机风机转速来自动控制水泥磨的差压。
(2)水泥磨出口温度自动控制模块。只需预先给定水泥磨出口温度的目标值,该模块通过参考水泥磨入口温度,控制水泥磨入口冷风阀或热风阀来自动控制水泥磨的出口温度。
4水泥智能优化控制系统的软硬件配置
TCOCS系统一般安装在TCOCS操作站中,通过OPC服务器与DCS系统进行数据读写操作(见图6),进而达到控制现场设备的目的。TCOCS系统所需要的安装环境非常简单。软件环境只需要操作系统使用Windows XP以上(推荐Windows7),并安装Microsoft SQL Server 2008数据库即可。硬件环境要求CPU采用Pentium IV处理器或更好,双CPU处理器,2GHz或更高;内存需要1GB以上(推荐4GB);硬盘需要80GB以上(推荐160GB);显示器需要显示性能至少256色,分辨率至少1024 768或以上;配备TCP/IP协议,搭建局域网用于连接到DCS系统(推荐双网卡,另一个连接到Internet网络,用于远程登录调试)。

图6 带TCOCS服务器的DCS架构图
5水泥智能优化控制系统的控制效果
TCOCS系统已经成功在山东莒州水泥和大连天瑞水泥投入使用,取得了出色的控制效果。该系统投用之后,分解炉温度波动范围迅速收敛,能在正常工况条件下i 5℃以内波动,甚至能长期保持在i 2℃范围之内,全工况在i 10℃之内波动。相比之前人工手动控制,波动范围缩小了75%,大幅提高了分解炉温度的稳定程度,大大改善了烧成系统的工况,稳定了产品质量(见图7)。此外,该系统安全可靠,在正常工况下能够长期安全稳定运行,最大限度减少生产过程的波动。系统投运率能够达到99%以上,极大降低了操作员的劳动强度。

图7 分解炉喂煤智能优化控制模块投运与手动控制效果对比
投用TCOCS系统之后,篦冷机一室篦下压力波动范围迅速收敛,能在正常工况条件下i 200Pa以内波动,甚至能长期保持在i 150Pa范围之内,全工况在i 300Pa之内波动(见图8)。相比之前人工手动控制,波动范围缩小了70%,大幅提高了篦冷机篦下压力的稳定程度。投用TCOCS系统之后,窑头负压波动范围迅速收敛,能够在正常工况条件下i 20Pa以内波动,甚至能长期保持在i 15Pa的范围之内,全工况在i 25Pa之内波动(见图9)。相比之前人工手动控制,波动范围缩小了80%,大幅提高了窑头负压的稳定程度。

图8 一室篦下压力智能优化控制模块投运效果图
6 结语
TCOCS系统在水泥生产线上的成功应用表明,该系统能够大大改善水泥生产过程的稳定性,提升产品质量。当生产变量发生变化时,该系统反应灵敏、跟踪迅速,控制效果明显。采用该系统,能够极大降低操作员的工作强度,解决不同水平操作员操作效果悬殊这一难题,最大限度减少人为因素对水泥生产过程的影响。此外,经短期推算,该系统能够降低烧成过程的煤耗,提高篦冷机的冷却效率,能够达到节能降耗减排的控制效果,给投用企业带来可观的经济效益和社会效益,大大提升企业的自动化、信息化管理水平,增强企业的综合竞争力。
Application Research of Intelligent Optimization Control System in Cement Plant
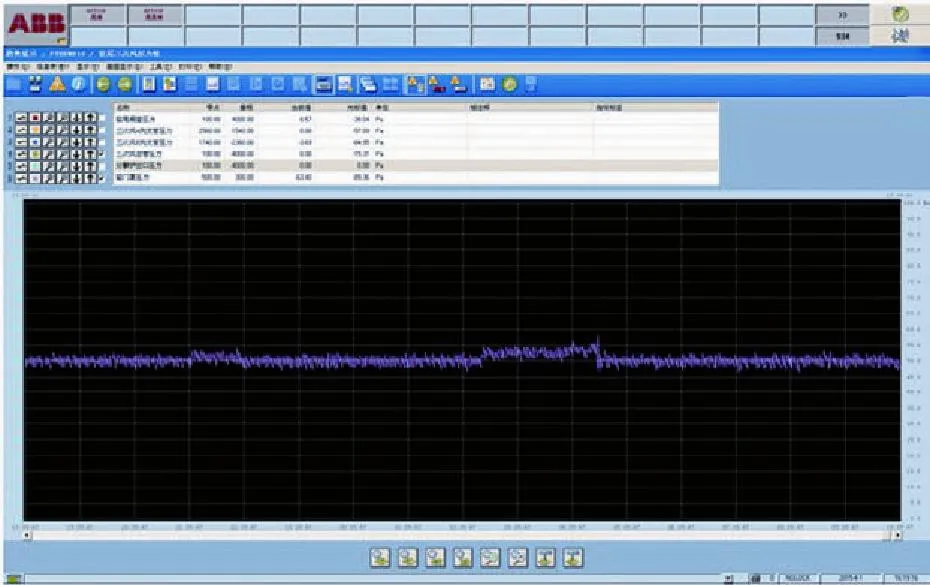
图9 窑头负压智能优化控制模块投运效果图
TP273.5
A
1001-6171(2016)02-0031-04
通讯地址:天津水泥工业设计研究院有限公司,天津300400;2015-11-06;编辑:吕光
