磨损失效的联轴器反求制造技术
2016-07-09林新贵詹欣荣
林新贵,詹欣荣
(广州番禺职业技术学院 机电工程学院,广州 511483)
磨损失效的联轴器反求制造技术
林新贵,詹欣荣
(广州番禺职业技术学院机电工程学院,广州 511483)
摘 要:某公司的滚筒机出现非常大的噪音,且运行速度减速明显,经检查发现是其联轴器磨损严重失效导致的。应用三坐标测量机进行数据采集,通过反求技术进行模型重构,在对其进行工艺分析的基础上,利用多种设备完成了零件的加工,成功地替代了原工件,解决了故障。
关键词:联轴器;反求技术;加工工艺
0 引言
某造纸业公司卷纸车间一条生产线在生产过程中上出现了非常大的噪音,卷纸的速度明显下降,经检查,发现滚筒机上有一套梅花联轴器出现了严重的磨损,必须更换该零部件。但其为进口的精铸件,若进口原零配件,需要耗时一个多月且价格不菲;为了尽快恢复生产,最直接有效的方案就是应用反求技术制造整套联轴器。
1 利用反求技术,实现各零件结构的重构和设计
对滚筒机的联轴器进行拆卸,可拆成联接轴、半联轴器A和B共三部分,其装配图和零件图如图1所示。

图1 联轴器装配图

图2 联接轴零件

图3 半联轴器A和B
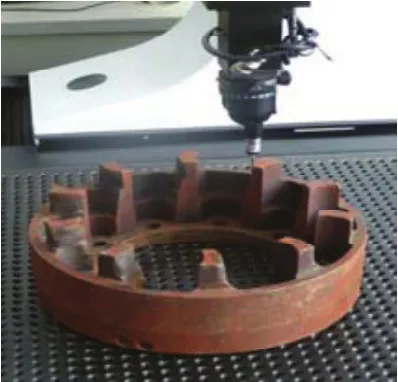
图4 半联轴器B的测量
经观察原联轴器各零件,尺寸较大,结构比较复杂,但轮廓较为简单、无复杂的三维形状。故考虑采用三坐标测量机对实物进行测量(零件测量过程如图4所示);将采集到的数据样点转换到CAD软件中,通过三维软件重构实物的CAD模型(如图5~图7所示),并进行改进设计,使其符合使用要求;最后绘制各零件的工程图(如图8~图11所示),为零件加工做准备。通过三坐标测量机对联轴器各个零件进行测量,梅花联轴器零件图包括以下4个主要简图:图5为梅花联轴器装配结构及零件简图;图6为半联轴器A零件简图;图7为半联轴器B零件简图;图8为联接轴零件简图。

图5 半联轴器A
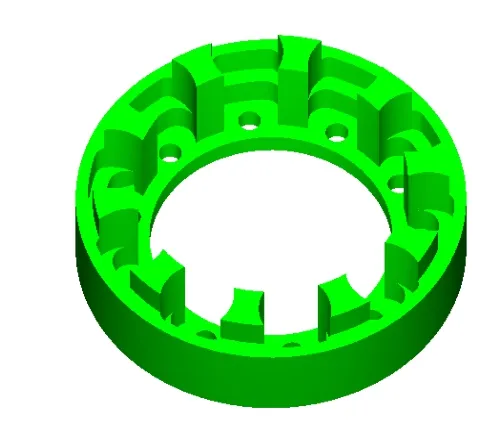
图6 半联轴器B
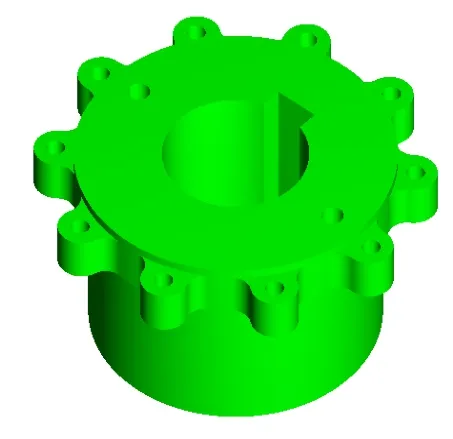
图7 联接轴
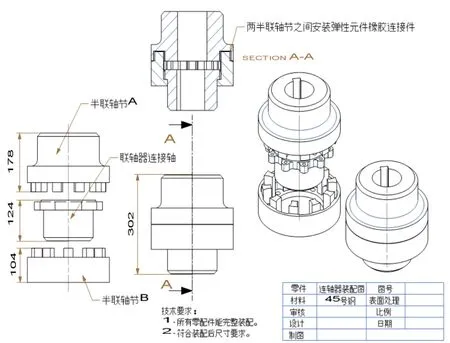
图8 联轴器装配简图
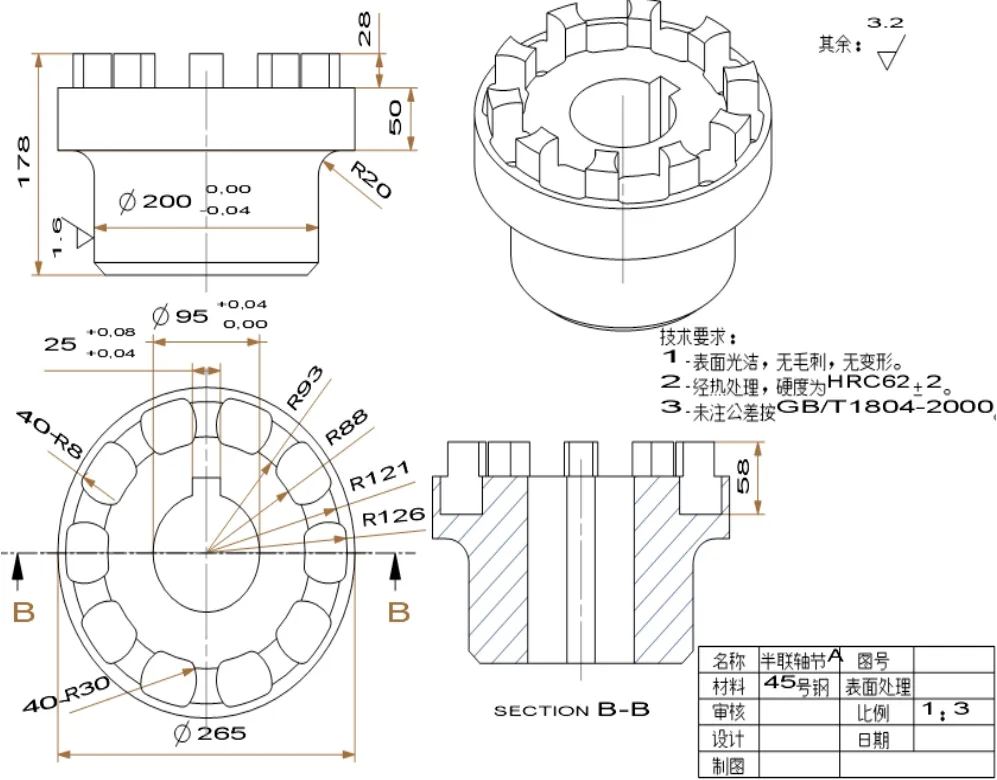
图9 半联轴器A零件简图
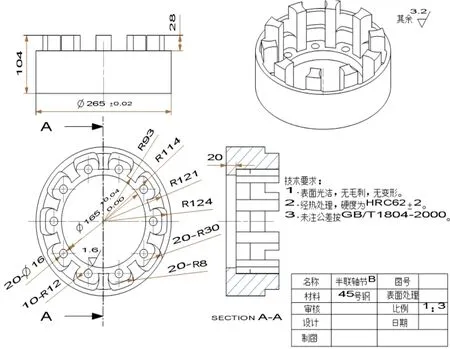
图10 半联轴器B零件简图
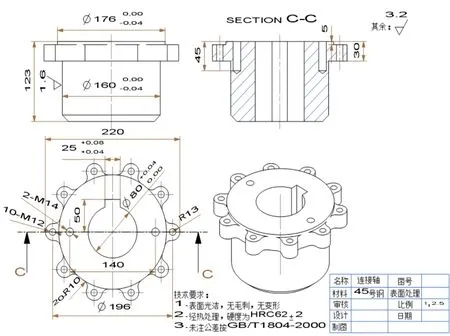
图11 联接轴零件简图
2 联轴器各部分加工工艺分析
2.1结构特点与技术要求分析
对于联轴器加工,因为是单件生产,可采用机械加工和数控加工的方式完成;由于联轴器的使用环境要求其动平衡不得大于负载的5%;其他的技术要求按图纸加工即可。
2.2毛坯的选择
根据工程图纸和工艺特点,选择零件材料为45号圆型钢材。毛坯尺寸分别为:半联轴器A为φ265×80 (mm)、连接轴为φ270×180(mm)、半联轴器B为φ270×120(mm)。
2.3装夹方式和定位基准
由于毛坯是圆棒钢料,采用三爪卡盘装夹;粗加工阶段:因毛坯本身圆度偏差较大,采用先车平一端面并钻中心孔,再粗车一段外圆,然后调头装夹,再车削另一端面并钻中心孔,然后以车后的外圆和中心孔定位粗车全部外圆;半精加工阶段:以粗车外圆和中心孔定位加工孔,然后以孔为定位基准精车外圆,再以精车外圆定位扩孔;在铣削加工阶段,将车削后端面作为基准即可。
2.4工艺路线的制定
根据零件的几何形状、尺寸精度及位置精度要求,各零件的工艺路线方案如下:
2.4.1半联轴器A的加工工艺方案
1)使用普通车床的工艺路线:车削端面→钻孔→扩孔→粗车外圆φ265→粗车内孔φ95→精车内孔φ95→精车外圆φ265→调头车端面→保证总长178→粗车外圆→精车外圆。
2)使用数控铣床的工艺路线:粗加工齿→粗加工槽→精加工齿→精加工槽→钻孔→加工键槽。
2.4.2半联轴器B的加工工艺方案
1)使用普通车床的工艺路线:车削端面→钻孔→扩孔→粗车外圆φ265→粗车内孔φ165→精车内孔φ165→精车外圆→调头车端面保证总长104。
2)使用数控铣床的工艺路线:粗加工齿→预钻下刀孔→粗加工槽→精加工齿→精加工槽→加工键槽。
2.4.3连接轴的加工工艺方案
1)使用普通车床的工艺路线:车削端面→钻孔→扩孔→粗车外圆φ160→粗车内孔φ80→精车内孔φ80→精车外圆→调头车端面保证总长123。
2)使用数控铣床的工艺路线:粗加工凸耳→精加工凸耳→钻中心孔→钻孔→攻牙→加工键槽。
2.5联轴器的加工过程及工艺难题解决
按照上述加工工艺进行联轴器各部分的加工,部分加工过程如图12~图14所示。

图12 加工过程1

图13 加工过程2

图14 加工过程3
加工中的工艺难题及解决办法:
1)在车削加工时,由于受机床结构的影响,在车削到一定长度时,工件会触碰到机床的拖板。解决办法是自制一把刚性足够的车刀杆,将硬质合金刀粒焊接至刀杆;由于车削过程更换了车刀,为了处理好接刀问题,在前一把车刀粗车时必须预留有足够的精车余量。
2)在车削内孔时,由于孔深比较大,加工过程冷切困难,断屑和排屑问题严重,易发生钻头折断。解决办法是车削到一定深度时停止主轴,通过人工方法用工具将铁屑排出并对零件和车刀进行冷却。
3)对半联轴器A和B的齿进行外形加工时,随着加工深度的增加,弹刀现象就越来越严重。解决办法是采用MasterCAM软件编程时,在齿之间绘制加工辅助线。开放槽采用在XY方向增加走刀次数解决加工余量;封闭槽采用挖槽方式加工,注意不能垂直下刀,采用螺旋或斜线下刀。
4)半联轴器B需要一次装夹加工完成,压板与刀具之间容易发生干涉问题,解决的办法是先压孔底部,加工完齿后,再压外部,然后松开孔底压板,这样就避免了刀具在加工过程中与压板的干涉问题。
5)半联轴器A和联接轴中的型腔加工部位比较深,排铁屑困难,刀具易产生弹性变形,针对这个问题采用的解决方案是进行分段加工,将刀具夹持的长度依次加长,切削用量依次减小进行编程和加工。
3 装配
工件加工完成后进行装配,首先将联接轴装至半联轴器B上作为变速箱的输入轴轴端,然后插入橡胶连接件,再将半联轴器A装到电机轴上,对好位置后,移动电机,使半联轴器A紧紧箍住橡胶连接件,装配即完成。然后进行动平衡检测,符合要求后,在生产线上安装并试运行。
4 结束语
本文通过对磨损失效的联轴器进行反求技术处理,分析了各零件的加工工艺,采用多种设备实现了零件的制造,经现场安装和调试,所制造的联轴器满足了工作要求,为企业在短时间内更换了失效的联轴器,使企业生产线尽快地得到了恢复,证明了反求技术在零部件替换上的技术和经济优势。
参考文献:
[1] 林新贵,詹欣荣,易根苗.基于UG的分流芯杆四轴数控加工方法[J]. 制造业自动化,2010,03:39-40,59.
[2] 朱成俊,彭二宝.基于Pro/E鞋模造型在MasterCAM加工中的应用[J].制造业自动化,2011,09:44-46.
[3] 张金萍.典型多槽零件的数控车削加工——切纸辊槽的数控加工技术[J].制造业自动化,2011,22:67-69.
The reverse manufacturing technology on wear-out failure coupling
LIN Xin-gui, ZHAN Xin-rong
中图分类号:TH16
文献标识码:B
文章编号:1009-0134(2016)05-0163-03
收稿日期:2016-03-07
基金项目:广州番禺职业技术学院科技类重点资助项目(KJ-3)。
作者简介:林新贵(1973 -),男,福建仙游人,副教授,博士研究生,主要从事数控技术方面的教学和研究。
